Способ 4: Заполните трубу песком согласно методу 1 и разместите концы изделия на двух прочных опорах таким образом, чтобы изгиб находился над грузом. С помощью резинового молотка придайте требуемый изгиб, следя за тем, чтобы он не касался опор. Этот способ отлично подходит для квадратных элементов.
Как просто согнуть алюминиевую трубу в домашних условиях – эффективные методы
Алюминиевые трубы, так же как и пластиковые, можно сгибать в домашних условиях как с использованием специализированного гибочного оборудования, так и с помощью подручных средств. Для достижения максимального эффекта стоит заранее ознакомиться с особенностями процесса.

- Особенности производства, характеристики алюминиевых труб
- Алюминиевые трубы производятся различными методами
- Области применения алюминиевых изделий
- Проблемы при производстве
- Методы изгиба
- Необходимое оборудование для работы
- Как самостоятельно согнуть трубу в домашних условиях
Особенности производства, характеристики алюминиевых труб
Алюминиевые трубные изделия классифицируются на три категории в зависимости от технологии их производства:
- холоднодеформированные;
- прессованные;
- сварные.
Алюминиевые трубы производятся различными методами
В первую очередь стоит отметить трубы из алюминия диаметром от 6 до 150 мм. Эти изделия предназначены для широкого диапазона промышленных задач и производятся в соответствии с ГОСТом № 18475-87.
Суть данной технологии состоит в том, что берется кусок алюминия, в котором вдоль оси сверлится сквозное отверстие. После этого деталь проходит прокатку между валками, что формирует необходимое поперечное сечение конечного продукта.
Второй элемент — алюминиевая труба диаметром от 6 до 220 мм, которая изготавливается в соответствии со стандартом ГОСТ 18482-79. Технология основана на методе прессования предварительно нагретого изделия в специализированной мельнице. Отдельная деталь помещается в штамп и подвергается прессованию для достижения нужной формы. Затем полуфабрикат проходит обработку на роликах прокатного стана.
Третья категория — алюминиевые трубы, представляющие собой листы или полосы, которые сворачиваются и сварены по шву как внутри, так и снаружи. На завершающем этапе обязательно проводится горячая закалка готового изделия, что необходимо для снятия внутренних напряжений в места сварки.
Алюминиевые трубы делятся на две группы в зависимости от толщины стенок:
- тонкостенные – с толщиной до 5 мм;
- толстостенные – с толщиной более 5 мм.

В процессе производства часто осуществляются дополнительные мероприятия, направленные на улучшение технических свойств и характеристик продукции. Кроме того, специальные методы и технологические особенности также способствуют повышению этих свойств, например, применяются подходы для увеличения производительности и долговечности изделия. При температуре ниже +20°C возможна деформация, что может привести к разрушению конструкции. Поэтому прибегают к термической обработке, такой как отжиг или закалка, либо к механическим методам, включая клепку.
Оба типа обработки позволяют преобразовать вязкий и мягкий металл в твердый и прочный материал. Именно такой профиль применяется в различных конструкциях.
Тем не менее, основным преимуществом алюминиевых труб является их высокая пластичность. Это означает, что процесс деформации или изгиба изделия осуществляется без значительных трудностей, при этом оно сохраняет свои свойства и характеристики.
Где применяются алюминиевые изделия
Сфера применения алюминиевых изделий довольно обширна. Вот несколько причин их популярности:
- Продукция из алюминия не нуждается в специализированном техническом обслуживании;
- Лёгкость конструкций, изготовленных из этого материала;
- Удобство транспортировки и установки, включая возможность сгибания изделий при необходимости.
Основные направления использования:
- Сельское хозяйство. Алюминиевые трубы используются для создания систем дренажа и полива, а также для сооружения заграждений для мелких домашних животных и растений.
- Нефтяная промышленность. Алюминиевые трубы не реагируют на нефтепродукты, сохраняя свои свойства и характеристики даже под их воздействием.
- Вентиляционные системы. Изделия из алюминия легко поддаются обработке: их просто резать, сверлить и сгибать, что значительно упрощает монтаж воздуховодов и вентиляционных шахт.
- Строительство. Из алюминиевых труб производят каркасы для беседок, ангаров и навесов. Изготавливают перила, козырьки, ограждения. В настоящее время все чаще используют их для создания навесных фасадов.
- Мебель – стулья, кресла, столы и прочие предметы интерьера.
- Реклама – щиты, стойки, каркасы для витрин.
Процесс изгибания
Изгибать алюминиевые трубы можно и в домашних условиях, однако это может негативно сказаться на плотности материала. При изгибе плотность металла снижается на внешней стороне и увеличивается на внутренней. Это часто приводит к образованию трещин снаружи и сужению внутри. Такой профиль допустимо использовать только в конструкциях, которые не подвержены нагрузкам.
Сложности
При изгибе труб в домашних условиях могут возникнуть различные трудности, которые оказывают влияние на качество:
- Алюминиевые профили с анодированным покрытием практически невозможно изгибать. Они обладают высокой прочностью и жесткостью, что увеличивает риск повреждения, в том числе появление трещин.
- В трубах, созданных методом прессования с использованием горячей экструзии, возникают значительные внутренние напряжения в местах, где происходит изгиб.
- Дюралюминий и сплавы с добавлением марганца характеризуются повышенной твердостью, что усложняет работу с ними.
Если труба была приобретена без сертификата, можно легко определить, из какого сплава она сделана. К примеру, дюралюминий не оставляет следов на руках. Если на его поверхности нет признаков потускнения, цвет тоже не останется. Можно постучать по трубе молотком: звонкий звук указывает на то, что изделие изготовлено из твердого сплава. Другой способ — заточить край с помощью напильника: если на крае проявляется яркий металлический блеск, значит, сплав мягче.
Производители имеют обязательство указывать маркировку на поверхности трубчатых профилей. Вы можете использовать справочник, чтобы определить тип сплава.
Статья по теме: Как гнуть металлические трубы.
Способы сгибания
Перед тем как приступить к гибке алюминиевой трубы в домашних условиях вручную, важно разобраться в имеющихся методах. Прежде всего, нужно отметить, что трубы можно изгибать как холодным, так и горячим способом. При выборе метода необходимо учитывать следующие параметры:
- толщину стенок;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного продукта.
Среди наиболее распространенных конфигураций можно выделить следующие:
- отвод – труба сгибается в одной плоскости под углом от 45° до 135°;
- утка – два изгиба под углом 135°;
- калач – представляет собой полуокружность;
- Скоба – труба сгибается трижды (два крайних изгиба по 135°, средний — 90°).
Чтобы правильно согнуть алюминиевые трубы в домашних условиях, необходимо придерживаться определённых рекомендаций:
- При сгибании шовного изделия шов не должен находиться в плоскости внешнего или внутреннего изгиба.
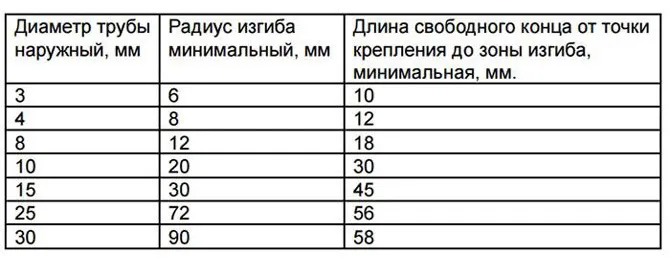
- Если вы сгибаете трубы диаметром до 20 мм, радиус изгиба не должен превышать двух диаметров трубы.
- Для проката с диаметром более 25 мм радиус изгиба должен быть в три раза больше диаметра.
Необходимое оборудование
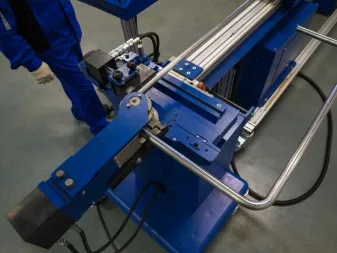
Наиболее удобным и эффективным методом для изгиба труб в домашних условиях является применение трубогибочного станка. На рынке имеются два основных типа таких устройств — ручные и механические.
Если цель заключается в том, чтобы самостоятельно изогнуть алюминиевые трубы в домашних условиях, стоит обратить внимание на ручные модели. Существует три основных варианта:
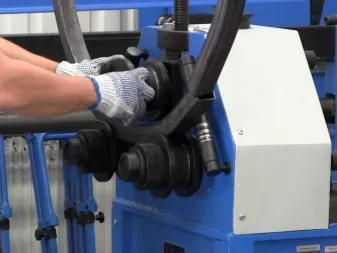
- Рычажный, известный также как станок Вольнова. В данной конструкции предусмотрена специальная форма с определенным диаметром, куда помещается труба. Под воздействием рычажного механизма она изгибается без предварительного нагрева заготовки.
- Арбалетный. В этом случае труба не изгибается вокруг формы, а наоборот, вдавливается в нее.
- Пружинный метод. Для формирования трубы внутрь помещается пружина. Далее изделие нагревают и изгибают. При небольших диаметрах профиля процесс можно осуществлять «в холодном состоянии». По завершении процедуры пружину извлекают.
Характеристики процесса гибки
Алюминий является очень пластичным материалом, что позволяет обрабатывать его с минимальными усилиями. Также важно обращать внимание на качество изгиба и точность соответствия необходимым параметрам. Следует учитывать несколько ключевых аспектов.
- Чистый алюминий, свободный от всяких примесей и легирующих добавок, обладает высокой пластичностью. Однако такой металл встречается довольно редко, особенно если речь идет о деталях, не относящихся к электротехнике. Гнуть легированный алюминий намного сложнее из-за его повышенной твердости. Для проведения гибки нужно предварительно прогреть участок работы с помощью горелки или паяльной лампы, а затем медленно охладить. Обратите внимание, что алюминий обладает отличными теплоconductive свойствами, поэтому не забудьте надеть плотные перчатки. Возможно, после окончательной обработки получится так, что согнутая деталь будет нуждаться в дополнительной закалке.
- Легированный алюминий характеризуется большей упругостью, что требует определения увеличенного угла гиба и уменьшенного радиуса изгиба. В результате под воздействием силы упругости изделие примет правильную форму.
- При толщине стенок профильной трубы меньше 2 мм добиться качественного гиба будет невозможно, даже если условия будут идеальными, а прочностные характеристики существенно снизятся. Поэтому конструкции из гнутого профиля с малой толщиной стенки лучше заменить на сварные.
Это, возможно, всё, что можно выяснить о характеристиках проекта. Теперь настало время обсудить оборудование, которое используется в работе.


Обзор оборудования
Существует две основные категории машин: промышленные и бытовые. Начнём с первых.
Гибочные машины разделяются на две группы в зависимости от их габаритов:

Они способны изгибаться:
- в соответствии с заданным радиусом;
- в соответствии с заданным углом.

По способу управления:
- ручные;
- с числовым программным управлением (ЧПУ);
- автоматизированные станки.



Стационарные гибочные машины характеризуются крупными габаритами, высокой производительностью и мощностью, что приводит к значительным затратам. Они устанавливаются на промышленных предприятиях. Станки для гибки профилей с заданным радиусом могут быть оснащены 3 или 4 роликами.
- Трехроликовые станки более просты в использовании, но имеют ограничения по ассортименту. Два ролика фиксированы в одном положении и вращаются в одну сторону, тогда как третий ролик может перемещаться. Это позволяет регулировать радиус изгиба. Для выполнения сгиба с минимальным радиусом может потребоваться несколько подходов, что в свою очередь снижает общую производительность. На концах заготовок остаются прямые участки, длина которых слегка превышает половину расстояния между двумя подвижными роликами, поэтому необходимо предусмотреть припуск. В дальнейшем эти участки отрезаются.
- Четырехроликовые. Их конструкция включает два неподвижных валика, а остальные два предназначены для формирования изделия в соответствии с необходимыми параметрами. Это позволяет создавать детали сложной конфигурации, такие как круги, спирали и многие другие. Обычно такие машины комплектуются системой числового программного управления (ЧПУ).


В зависимости от расположения вальцов оборудования они могут быть:
- с горизонтальным размещением;
- с вертикальным размещением.

Модели машин с горизонтальными роликами идеально подходят для работы с крупными изделиями (высотой до 300 мм), тогда как машины с вертикальными роликами наиболее эффективны для мелких деталей (проката) и сложных материалов, таких как оконные профили. Ролики для этих устройств могут изготавливаться как из стали, так и из высокопрочных полимеров (например, полиацеталь, полиэтилен, капролон и другие).
- Стальные ролики имеют большее количество рабочих циклов и чаще используются для гибки незакрашенных заготовок. Однако их высокая твердость может привести к повреждению поверхности изделий.
- Полимерные ролики находят применение в ответственных заданиях, когда требуется сохранить чистоту поверхности. Они обладают меньшим коэффициентом трения, устойчивы к коррозии и имеют легкий вес. Кроме того, их стоимость ниже, так как процесс их производства менее затратен.
Как выполнить изгиб?
Профессионалы знают, что подготовительный этап перед изгибом занимает значительно больше времени, нежели сам процесс выполнения операции.
- Перед началом работы выберите подходящий тип роликов. Если высокое качество поверхности не является критичным, можно использовать стальные ролики.
- Если деталь изготовлена из легированного алюминия, рекомендуется нагревать ее перед сгибанием, чтобы облегчить процесс.
- Важно отметить, что при нагреве на поверхности может образоваться окалина. Она может попасть под рабочие ролики и повредить заготовку. Поэтому перед процессом гибки желательно удалить окалину, например, с помощью железной щетки. Однако стоит избегать чрезмерных усилий, чтобы не оставлять царапин.
- Форма ручьев на валиках должна точно соответствовать профилю заготовки, чтобы избежать её сплющивания.
- Для заготовок с замкнутым контуром (например, квадратным) и незамкнутым (П-образным) технология выполнения работ различается. Для первых необходимо провести предварительные мероприятия, тогда как для вторых особой подготовки не требуется.
- Если профиль обладает продольным сварным швом, то он должен находиться с внутренней стороны изгиба или на боковой поверхности. Его наличие на внешнем радиусе строго запрещено.
При отсутствии должной подготовки труба может подвергнуться поломке или деформации внутри. Перед началом работ необходимо заполнить внутреннее пространство. Это можно сделать различными методами.


С использованием стальной пружины
- Берется пружина, длина которой соответствует или превышает длину профиля. Витки должны быть тщательно сцеплены друг с другом.
- Пружина помещается внутрь трубы, после чего заготовка направляется на станок.
Преимущество данного метода заключается в его простоте. Однако недостатком является необходимость наличия пружины, которая может отсутствовать. Кроме того, этот метод подходит исключительно для круглых компонентов.

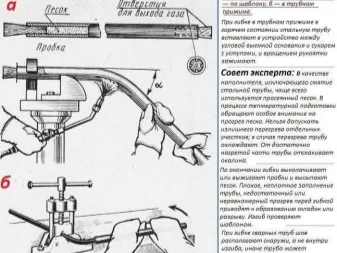
С применением кварцевого песка
Этот метод является более сложным, но при этом и более универсальным.
- Сначала нужно установить две пробки, которые закроют торцы детали. Одна из них плотно вставляется на первый конец профиля. После завершения работ пробки извлекаются. Подумайте над тем, как это будет выполнено.
- Внутреннее пространство заполняется мелким песком.
- Устанавливается вторая пробка. Ее следует забить молотком для обеспечения высокой плотности крепления.
- По всей длине трубы необходимо аккуратно постучать молотком. Это необходимо для равномерного распределения песка внутри.
- Далее производится прогрев места сгиба (если это требуется). Убедитесь, что пробки не повреждаются.
- Производится сам сгиб.
- Извлекаются пробки и высыпается песок.
Важно отметить, что песок сохраняет все свои характеристики и может быть использован многократно. Кроме того, для его переработки применяются механические и температурные методы, такие как вибрация и нагрев, что значительно улучшает качество его последующего использования.

В случае отсутствия песка, его можно заменить водой, в частности льдом. Процесс осуществления работ практически не отличается.
- Сначала устанавливаются пробки, затем заливается вода.
- Далее деталь помещается в морозильник.
- Затем осуществляется гибка без предварительного прогрева.
Состояния алюминиевых сплавов для процесса гибки
Алюминиевые профили, такие как 6060 и 6063, могут быть согнуты из уже закаленного сплава (обозначаемого как Т5 и Т6), но только при условии, что радиус изгиба достаточно большой. При гибке с малыми радиусами обычно применяются профили в состоянии отжига или полузакаленного состояния T4 — «закалка с естественным старением». Если требуется высокая прочность полученных гнутых изделий, после гибки выполняется полная термическая закалка.
При производстве алюминиевых профилей T4 в больших объемах необходимо внимательно следить за временем между гибкой первого и последнего профиля в партии. Это связано с тем, что новые профили в состоянии T4 продолжают набирать прочность в течение длительного периода. Если временной интервал окажется слишком большим, это приведет к значительным изменениям в параметрах изгиба, особенно при малых радиусах. Поэтому часто применяют отжиг алюминиевых профилей для обеспечения стабильного процесса гибки.
Краткое резюме
Как видно, различные самодельные средства для сгибания профильных труб требуют немалых затрат времени и усилий. В данном контексте равномерность изгиба не может быть гарантирована на сто процентов. Качество металлического каркаса напрямую сказывается на долговечности и эстетике конструкции.
Поэтому не стоит пренебрегать профессиональными услугами, обладающими специальным оборудованием для гибки труб.
Если вы решите приобрести ручной гибочный станок для секционных труб, у вас отпадет необходимость в затратах на сторонние услуги. Инвестиция быстро оправдает себя, если вы будете изготавливать трубы под заказ.
Гибка, анодирование и порошковая окраска
Перед процессом анодирования обычно производится сгибание алюминиевых профилей, так как хрупкое анодное покрытие может трескаться при изгибании, особенно в местах растяжения. Порошковое покрытие также может выдерживать гибку с большим радиусом, что актуально при создании арок для окон и дверей с использованием трехвалковой гибки. Однако изгибание под малые радиусы может привести к явному или скрытому повреждению порошкового покрытия. Скрытые дефекты могут проявиться позже в виде ухудшения коррозионной стойкости.
Роторная гибка считается наиболее распространенным способом обработки алюминиевых профилей. Данный метод широко применяется, например, при формировании оконных рам для легковых автомобилей. Он позволяет создавать углы с небольшой величиной и обеспечивает высокую точность размеров гнутых элементов.
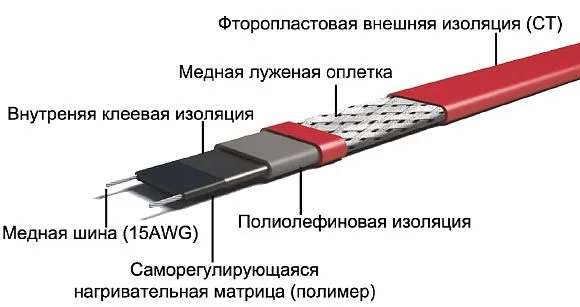
Процесс начинается с зажатия заготовки на крупном вращающемся цилиндре (см. Рисунок 1). Как цилиндр, так и ползунок имеют закругленную форму, что способствует гибке профиля. Во время работы профиль вращается вместе с цилиндром, что иногда приводит к его обозначению как гибка с намоткой. При изгибе внешняя сторона профиля испытывает растяжение, в то время как внутренняя подвергается сжатию. Чтобы предотвратить появление царапин и вмятин на поверхности профиля, цилиндр и каретка изготавливаются из пластиковых материалов, обычно из фторопласта.
Рисунок 1 — Изгиб ротора
Стационарное оборудование

Примером значительного оборудования, предназначенного для радиусной гибки алюминиевых профилей, является роликовый гибочный станок. Основными элементами данной машины выступают неподвижные и подвижные ролики, чья геометрическая форма соответствует контуру заготовки в сечении. Оборудование классифицируется на группы в зависимости от числа используемых роликов:
Два первых ролика вращаются в одном направлении и расположены в одной линии, направляя профиль к третьему ролику, который осуществляет вращение в противоположную сторону. Изменяя расстояние между двумя рабочими деталями, специалист может регулировать радиус изгиба алюминиевого изделия. В случае необходимости получить очень маленький радиус, через валки выполняется несколько проходов.
Четырехвалковые машины применяются для гибки различных сложных профилей, таких как круги и спирали. Два из валов фиксированы и не вращаются, в то время как два других выполняют сгибание нестандартных деталей. Радиус гибки можно настроить как вручную, так и с помощью электронного управления, если такая функция предусмотрена.
Эти установки способны изменять расположение роликов. Они могут быть:
Первый тип наиболее подходит для обработки крупных сечений (до 300 мм в высоту), тогда как второй предназначен для работы с небольшими изделиями (такими как прокат) или особенно сложными материалами, такими как оконные профили. Далее поговорим о угловых трубогибах.
Переносное оборудование

Примером такого оборудования является профилегибочный станок «ALS». Его основная функция заключается в гибке металлических полос и профилей сложной формы шириной до 160 мм и толщиной до 2 мм. Наиболее часто этот станок применяется для формирования широких профилей, например, при изготовлении объемной наружной рекламы, но также подходит и для работы с узкими профилями.
Основные характеристики машины «ALS»:
- не требуется крепление к столу — достаточно встроенной опоры;
- удобен в транспортировке благодаря компактным размерам и небольшому весу;
- время действия составляет всего одну секунду.
Наиболее известными моделями данного типа являются «ALS-A 90» и «ALS-A 60». Среди оборудования «ALS-A» наибольшее распространение получили «ALS-A-A» и «ALS-A-A», где первая модель позволяет сгибать заготовку под углом 90 градусов, а вторая — под углом 60 градусов. Примерная стоимость станка «ALS» составляет около 6000 рублей.
Гибка профиля в домашних условиях
Каждый, кто часто занимается ремонтом, возможно, сталкивался с вопросом о том, как согнуть алюминиевый профиль без использования дорогостоящего оборудования. В этой статье мы рассмотрим несколько методов, которые позволят выполнить эту задачу самостоятельно.
Метод 1. Использование тисков и брусков
При работе с профилями, не имеющими изгиба (например, U-образными), очень важно обеспечить стабильность стенок. Для этого рекомендуется воспользоваться вставным бруском, лучше всего из металла, который точно подходит по размеру к пазу. Алгоритм действий выглядит следующим образом:
- вставить брусок внутрь профиля;
- закрепить заготовку в тисках так, чтобы края бруска совпадали с губками тисков;
- аккуратно изогнуть профиль;
- освобождая тиски, выдвинуть профиль примерно на полмиллиметра;
- повторить два предыдущих шага до достижения желаемой формы профиля.
Метод является достаточно простым, однако не отличается высокой точностью — с первой попытки добиться идеальной формы изделия сложно, но опытный специалист сможет оптимизировать геометрию.
Способ 2. Сделанные вручную ролики

Наиболее простой метод изготовления профилегиба заключается в выполнении следующих шагов:
- приобрести 2-4 ролика небольшого диаметра с шириной, немного превышающей высоту заготовки;
- закрепить устройство на ровной горизонтальной поверхности так, чтобы ролики могли вращаться свободно, а расстояние между ними было достаточным для прохождения профиля.
И вот, весь процесс завершен. Для гибки круглой заготовки обычно достаточно двух роликов, в то время как для изделий с конкретным радиусом понадобится не менее трех роликов, один из которых желательно сделать регулируемым, подобно профилегибочным станкам. Металлическая деталь помещается между валиками и аккуратно наматывается. Пользователь контролирует силу и процесс работы, удерживая заготовку на месте.
Перечисленные методы ручной работы могут служить отличной альтернативой дорогостоящему оборудованию. Если у вас возникают ситуации, когда необходимо регулярно гнуть металлические элементы, стоит рассмотреть возможность приобретения хотя бы одного компактного устройства стоимостью около 10 тысяч рублей. Будем признательны, если вы поделитесь своими советами по гибке алюминиевых профилей различных форм в комментариях к статье.
Необходимые инструменты
Для осуществления гибочных операций с профильными трубами без использования специализированного оборудования вам понадобятся одни из следующих простых инструментов:
- Простой рычаг с шаблоном.
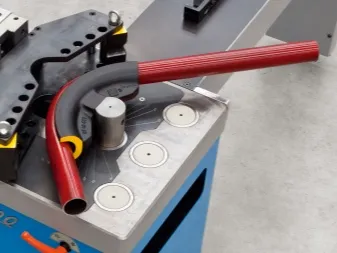
- Горизонтальная плита с несколькими отверстиями, в которых размещены металлические упоры соответствующего диаметра. Это устройство идеально подходит для работы с трубами из мягких металлов или изделиями с малой высотой профиля (не более 10 мм). Однако добиться филигранной точности здесь не получится, и может потребоваться приложение значительных физических усилий.
- Роликовые устройства. Один конец надежно фиксируется в тисках, а к месту сгиба прикладывается ролик, который при приложении соответствующего физического усилия обеспечит аккуратный изгиб необходимого радиуса.
- Специальная оправка. Это приспособление представляет собой шаблон, выполненный из толстой фанеры или дерева. Прилагая силы, трубу можно укладывать на оправку, формируя ее радиус изгиба. Такое устройство будет особенно полезно при частом выполнении работ по сгибанию профильных труб.
Читайте также: Изобретатель первой электрической лампочки
В наши дни множество мастеров активно применяют алюминий в различных сферах. Его уникальные свойства позволяют использовать этот металл для создания мебели, гаражной фурнитуры и многого другого.
Компания Colourprokat предлагает самые выгодные условия для приобретения алюминиевых уголков. В данной публикации рассмотрены различные методы, которые можно задействовать для сгибания алюминия без риска его повреждения. При механическом сгибании алюминиевого изделия могут возникнуть трещины, что приведет к поломке в области изгиба.
Применение самодельного прокатного станка
Гибочный станок можно изготовить из любых подручных материалов:
Конечно, выбор материала зависит от размеров алюминиевого профиля и желаемого радиуса изгиба. Такие самодельные устройства способны давать отличные результаты без необходимости предварительного нагрева изделия.
Успех достигается путем медленного и постепенного сгибания на обширной площади. Это предотвращает возникновение локальных напряжений в металле, что обеспечивает отсутствие трещин.
Тем не менее, существует более простой подход. Для этого вам потребуется газовая горелка и большой заварочный чайник. Прежде всего, стоит отметить, что с первого раза процесс может не дать ожидаемого результата. Чтобы освоить технику, рекомендуется сначала попрактиковаться в резке профиля.
Гибка профиля с использованием газовой горелки
При работе с газовой горелкой алюминиевый профиль следует нагревать в области сгиба и вокруг нее. Основное тепло пламени должно быть сосредоточено именно на месте сгиба.
Как только температура достигнет необходимого уровня и профиль станет значительно более гибким, к месту сгиба прикрепляется стальная трубка подходящего диаметра. Важно отметить, что внешний диаметр трубки соответствует размеру алюминиевого гибочного профиля.
Поскольку металл будет очень горячим, обязательно наденьте толстые перчатки. Прикоснитесь к трубке профилем и начните аккуратно сгибать её. Выполняйте резкие, плавные движения (не нужно постоянно тянуть за профиль, чтобы согнуть его).
Обратите внимание на зону сгиба. Если вы заметили изменение цвета, продолжайте нагревать с помощью газовой горелки. Добиться желаемого результата получится гораздо быстрее, чем при использовании самодельных гибочных станков.
В этом видео демонстрируется, как можно сгибать алюминиевый профиль в домашних условиях:
Алюминий представляет собой легкий и универсальный материал, который находит широкое применение в создании разнообразных конструкций для дома. При необходимости изгиба заготовки, этот процесс становится достаточно простым благодаря его низкой температуре плавления и высокой пластичности. В следующих разделах будет подробно рассмотрено, как можно согнуть алюминиевый профиль как на промышленных предприятиях, так и в домашних условиях.
Минимальный радиус изгиба
Минимальный радиус изгиба алюминиевого профиля, не подверженного образованию трещин или другим повреждениям, в значительной степени определяется механическими характеристиками использованного алюминиевого сплава. Основные ограничения для достижения малого радиуса изгиба связаны с относительным удлинением материала профиля и разницей между пределом текучести и пределом прочности на растяжение. Чем больше относительное удлинение и чем больше разница между пределами текучести и прочности, тем выше способность материала к пластической деформации без его разрушения.
Наилучшие показатели в процессе деформации и изгиба демонстрируют алюминиевые марки и сплавы серий 3xxx и 5xxx. В то время как сплавы 2xxx и 7xxx имеют высокую прочность, они отличаются низкой пластичностью, что делает их менее подходящими для сгибания. Сплавы 6xxx, такие как марки 6060 и 6063, обладают относительно хорошей пластичностью, что объясняет их широкое применение при формировании деталей и изделий посредством гибки.
Состояния алюминиевых сплавов для изгиба
Алюминиевые профили из сплавов 6060 и 6063 могут быть подвергнуты изгибу в состоянии предварительной закалки (марки Т5 и Т6), но только при условии, что радиус изгиба достаточно велик. При необходимости выполнения изгиба с небольшими радиусами обычно используют профили в отожженном или полуотожженном состоянии T4, которое представляет собой процесс «закалки с естественным старением». Если требуется обеспечить высокую прочность конечных изогнутых деталей, необходимо провести полную термическую закалку после процесса гибки.
Когда алюминиевые профили типа T4 изготавливаются в больших объемах, важно контролировать время между гибкой первого и последнего профиля в партии. Это связано с тем, что новые профили в состоянии T4 продолжают набирать прочность в течение продолжительного периода. Если промежуток времени будет слишком большим, может потребоваться значительная корректировка параметров изгиба этих профилей, особенно при использовании небольших радиусов. Именно по этой причине алюминиевые профили часто подвергаются отжигу для обеспечения высокой стабильности процесса гибки.
Гибка, анодирование и порошковая окраска
Перед процессом анодирования алюминиевые профили часто подвергаются сгибанию, поскольку хрупкое анодированное покрытие может трескаться при изгибе, особенно в зонах, где происходит растяжение. Порошковое покрытие также может переносить гибку с большим радиусом, что актуально при создании арок для окон и дверей с использованием трехвалковой гибки. Однако при изгибе с меньшими радиусами могут возникать как явные, так и скрытые повреждения порошкового покрытия. Скрытые дефекты могут проявиться позже, что приведет к снижению устойчивости к коррозии.
Ротационная гибка является наиболее распространенным методом для изгиба алюминиевых профилей. Этот способ, например, применяется для формирования оконных рам в пассажирских автомобилях. Он обеспечивает небольшие углы изгиба и высокую повторяемость размеров гнутых изделий.
Заготовка фиксируется на крупном вращающемся цилиндре (См. Рисунок 1). Цилиндр и каретка обладают изогнутым профилем. Профиль движется синхронно с цилиндром, что обусловило название метода — гибкой намотки. В процессе изгиба наружная часть профиля испытывает растяжение, тогда как внутренняя часть подвергается сжатию. Для предотвращения появления царапин и вмятин на профиле цилиндр и каретка изготавливаются из пластика, преимущественно фторопласта.
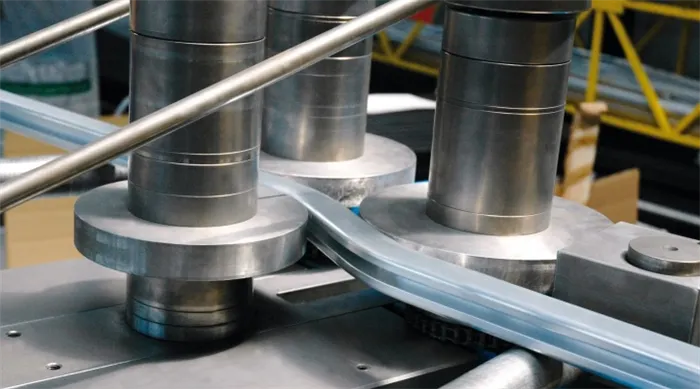
Рисунок 1 — Изгиб ротора 3
Изгиб профильных изделий с использованием пружины
Данный способ довольно прост и включает в себя несколько шагов:
- Берется проволока, предпочтительно стальная, толщиной около 2 миллиметров, и из нее формируется пружина.
- После этого пружину помещают внутрь трубки.
- Нагревают ту часть изделия, где будет производиться изгиб.
- На завершающем этапе изделие изгибается с соблюдением необходимого радиуса.
Важно заранее удостовериться, что профильная труба будет согнута правильно, так как нагретый материал сохраняет эластичность лишь на протяжении короткого времени.
При создании пружины важно учесть один ключевой аспект: поперечные сечения должны быть на 1,5-2 мм меньше параметров соответствующей стороны профиля, используемого в металлическом изделии. Если вы будете придерживаться этого правила, у вас не возникнет трудностей с установкой пружины в трубку.
Методы сгиба профильных элементов
Профилированную трубу можно аккуратно согнуть самостоятельно. Существует множество методов изготовления таких фитингов с изогнутым профилем. Одним из распространенных способов является сгибание профильной заготовки с использованием специального оборудования — профилегибов. Однако стоимость такого оборудования достаточно велика, поэтому для рядового пользователя приобретение подобной машины может быть нецелесообразным.

Как изгибать профильную трубу без использования трубогиба
В редких ситуациях, когда необходимо изготовление изогнутых профилей в домашних условиях, может быть целесообразно приобрести специальные ручные трубогибочные станки, доступные на рынке. Они предназначены как для труб круглого сечения, так и для профильных материалов. Цена таких устройств составляет приблизительно 100 долларов США. Следует отметить, что работа с ручными инструментами для создания изогнутых фитингов требует от владельца не только хорошей физической подготовки, но и умения. Этот процесс нуждается в терпении и усидчивости, однако оказывается экономически выгодным.
Приобретение переносных гибочных станков нецелесообразно, если требуется согнуть деталь лишь один раз. В такой ситуации разумнее будет купить уже готовый элемент на рынке или заказать его в мастерской или у компании, которая за относительно невысокую цену сможет изготовить любую деталь из необходимого материала.
Такое решение позволяет не только сэкономить трудозатраты и избежать лишних затрат времени и усилий, но и достичь желаемого результата — получить деталь с качественной и точной гибкой определенного диаметра или формы.
В любом строительном ремесле, и не только в нем, существуют народные методы. Сгибание профилей своими руками не является исключением. Однако в этом случае можно сгибать только небольшие отрезки медных или пластиковых труб.
Применение углошлифовальной машины при сгибании профильных труб
Для того чтобы согнуть самодельную профильную трубу с необходимым радиусом, можно воспользоваться шлифовальным станком.
- В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно требуется три).
- Затем следует аккуратно согнуть профильную трубу вручную.
- В завершении сварочные швы на местах пропилов обрабатываются с помощью сварочного аппарата.
Поскольку поперечное сечение профилированных изделий имеет однородную форму, конечный продукт должен обладать привлекательным внешним видом, при условии, что сварные участки были тщательно отшлифованы. В то же время прочностные характеристики остаются неизменными.