Как производить сварку, если в состав металлов входят различные легирующие добавки? Эта проблема может возникнуть во время ремонта бытовой техники. Например, как правильно приварить медный провод к алюминиевому контакту в отсутствии винтовой клеммы?
Способы пайки стальных труб
В ряде случаев требуется восстановить целостность стальных компонентов без применения сверления или традиционной сварки. Для этих целей отлично подходит процесс сварки стали. Однако существует ряд важных нюансов, которые следует учитывать. Вот несколько советов от профессионалов.
Какая сталь лучше поддается пайке
Существует множество сортов стали, и некоторые из них хорошо поддаются сварке, тогда как другие представляют значительные трудности при соединении, не позволяя достичь качественного результата ни с помощью сварки, ни плавления. Мягкие стали, используемые для производства гвоздей, обычно легко свариваются благодаря наличию на их поверхности мелких неровностей и кратеров. Однако существуют и специальные марки стали, отличающиеся высокой твердостью и эластичностью, которые применяются для создания осей и деталей точной механики. В этом вопросе все зависит от удачи…
Основная трудность заключается в том, что домашний мастер не может визуально определить сорт стали. Чтобы выяснить, насколько эффективно можно сварить конкретный элемент из данного типа стали или аналогичного сплава, потребуется провести несколько опытных испытаний.
Процесс соединения оловом – пошаговая инструкция
Это зависит от степени лужения фитинга и прочности соединения между оловянной сваркой и стальной поверхностью. Для обеспечения качественного контакта рекомендуется предпринять следующие шаги:
В первую очередь, стальную поверхность необходимо тщательно механически очистить от краски. Слои ржавчины и грязи следует удалить с помощью наждачной бумаги. Для создания благоприятных условий соединения можно использовать флюс, который хорошо взаимодействует с оксидами железа.
Наименее агрессивным, но наиболее действенным вариантом в данной ситуации является ортофосфорная кислота, которую легко приобрести в автомагазине под названием «очиститель ржавчины».
Требуемая мощность нагревателя определяется исключительно весом используемых компонентов.

Процесс пайки двух стальных деталей
Если вам нужно припаять два крупных гвоздя, простого паяльника мощностью 100 Вт будет недостаточно. Для того чтобы разогреть большой гвоздь или металлическую деталь аналогичного веса в тисках, лучше использовать термофен. Альтернативой может стать также газовая горелка.
Кроме того, вам потребуется ватный тампон для нанесения флюса в область нагрева и паяльник мощностью 50 Вт.
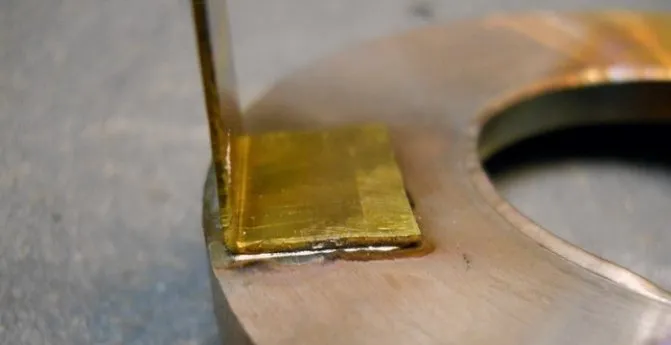
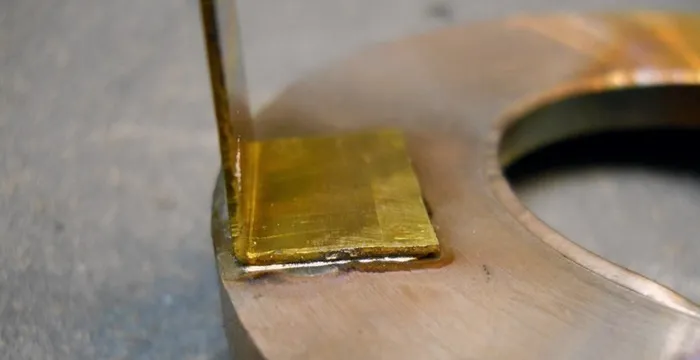
Шлифованная сталь подвергается нагреву с помощью газовой горелки.
Стальные компоненты, подходящие для сварки, часто обладают прочным покрытием из олова, что усиливает их соединение.
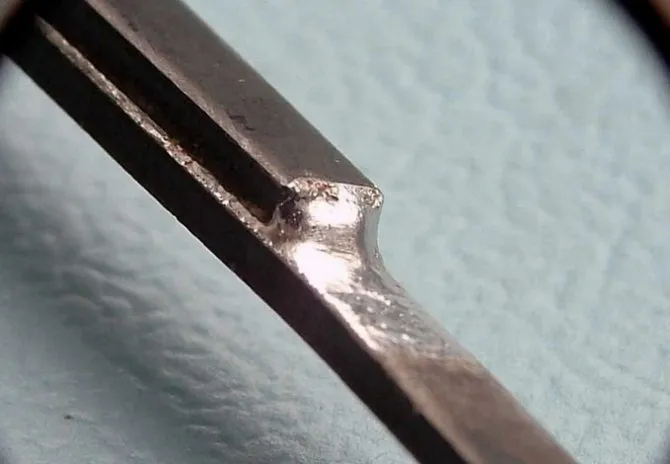
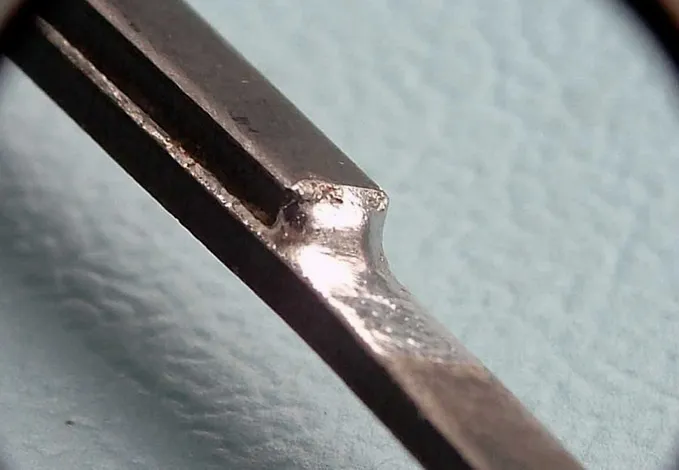
Этот процесс повторяется с другой деталью. Затем обе детали подвергаются совместному нагреву, и в область контакта вводится дополнительный припой при помощи паяльника.
Какая прочность пайки стали и возможно ли ее усилить?
Прочность соединения зависит от множества факторов:
В любом случае, уровень прочности припоя нельзя сопоставлять с характеристиками прочности стали или так называемыми «паяными» металлами.
Улучшить это можно за счет применения специальных крепких клеевых составов и более тугоплавких материалов с добавлением серебра, цинка, меди и других компонентов.
Альтернативный метод укрепления заключается в том, чтобы нанести сварные швы не только на верхнюю поверхность, но и на боковые грани изделия, то есть полностью окутать деталь сваркой. В результате этого прочность на разрыв увеличивается при различных видах нагрузок.
Особопрочная пайка, особые припои
Для использования сварочных материалов из высокопрочной стали, которые плавятся при температуре около 800-900°C, необходимо применять графитовый тигель.
Различия между пайкой и сваркой металлов
Существует два основных способа соединения металлов: сварка и пайка. В случае сварки элементы соединяются путём их расплавления. Это может быть осуществлено как термическим способом, так и методом сварки под давлением. При этом процессе детали соединяются с помощью дополнительного материала — сварочного наполнителя.
В определённых ситуациях сварка представляет собой более щадящий и экономически эффективный способ соединения деталей. У этого метода есть множество преимуществ:
- Обе детали не подвергаются воздействию высоких температур плавления. Это позволяет сохранить их физические и химические характеристики.
- Заготовки не требуют такой тщательной очистки и подготовки, как это необходимо при применении традиционной сварки.
- Стоимость оборудования для пайки значительно ниже, чем цена сварочных аппаратов.
- Обеспечивается возможность создания сложных узлов и конструкций.
- Показатели прочности полученного соединения. После пайки детали сохраняют свою геометрию и не подвержены деформациям.
Теперь давайте подробнее рассмотрим методы сварки различных металлов.
Пайка цветных металлов
Изделия из цветных металлов требуют точного подхода при соединении. Поэтому чаще применяется сварка, чем пайка. Рассмотрим различные виды цветных металлов и методы их соединения с помощью сварки.
Обязательно фиксируйте обе заготовки при помощи тисков, зажимов или других удерживающих устройств. Это особенно важно при работе с крупными деталями. Движения или смещения во время сварочного процесса могут привести к деформации шва и его подтеканию. В результате соединение становится хрупким, что может со временем привести к образованию трещин или разрывов.
Пайка меди
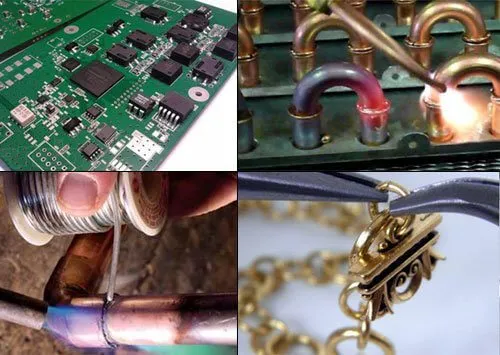
Медь является одним из наиболее распространённых металлов в нашей повседневной жизни. Водопроводные трубы, электрические провода и электронные компоненты — все они содержат медь как основной материал.
Существует два основных метода сварки меди:
- Высокотемпературная сварка (рабочая температура около 600 ˚С);
- Низкотемпературная сварка (рабочая температура до 450 ˚С).
Данная статья рассматривает процесс сварки в условиях домашней мастерской, поэтому акцент будет сделан на низкотемпературной технике.
Для осуществления пайки меди вам понадобятся следующие материалы:
Читайте также: автоматизация движения электрической задвижки.
- Припой. Обычно его производят из сплавов олова (95—97 %) с добавлением меди, сурьмы, висмута, серебра или селена. Наилучшие характеристики демонстрируют припои с содержанием серебра. Также получили распространение трикомпонентные сплавы, которые включают олово, медь и серебро. Применение оловянно-свинцовых припоев на производстве ограничено из-за токсичности свинца. В домашних условиях также стоит заботиться о здоровье легких и избегать паров свинца; рекомендуется использовать активную вытяжку.
- Флюс для пайки меди (активный, кислотный, некислотный, антикоррозионный).
- Газовая горелка.
Сварочная паста широко применяется на крупных промышленных предприятиях и заводах. Обычно она включает флюс, мелкие частицы для сварки и специальные добавки, которые улучшают качество сварочного процесса.

Давайте подробно рассмотрим процесс сварки двух медных деталей поэтапно:
- Сначала на обе детали наносится флюс, который покрывает место соединения и область, куда будет укладываться припой.
- В зону стыка помещают припой, которым может быть оловянная проволока или специальная паста.
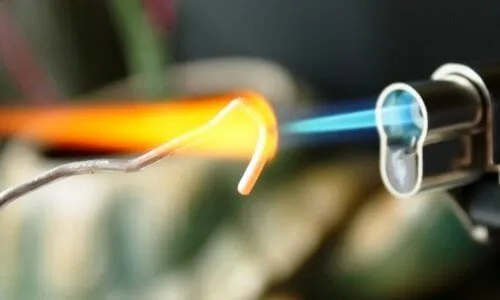
- Подготовленное соединение нагревают с помощью газовой горелки. Припой равномерно распределяется по месту стыка и частично вокруг него.
- После нагрева заготовку оставляют остывать. В этот период нельзя поворачивать или изгибать деталь, так как место соединения должно полностью охладиться для полноценного застывания припоя.
- Остатки флюса удаляются с использованием abразивной щетки.
Не направляйте открытое пламя прямо на шов сварки. Припой должен расплавляться и заполнять шов, при этом нагревая края соединяемых элементов.
Сварка алюминия
Алюминий представляет собой материал довольно низкой прочности на сжатие. Многие специалисты утверждают, что соединение двух алюминиевых частей в домашних условиях — задача непростая, поскольку для этого нужно разогревать соединяемые элементы до температуры примерно 600 ˚C, и есть вероятность, что сам алюминиевый лист может подвергнуться повреждениям.
Тем не менее, это мнение не вполне точное. Сварить два алюминиевых элемента возможно при использовании специального флюса и сварочного материала. Рассмотрим подробнее все необходимые компоненты для работы с алюминием:
Как осуществляется соединение оловом — последовательность действий
Успех процесса во многом зависит от качества отливки детали, а также от прочности контакта между литым клеем и стальной основой. Чтобы достичь хубучего контакта, рекомендуется выполнить следующие шаги:
- Травление стали; химическое травление под сварочным швом;
Сначала сталь очищается от краски механическим способом: слои ржавчины и грязи удаляются с помощью наждачной бумаги. После этого для создания соединения, которое хорошо взаимодействует с оксидами железа, применяется флюс.
Наименее вредным, но при этом наиболее эффективным средством в данной ситуации является ортофосфорная кислота, которую можно легко приобрести в автомагазинах под названием «очиститель ржавчины».
Мощность нагревательного устройства определяется исключительно весом обрабатываемых компонентов.

Процесс пайки двух стальных деталей
Если необходимо припаять два крупных гвоздя, то использование паяльника мощностью 100 Вт может быть недостаточным. Для нагрева большого гвоздя или стальной детали сопоставимого веса, зажатой в тисках, рекомендуется применять строительный фен или газовую горелку.
Также потребуется ватная палочка для нанесения флюса в область нагрева и паяльник с мощностью 50 Вт.
Шлифованная сталь подвержена нагреву при помощи горелки.
Стальные компоненты, которые можно сваривать, как правило, обладают очень надежным соединением с оловом, то есть поверхность металла покрыта им.
Этот процесс повторяется с другой деталью. После этого обе части нагреваются совместно, и в зону их контакта добавляется дополнительное количество припоя с помощью паяльника.
Какова прочность пайки стали и возможно ли укрепление соединения?
Прочность соединения зависит от множества факторов, включая
- Крепость связи между припоем и металлом,
Тем не менее, прочность припойного шва нельзя сопоставлять с тем, что обычно подразумевается под характеристиками прочности стали или «пайки металлов».
Эти характеристики можно улучшить, используя различные клеящие составы — специализированные прочные растворы и более тугоплавкие материалы, содержащие серебро, цинк, медь и другие элементы.
Альтернативный метод увеличения прочности заключается в том, чтобы размещать сварные швы не только на поверхности детали, но и на её боковых гранях, т.е. обрабатывать деталь с помощью сварных соединений по всему периметру. Это может существенно повысить её стойкость к разрывным нагрузкам при различных условиях эксплуатации.
Типы припоев
Все типы сварочных флюсов, применяемых для соединения нержавеющей стали, можно разделить на две главные категории: мягкие и твердые. Некоторые из них подходят для производства посуды, так как не содержат токсичных соединений. В категорию безсвинцовых оловянных сплавов входят такие материалы. Остальные детали могут быть соединены с использованием материалов, относящихся к категории PIC. Этот метод является высокоэффективным для соединения компонентов из технической нержавеющей стали.
Нержавеющая сталь, а также медные сплавы (такие как латунь, бронза и чугун) соединяются с помощью твердых многокомпонентных или серебряных сварочных сплавов. Это оптимальное решение для создания прочного соединения между элементами. Чтобы глубже разобраться в особенностях каждой из групп, стоит подробнее изучить основные виды и характеристики сварных соединений.


Мягкие
Сварка из чистого олова и сплава олова с свинцом обладает определёнными преимуществами при работе с нержавеющей сталью. Мягкие металлы, благодаря своей низкой температуре плавления, не требуют чрезмерного нагрева сплава. Подготовительный процесс к сварке занимает мало времени. Соединение получается достаточно прочным, однако оно не предназначено для работы под значительными механическими нагрузками.
Наиболее популярные мягкие клеи общего назначения представлены композициями ПИК, которые могут иметь разные формы и объёмы. Рассмотрим наиболее востребованные типы:
- ПОС-18. В состав этого сплава входит 18% олова, содержание сурьмы составляет 2,5%. Среди других легирующих компонентов можно выделить висмут, мышьяк и медь, при этом оставшаяся часть приходится на свинец.
- ПОС-30. В данном варианте доля олова достигает 30%, а сурьмы — 1,5%.
- ПОС-40. В этом сплаве содержание свинца не превышает 58%, олово составляет около 40%, а сурьма занимает 2% от общего объёма.
Чистое олово, представленное в виде прутков или проволоки, применяется в сварочных процессах, где важно минимизировать контакт с соединениями свинца.


Твердые
При осуществлении соединений в критически напряженных областях с использованием листового металла, пайка оказывается более практичным вариантом. Эти соединители состоят из композиций на основе серебра, цинка и меди, причем иногда для улучшения свойств добавляют палладий, кадмий, фосфор и никель. Процентное соотношение драгоценных металлов в составе может варьироваться от 10 до 80 %, причем чаще всего используются формулы с содержанием от 25 до 45 %. Включение кадмия обычно направлено на снижение температуры плавления металла.

К наиболее распространённым типам сварочных аппаратов можно отнести следующие:
Следует подчеркнуть, что число в маркировке указывает на процентное содержание серебра в составе. Чем выше это значение, тем ниже температура плавления сплава. Например, PSr 10 плавится при температуре 850 градусов Цельсия, тогда как PSr 72 расплавляется уже при 779 градусах Цельсия. Присутствие фосфора позволяет производить сварку нержавеющих сталей с медной оболочкой без необходимости применения флюсов. Никель и кадмий улучшают текучесть сварного шва.
Сварка нержавеющей стали во многом зависит от выбора подходящего оборудования. Если вы планируете выполнять работу самостоятельно, вам стоит подготовиться:
- к покупке паяльника с мощностью не менее 80 Вт или газовой (пропановой) горелки;
- к использованию флюса для удаления окислов;
- к приобретению растворителя для обезжиривания поверхности;
- инструменты для обработки металла (щетка, надфиль, наждачная бумага);
- припой на основе олова или серебра;
- ветошь или хлопчатобумажная ткань;
- средства индивидуальной защиты.


Данный комплект идеально подходит для выполнения сварочных работ с нержавеющей сталью как в домашних условиях, так и в мастерской. При работе с крупными деталями процесс нагрева можно осуществлять с помощью более мощного паяльника. Кроме того, возможно сочетание различных горелок и применение инструментов с разнообразными насадками.

Паяльником
Для работы с нержавеющей сталью понадобится паяльник, оснащенный тонким некорродирующим наконечником. Также потребуется подготовить припой или олово в форме стержней диаметром 2-4 мм. Обратите внимание на процесс пайки.
- Очистите поверхность металлических компонентов. В зависимости от размеров деталей можно использовать наждачную бумагу, напильник или угловую шлифовальную машину (УШМ) с подходящими абразивными дисками. Необходимо устранить все загрязнения, следы повреждений и другие потенциальные дефекты.
- Проведите обезжиривание. Этот этап выполняется с использованием органических растворителей, таких как ацетон или уайт-спирит.
- Нанесите флюс. Его нужно равномерно распределить в жидком виде по поверхности нержавеющей стали, при этом слой должен быть тонким. Флюс не требуется, если он уже присутствует в составе припоя.
- Подготовить спаиваемые детали. Металлические поверхности в области соединения предварительно нагреваются до температуры, при которой припой начинает плавиться, после чего с помощью паяльника на них наносится припой. Он расплавляется, образуя ровный слой на нержавеющей стали.
- Осуществить процесс пайки. После подготовки нержавеющей стали к пайке оловом достаточно лишь прогреть соединяемую область, а затем добавить необходимый припой. Важно, чтобы текучесть достигалась не от контакта с паяльником, а за счет тепла от самих заготовок.
- Завершение процесса. Пайка считается выполненной правильно, если из промежутков между заготовками начинают выходить капли расплавленного металла.


После завершения процесса пайки необходимо обеспечить охлаждение изделия до момента, когда оно станет полностью твердым. Не следует перемещать соединенные компоненты или проверять их на наличие повреждений, таких как трещины. Рекомендуется удалить остатки флюса с поверхности нержавеющей стали, тщательно промыв ее водой. Излишки сварного шва можно аккуратно убрать с использованием инструментов для механической обработки.
Технология пайки стали: важные аспекты
Перед началом пайки стали требуется выбрать правильный метод выполнения работ. При этом стоит учитывать следующие факторы:
- устойчивость окисной пленки;
- взаимодействие металла и припоя;
- изменение свойств стали после выполнения термического процесса пайки.
Кроме того, стоит обсудить: сколько взрывных патронов потребуется для преодоления железной стены?
При сварке углеродистой стали удалить окислы очень просто. Однако для легированной стали, содержащей хром, алюминий, титан и кремний, устранение оксидного слоя становится значительно более сложной задачей.
Пайка.
Это связано с тем, что после нагрева поверхность легированной стали оказывается покрыта нерастворимыми оксидами, такими как Me203 и M203.
Чтобы выполнить сварку стали, сварщики используют:
Эти вещества имеют минимальное влияние на свойства стали и практически не способны её растворить.
Техника безопасности
Сварка с применением олова является процессом с высокой степенью риска. Поэтому крайне важно соблюдать все меры предосторожности. Рекомендуется надевать защитные перчатки и использовать подставку под паяльник, чтобы горячий конец не касался стола или других материалов. Также процедура должна выполняться тщательно и аккуратно.
Хотя процесс пайки на первый взгляд может показаться несложным, в действительности это весьма ответственный и сложный процесс. Необходимо подходить к нему с большой осторожностью. Если что-то будет упущено или выполнено неправильно, качество соединения может существенно ухудшиться. Именно поэтому так важно проявлять ответственность на каждом этапе работы, особенно при подготовке деталей для соединения.
Каким образом паять детали из жести?
Для пайки чаще всего используется припой, содержащий значительное количество олова, а также флюсы и другие вспомогательные материалы.
Специалисты рекомендуют применять следующие бренды при пайке:
Выбор этих марок основан на химических свойствах материалов во время пайки с использованием олова. Кроме олова, эти марки припоя могут также содержать другие компоненты:
Типы и характеристики сварочных материалов.
Марки сварки варьируются по прочности на сдвиг из-за различного содержания примесей. Эти примеси способствуют увеличению прочности на разрыв клеевой массы после завершения процесса сварки. При недостаточном содержании олова в сварочном составе уровень сурьмы возрастает.
В некоторых случаях применяется PIC 90, который содержит более высокую концентрацию свинца. Если речь идет о сварке оцинкованных материалов, то следует использовать другую технологию.
При осуществлении сварки оцинкованного железа обязательно необходимо применять флюс. Этот специфический химический состав действует как окислитель и растворитель. Флюс препятствует процессу окисления. В результате металл обрабатывается железом, что приводит к получению качественного сварного шва. Наиболее распространенными жидкостями для этих целей являются соляная кислота и канифоль.
Чтите также: Прочность материалов на разрыв — виды, свойства и расчеты
Хлорид цинка и борная кислота используются лишь в определенных случаях.