В большинстве случаев для расплавления полипропиленового материала используется средняя температура, которая составляет около 260 градусов по Цельсию. Однако в зависимости от особенностей конкретного типа трубы может присутствовать допустимый диапазон от 255 до 280 градусов, как было указано ранее.
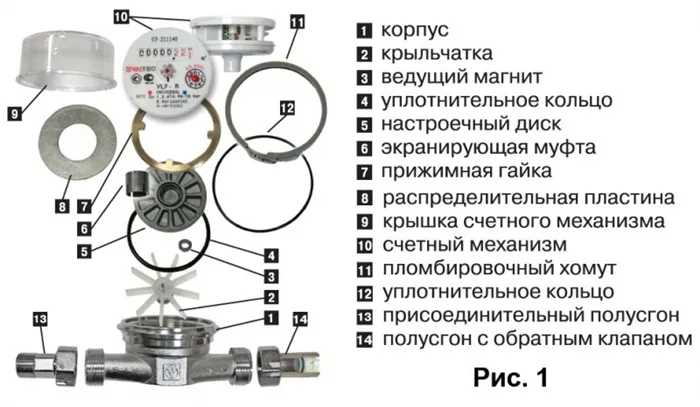
Как сваривать полипропиленовые трубы
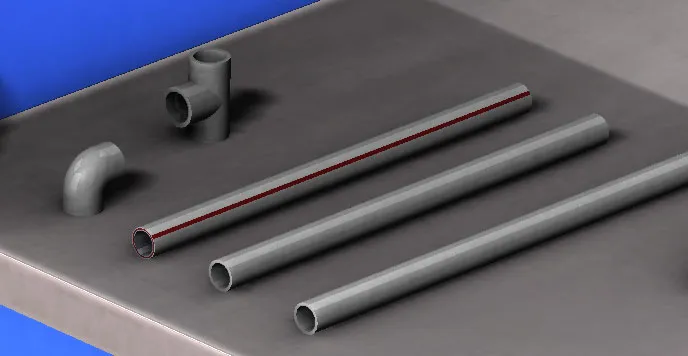
Полипропиленовые трубы широко применяются в различных системах водоснабжения, за исключением тех, что предназначены для противопожарного обеспечения. Процесс монтажа этих труб достаточно прост, однако требует использования специального сварочного оборудования. Прямые участки труб соединяются с помощью разных фитингов, таких как уголки, тройники и соединительные муфты. При соединении элементы труб должны быть совместимы с тем, что наружный диаметр трубы плотно приварен к внутреннему диаметру соединителя.
Для холодного водоснабжения в большинстве случаев используются обычные неармированные трубы. В ситуациях с горячим водоснабжением рекомендуется применять только армированные полипропиленовые трубы. Это объясняется тем, что при нагреве полипропилен значительно расширяется. Армирующий слой помогает сократить это расширение, что делает функционирование системы более надежным.
Минимальная температура, при которой можно укладывать полипропиленовые трубы в помещении, составляет 5 градусов по Цельсию. Этот аспект важно учитывать, поскольку слишком низкие температуры могут negatively повлиять на качество сварки.
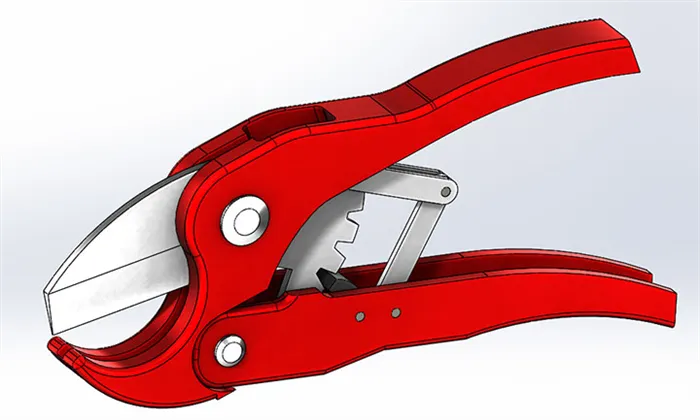
Для правильной резки трубы используются специальные инструменты — труборезы или ножницы, которые облегчают данный процесс.
Сварочный аппарат для полипропиленовой трубы
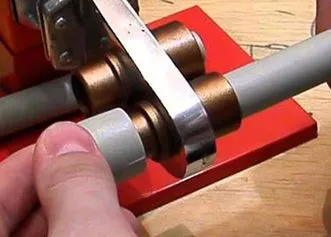
Для выполнения сварки полипропиленовых труб при помощи специального аппарата, часто называемого паяльным, применяется набор дорновых насадок. Размер этих насадок варьируется в зависимости от диаметра свариваемой трубы. Шпиндель применяется для нагрева внутренней поверхности соединительных деталей (уголков, тройников и редукторов), в то время как приемное сопло нагревает наружную поверхность трубы.
Конструкция сварочного аппарата для трубы из полипропилена
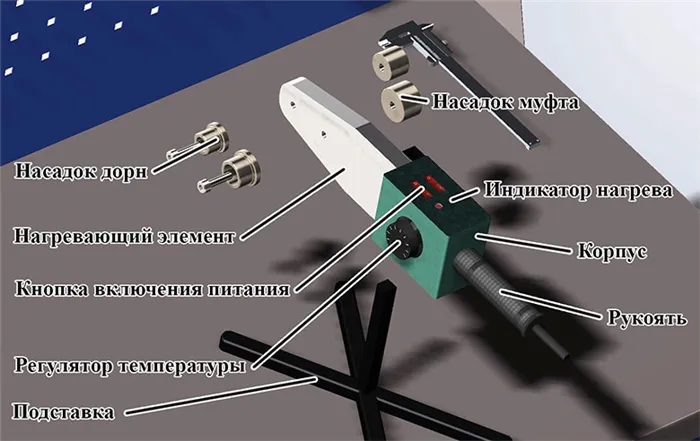
Ключевые элементы сварочного аппарата для полипропиленовых труб включают:
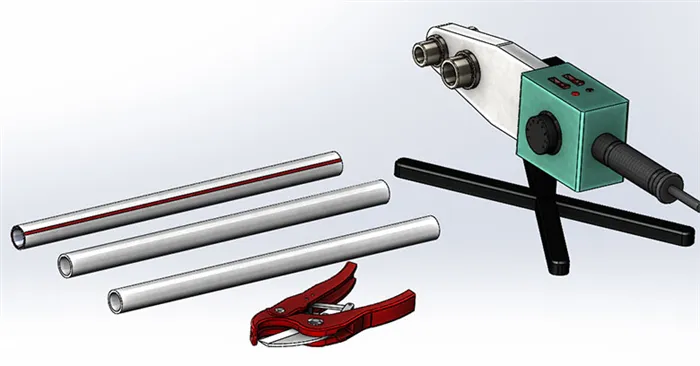
- Корпус;
- Подводка;
- Ручка с шнуром электропитания;
- Нагревательный элемент;
- Кнопки включения и регулировки температуры ТЭНа;
- Индикаторы нагрева ТЭНов;
- Регулятор температуры;
- Дорн и муфта.
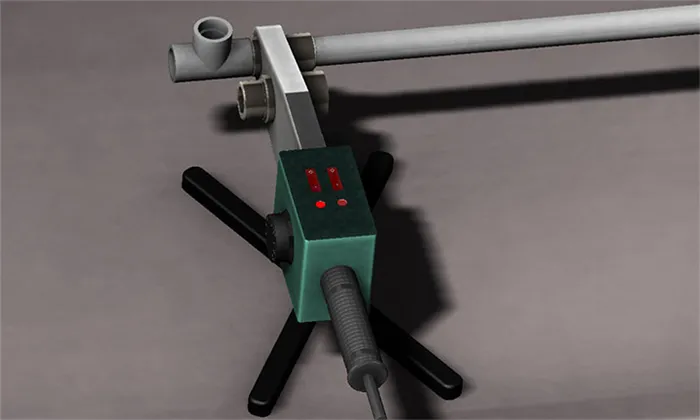
Процесс сварки труб из полипропилена
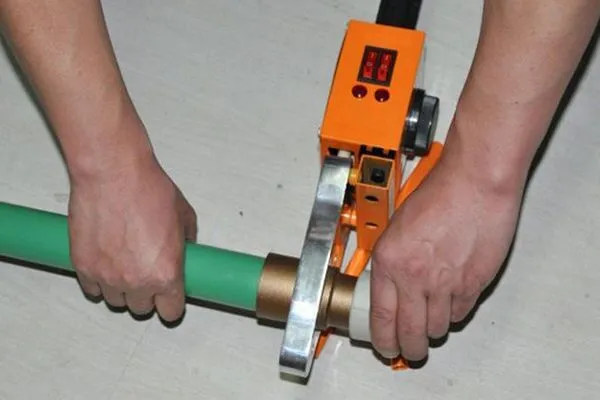
Перед началом процедуры сварки аппарат устанавливается на устойчивую поверхность, такую как верстак или стол, и подключается к электросети. Многие устройства для сварки имеют два нагревательных элемента с независимыми кнопками, которые позволяют установить оптимальный режим работы. Для быстрого нагрева рекомендуется активировать оба элемента, однако после достижения нужной температуры достаточно использования одного из них. Индикаторы около кнопок уведомляют о процессе нагрева: если они светятся, это значит, что температура еще нестабильна и до начала работы следует повременить.
При настройке аппарата важно установить температуру на уровне 260 градусов. Как только сварочный аппарат достигнет нужной температуры, обе детали — труба и соединение — одновременно помещаются на нагрев вместе.
Сколько времени нужно для нагрева полипропиленовой трубы?
Предварительное время нагрева для труб с различными диаметрами можно найти в таблице ниже.
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Время предварительного нагрева в машине, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Время охлаждения, сек | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
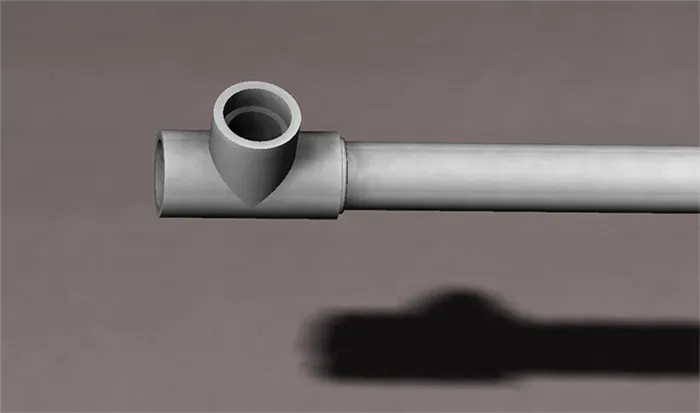
После нагрева необходимо аккуратно снять трубы с насадок и одновременно соединить их. Важно также следить за правильной глубиной сварки. Для удобства на трубе можно заранее выполнять разметку, чтобы обеспечить точность соединения.
Какая глубина сварки полипропиленовой трубы?
Глубина, на которую труба должна быть «утоплена» в соединительном элементе, указана в таблице ниже.
| Диаметр трубы | Глубина установки |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Во время монтажа необходимо убедиться, что смещение между трубой и муфтой не превышает 3 градусов. Это поможет избежать проблем с герметичностью.
После приварки элементов к соединению следует дать ему остыть. При этом важно не поворачивать детали и не прикладывать нагрузку к трубам во время их охлаждения.
Для соединений с резьбовыми фитингами необходимо установить как разобранные, так и неразборные муфты.
Общее влияние температуры при стыковочных работах
Принцип работы аппарата для сварки полипропиленовых труб основывается на способности вещества размягчаться при нагреве. При повышении температуры молекулярные связи полимера становятся менее прочными. Внешне этот процесс проявляется в увеличении пластичности материала. Когда два нагретых компонента соединяются, их расплавленные края уплотняются и начинают интегрироваться, в результате чего молекулы из поверхностных слоев обоих компонентов проникают друг в друга.
После остывания формируются новые связи между молекулами полимера, и две части становятся единым целым. Прочность сварного шва становится такой же, как и у самого материала. Этот факт делает сварку более предпочтительной по сравнению с разъемными соединениями, в которых между компонентами остается зазор, который заполняется герметиком.
Нарушение температурного режима и временных параметров в процессе сварки может привести к образованию зазоров в сварном соединении без наличия герметика, что не выдерживает рабочего давления и может вызвать утечки, а со временем — полное разрушение соединения.
Следует также учитывать таблицу температур, необходимых для сварки полипропиленовых труб.
Недостаточный нагрев краев соединений или перегрев полипропилена во время сварки может привести к несварному шву. Это также чревато раскатыванием внутренних слоев, что снижает эффективное поперечное сечение трубы. В свою очередь это может негативно сказаться на пропускной способности, и даже вызвать гидравлические удары при использовании запорных устройств, что может серьезно повредить гидравлической системе и связанному оборудованию.
Для большинства видов полипропилена производители рекомендуют придерживаться температурного диапазона от 220 до 267 градусов по Цельсию. При выборе температурных режимов всегда следует учитывать:
- привязанные размеры трубы, фитинга или арматурного элемента;
- температуру окружающей среды в помещении;
- время нагрева, сварки и охлаждения.
Тепло должно быть пропорционально размеру трубопровода.
Перегрев более 270 градусов может вызвать расплавление верхнего слоя, что приведет к неоднородной температуре внутренних слоев. В результате верхний пластичный слой может выйти из строя, не касаясь внутренних слоев, что, в свою очередь, приводит к недостаточной толщине сварного шва и неудовлетворительной прочности соединения.
Как сваривать трубы вручную?
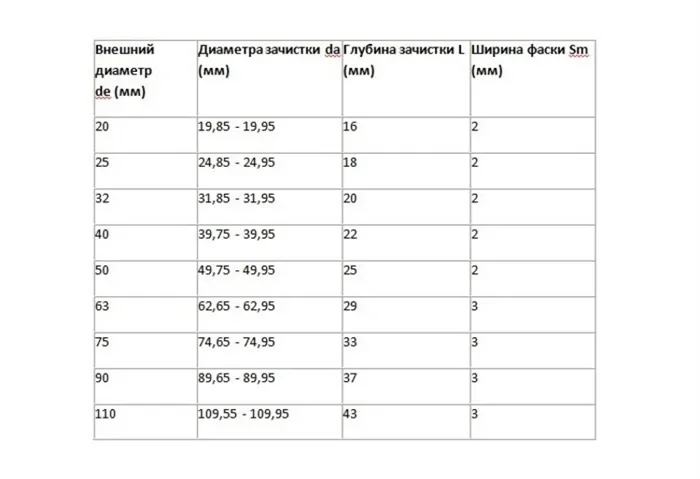
Для этой работы нужен специальный аппарат для сварки полипропиленовых труб. На плоский нагревательный элемент, выполняющий функции утюга, крепятся адаптеры нужного диаметра. Кромки свариваемых элементов должны быть отрезаны под строгим углом 90 градусов и иметь снятую фаску для упрощения процесса соединения.
Дополнительно края и область вокруг них следует очистить от пыли и других загрязнителей на расстоянии 15-20 мм. Для этой цели подходят органические растворители — например, спирт или трихлорэтан. При выборе подходящего растворителя стоит обратить внимание на указания производителя химических веществ.
Размеры фасок и ширина зоны очистки варьируются в зависимости от диаметра соединяемых частей.
Установите температуру нагрева согласно рекомендациям производителя, также учитывая текущую температуру в помещении. После нагрева сварочного аппарата установите элементы для сварки и начнется процесс нагрева. Рекомендуется следить за фактической температурой нагревателя при помощи контактного термометра или пирометра.
На наружной стороне труб или фитингов необходимо выполнить продольную разметку, которая поможет правильно соотнести компоненты без деформации. После ожидания нужного времени нагрева обе детали быстро извлекаются из насадок и сразу же соединяются вместе, так чтобы разметка совпадала.
Во время рабочего процесса детали должны оставаться неподвижными в течение всего времени сварки. Размягченные слои внешних краев двух деталей должны проникнуть друг в друга, формируя новые молекулярные связи. По окончании сварки следует позволить соединенным частям охладиться естественным образом, избегая погружения в воду или воздействия холодного воздуха. Это поможет избежать термической деформации и разрушения новообразованных связей.
После завершения сварки участка трубы (или всей системы) проводится испытание под давлением рабочей жидкости. Каждый шов проверяется, и если обнаруживаются капли воды или конденсат, то соединение немедленно отвергается и подлежит повторной сварке.
Каждый производитель имеет свои рекомендации и температурные диапазоны для различных типов полимеров.
Для лучшего понимания физических процессов, происходящих в момент сварки, предлагается временная диаграмма температур и давления на различных стадиях работы.

На диаграмме показана временная шкала на нелинейном масштабе, фактические соотношения времени зажима и охлаждения можно сопоставить с таблицей.
Нюансы выдержки нужного теплового режима
При проектировании системы трубопровода важно, чтобы все соединения между трубами, фитингами и дополнительными элементами были в доступных местах. Размеры соединений должны позволять без труда установить сварочное оборудование и подсоединить концы труб к нагревательным насадкам без значительного изгиба труб.
Чем ближе сварочный аппарат будет находиться к месту соединения, тем меньше времени партия нагретого конца должна остыть перед сваркой. Такое охлаждение в процессе транспортировки значительно уменьшает прочность соединения и его долговечность.
Кроме того, следует учитывать порядок выполнения швов. Неопытные монтажники часто сталкиваются с ситуацией, при которой последний шов невозможно сделать из-за того, что паяльник не помещается в доступное пространство. В таких случаях монтажники вынуждены или слишком сильно изгибать трубы, создавая в них остаточные нагрузки, или отрезать трубы и делать новое соединение. Оба подхода снижают общую надежность и прочность системы.
Настоятельно не рекомендуется нагревать только одну из частей — обе детали должны нагреваться одновременно. В случае последовательного нагрева, во время нагрева второй детали первая может успеть остыть, что влечёт за собой либо неплотное соединение, либо немедленные дефекты в сварке.
Опытные работники рекомендуют следующее:
- Сварочное оборудование должно иметь высококачественный термостат для точного задания и поддержания стабильной температуры;
- Расстояние от сварочного места до аппарата не должно превышать 1 метра;
- Все сварочные работы рекомендуется проводить при температуре, близкой к комнатной;
- Перед соединением следует проверить равенство температур обоих компонентов.
Следуя этим простым правилам, вы сможете качественно сварить полипропиленовые трубы.
Процесс сварки полипропиленовых труб довольно простой:
Сама процедура включает размещение двух деталей на краю нагревательного элемента и удерживание их в этом положении в течение определенного времени до тех пор, пока пластик не размягчится. Недостаточный нагрев при ручной сварке может привести к образованию некачественного соединения, что повышает риск утечек рабочей среды и падения давления в системе.
Важно отметить, что чрезмерный нагрев сварных швов может вызывать изменение структуры материала после отверждения и изменять геометрические параметры внутреннего сечения труб, что также может сказаться на их прочности и долговечности.
При переработке изделий из полипропилена могут возникнуть некоторые трудности:
- Если во время сварки труба слишком сильно поддается плавлению, это может объясняться тем, что труба изготовлена из вторичных материалов, где предел текучести расплава (ПТР) составляет более 1. В то время как чистый полипропилен РР обычно имеет ПТР около 3.
- На случае, если полипропилен при резке начинает трескаться, может повлиять несколько факторов. Во-первых, возможна перегрев на этапе обработки. Во-вторых, изделие могло не проходить необходимую конденсацию в течение 2 суток в месте предполагаемой установки. И, наконец, труба была изготовлена из вторичного сырья или с превышением общего содержания наполнителей, таких как мела или талька.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб

Несмотря на желание сократить затраты, для сварки полипропиленовых труб при установке водопроводных систем необходимо использовать специализированное оборудование. В рамках частного или промышленного монтажа используются аппараты для сварки, которые могут автоматически регулировать поддержку оптимальных температур в зависимости от диаметра и назначения труб. Активная часть устройства, часто называемая «утюгом», имеет форму, которая точно повторяет контуры труб, что способствует минимизации отклонений от стандартных условий из-за внешних факторов.
На практике для достижения расплавления материала в шве обычно применяется средняя температура нагрева 260 градусов. Доступный рабочий диапазон может варьироваться от 255 до 280 градусов. Превышение указанной температуры в стремлении сократить время экспозиции может привести к неравномерному прогреву полимера, что, в свою очередь, повлияет на достаточность толщины сварного шва.
Дополнительно: для правильного расчета расхода в зависимости от диаметра трубы — следует использовать проверенные подходы.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| При правильной оценке затрат и определении потребности материала — необходимо учитывать диаметр трубы и настоящие качества. | Рабочий диапазон t | Время сварки, с | Время, необходимое для начального нагрева 6 с | Время охлаждения, мин |
| 20 | 259-280 | 4 | 2 | |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
При выполнении технологического соединения трубопровода важно учитывать и следовать рекомендациям по времени сварки, а также учитывать некоторые особенности, такие как:
- Во время разогрева места соединения оптимальное расстояние между утюгом и полимерной частью должно быть минимальным. При чрезмерном удалении активной части будут наблюдаться потери тепла, что повлияет на качество монтажного шва;
- Воздействие нагревателя нужно прикладывать одновременно к обеим соединительным частям трубопровода. В противном случае возникнет неравномерный прогрев соседних элементов и потенциальная деформация места соединения.
Время сварки ппр
Для точного расчета времени сварки полипропиленовых труб необходимо тщательно подготовиться к процессу сварки:
- на рабочую часть паяльника или утюга следует установить болванку подходящего размера;
- паяльник включают;
- необходимо достичь нагрева хотя бы до 260 градусов — это оптимальный режим;
- о завершении нагрева уведомит зеленый индикатор.
Подготовка необходимых процедур для сварки труб соединительных фитингов начинается с расчетов времени проведения работ. Это следует сделать до начала самого монтажа.
В первую очередь, необходимо заранее начать сварку полипропиленовых труб. Статистические данные, представленные в таблице ниже, помогут вам осуществить правильные расчеты. Однако учтите и другие важные факторы:
- температура окружающей среды;
- температура самого паяльника;
- обязательно предварительно прогреть трубу;
- правильный расчет диаметра фитингов и труб.
Смотрите также следующую таблицу.
Таблица пайки полипропиленовых труб
Оптимальная таблица для сварки полипропиленовых труб была разработана давно. Время нагрева материала зависит напрямую от диаметра трубы и учитывает многие другие параметры.
| Диаметр изделия в мм | Время сварки s | Время нагрева s | Время охлаждения | Температура во время сварки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время сварки и температура установки полипропиленовых труб не должны рассчитываться произвольно. Приведенные в этой таблице данные являются важным учебным материалом для выполнения монтажных работ. Температурная кривая на графике приведена в качестве среднего значения, однако фактическое время, требуемое для соединения, может значительно варьироваться.
Нарушение температурного цикла может привести к негативным последствиям, таким как:
- недостаточный короткий нагрев шва может вызвать расхождение соединений из-за недостаточной диффузии;
- перегрев трубы может привести к образованию внутренних наплывов, что в свою очередь увеличивает нагрузку на гидравлическую часть системы.
Эта таблица особенно полезна для сварки труб большого диаметра, поскольку время нагрева для них больше, и необходимо точно знать величину данного параметра.
Тем не менее, даже эти данные могут быть недостаточными. Многое зависит от температуры в окружающей среде. Оптимальная температура на рабочем месте считается комнатной, а минимально допустимая температура — минус 10 градусов по Цельсию. В этом случае время сварки нужно увеличить согласно условиям погоды: чем colder температура, тем больше времени требуется для сварки. В то время как при высокой температуре — желательно избегать монтажных работ. Предельная температура составляет 25 градусов по Цельсию.
Основные ошибки при пайке полипропиленовых труб
Как говорилось ранее, последствия перегрева и недогрева могут сильно повлиять на качество соединений. Однако есть и другие ошибки, которые могут негативно сказаться на результатах работы:
- Монтажные работы редко проводятся в идеальных условиях. Грязь и влага могут свести на нет все усилия монтажника, поэтому следует стараться держать рабочий материал сухим и чистым;
- Часто чрезмерно разогретая труба устанавливается в фитинг слишком глубоко, что приводит к ее заметному сужению и нарушению водяного потока;
- Кроме того, детали следует соединять только в состоянии нагрева, иначе фитинг не будет должным образом установлен, и появятся утечки. Поэтому рабочий процесс должен быть четким и своевременным;
- Длину входа имеет смысл сразу отметить маркером для удобства;
- Иногда монтажник, после соединения, испытывает опасения, что труба вошла в фитинг с перекосом. В попытках исправить это положение он может попытаться слегка повернуть трубу — в таком случае утечка почти неизбежна;
- Часто в процессе работы используется неправильно подобранный инструмент, например, нож или ножницы. Следует использовать специальное оборудование, иначе можно повредить материал;
- Одна из самых распространенных ошибок при самостоятельном монтаже – использование низкокачественных материалов. К сожалению, на современном рынке встречаются подделки, поэтому лучше осуществлять покупки только в надежных магазинах, что обеспечит наличие сертификатов качества.
После использования нагревательного устройства желательно очистить его от остатков пластика, чтобы избежать последующих загрязнений. Для этого подойдёт обычная деревянная палочка или любой другой аналогичный инструмент. Если у вас остались остатки материала, можно также использовать его для этой цели.
И в заключение. Если вы обладаете нужными инструментами, монтаж полипропиленовых труб станет не таким сложным занятием. Тем не менее, желательно доверять профессионам или хотя бы предварительно ознакомиться с работой, чтобы избежать затоплений, как собственного жилья, так и соседских.
Присоединяйтесь к нам на Youtube, Вконтакте или Яндекс Дзен, где представлен полноценный контент на интересующую вас тематику!
Таблица пайки полипропиленовых труб и температура их нагрева
Одной из ключевых задач для монтажника при выполнении стыковочных работ является строгое соблюдение временных интервальных стандартов во время сварки полипропиленовых труб. Отклонения от утвержденных значений могут привести к двум основным недостаткам:
- Оболочки свариваемых труб могут не прогреться должным образом, что приведет к отсутствию эффекта диффузии, что со временем может привести к протечкам и затоплениям.
- Перегрев оболочек труб в месте стыка может вызвать образование нахлёстов, что сужает проходное сечение трубы и разрушает гидравлическую эффективность системы, что, в свою очередь, может повлечь за собой дополнительные финансовые потери при эксплуатации.
Температурный график для сварки полипропиленовых труб, показывающий временные параметры нагрева насадками, необходимо учитывать каждому монтажнику при проведении работ. Причина в том, что трубы с крупным диаметром имеют большую площадь нагрева и, следовательно, требуют больше времени для нагрева по сравнению с трубами меньшего диаметра.
При создании данной таблицы в качестве основного критерия была использована экспериментально определённая оптимальная температура, которая составляет 260 °C.

В инструкции по эксплуатации каждого сварочного аппарата также имеется таблица, в которой описывается, при каких условиях следует работать с полипропиленовыми трубами. Также время выдержки соединяемых деталей увеличивается с ростом диаметра трубы.
Во время сварочных работ полезно знать, при какой температуре следует соединять пластиковые трубы, так как условия окружающей среды оказывают весомое влияние на скорость охлаждения, и данные, которые содержатся в таблицах, будут неправильными, если температура окружения слишком низкая. Durante operaciones de montaje, la temperatura atmosférica no debe caer por debajo de -10 °C, mientras que la temperatura óptima en el local debe estar entre 0 °C y +25 °C.
Очередным важным фактором, который эффективный монтажник должен учесть при сварке пластиковых труб, является глубина прогрева фитингов. Она определяется размерами раструбов и шпинделей, которые имеют необходимые размеры, что обеспечивает их полное погружение в сопла во время сварки и одновременное соответствие параметрам.
Пайка труб из полипропилена — поэтапная инструкция
Одним из основных преимуществ, связанных с соединением полипропиленовых труб с использованием сварки, является высокая скорость выполнения работ. Процесс соединения и подготовки компонентов стандартного диаметра 25 мм занимает не более 15 секунд. Чтобы сократить временные затраты, необходимо предварительно подготовить все ключевые этапы, а дальше монтировать трубопровод в строгом соответствии с технологией выполнения работ.

Рис. 9 Инструмент для сварки полипропиленовых труб.
1. Подготовка инструмента и комплектующих
Перед началом сварки полипропиленовых труб компоненты должны быть подготовленными. Эти компоненты включают: отрезки труб, соединители, переходники с полипропилена на металлоконструкции и заглушки для клапанов.
Для работы понадобится паяльник с набором насадок, а также ряд вспомогательных инструментов, некоторые из которых обычно входят в комплект:
- Труборез. Обычно применяются ножницы для обрезки труб малого диаметра (до 40 мм), а для более крупных рук используются более мощные режущие устройства;
- Рулетка для измерений и маркер или карандаш для разметки длины на трубах;
- Перчатки для защиты рук во время работы;
- Уровень для коррекции горизонтальности при установке водорозеток;
- Отвертка или ключ для фиксации насадок на паяльнике.
Читайте также: Как правильно сделать отверстие в плитке для трубы: методология, инструменты и аксессуары.

Рис. 10 Основные этапы сварки ПП.
2. Разметка и нарезка
Для упрощения работы освободите пространство в центре помещения и установите стол на удобной высоте. Разместите все элементы в соответствии с планом и последовательно приступайте к резке и сварке. Если труба проходит по периметру помещения, начните его монтаж с торцевой стены, что облегчит последующий процесс установки. Работы следует выполнить следующим образом:
- Измерьте нужный отрезок трубы и отметьте его маркером или карандашом с учетом глубины нагрева.
- Обрежьте трубу, используя ножницы для полипропиленовых труб, тщательно соблюдая угол в 90 градусов. Хорошо заточенные инструменты не оставят заусенцев и тем самым сохранить геометрию трубы.
- Если на конце трубы появляются незначительные неровности, это не является серьезной проблемой, так как при нагреве они расплавятся.
Никогда не используйте различные инструменты для снятия фаски и зачистки при сварке неармированных труб. Например, многие источники предлагают осуществлять подготовительные работы для упрощения процесса вставки трубы в нагревательное сопло. Если вы удаляете слой трубы, во время нагрева и соединения деталей может возникнуть недостаточное количество расплавленного материала для формирования качественного шва.

Нюансы при пайке труб полипропилена
Сварка полипропиленовых труб требует определенных навыков и опыта, потому что неопытные монтажники должны учитывать несколько важных нюансов, связанных с реализацией работы:
- Полипропиленовые трубы с внутренней алюминиевой оболочкой требуют немного большего времени для нагрева, что лучше учитывать, проводя эксперименты с отрезками перед началом работ.
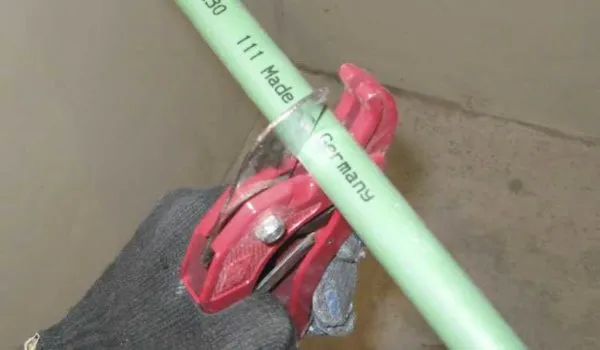
- При использовании ПП труб, армированных алюминием, расположенных под тонким слоем полипропилена, необходимо удалить этот алюминиевый слой на глубину соединения, чтобы не возникало помех при сварке. Для этого используются специальные инструменты для зачистки, такие как шейвер, которые выпускают как ручные, так и под дрель. Если работа включает в себя монтаж большого объема армированных алюминиевых труб, целесообразно приобрести насадку для шуруповерта, поскольку использование этой насадки увеличивает скорость и качество снятия слоя.
- Если алюминиевая армировка помещена посередине между внутренней и наружной стенками трубы, опытные сварщики часто не зачищают её. Однако, если квалификация недостаточна, рекомендуется всё же использовать инструменты для удаления армирующего покрытия, имеющегося в часто используемых конструкциях с ножами, которые вырезают фольгу изнутри.
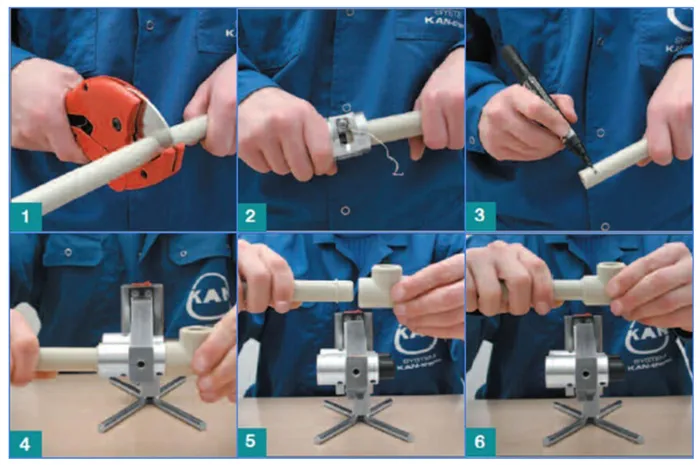
Рисунок 13 Последовательность сварки полипропиленовых труб с защитным слоем.
Статья на эту тему:
Как сварить водопроводную трубу — несколько проверенных способов. Если у вас повреждена стальная труба и нет возможности перекрыть водоснабжение, на нашем сайте есть отдельный материал, описывающий, как выполнить сварку водопроводной трубы под давлением.
Сантехники с небольшим опытом часто допускают следующие ошибки при выполнении работ:
- Не очищают трубную оболочку между соединяемыми частями от загрязнений, что ведет к ощутимому снижению качества диффузии полипропилена и, как следствие, приводит к не герметичному соединению;
- Не соблюдают угол реза в 90 градусов. Это еще один распространенный недочет, приводящий к недостаточному погружению труб в нагревательные насадки и образованию слишком большого зазора в месте соединения, соответственно, это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке;
- Переусердствуют, пытаясь соединить трубы в муфте слишком сильно или недостаточно глубоко. В первом случае образуется внутренний вал, ухудшающий условия потока, а во втором — остаётся расхождение, которое также негативно сказывается на прочности соединения;
- Пренебрегают контролем прямого угла между соединяемыми деталями. Для начинающего монтажника удерживать прямой угол, точнее координацию соединения, часто бывает сложным и даже непростым. Смещение может оказать серьезное влияние на качество стыков и затруднить установку длинных участков в заранее вырезанными подложками;
- Не поддерживают нужный температурный режим, что может привести к перегреву или недогреву деталей. При первом варианте вероятность расслоения соединения возрастает, что впоследствии приведет к утечкам, а при перегреве возникают запечатывания из-за образования налета в стенках труб;
- Может произойти вращение или изменение расположения деталей во время сварки, что приводит к последующей разгерметизации соединения;
- Не следят за временными интервалами во время пайки или соединения. Отклонения от рекомендованных временных параметров могут привести к перегреву или недогреву трубных оболочек, их расслоению и, как следствие, к некачественному соединению деталей.
Виды и назначение
Полипропиленовые трубы представлены в четырех основных цветах: зеленом, сером, белом и черном. Черные трубы выделяются на фоне остальных благодаря повышенной устойчивости к ультрафиолетовому излучению, что делает их идеальными для установки под землей в ирригационных системах. Остальные цвета имеют схожие характеристики и могут использоваться как внутри помещений, так и на открытом воздухе.
Полипропиленовые трубы могут быть применены для следующих целей:

- для холодного водоснабжения (при температуре до +45°C). Их легко отличить по продольной голубой полосе;
- для горячего водоснабжения (при температуре до +85°C). Они обозначаются красной полосой;
- Универсальные трубы, которые выдерживают температуру до 65-75°C в зависимости от производителей. На этом типе применяются две полосы — голубая и красная.
Трубы различного назначения существуют как для горячей, так и для холодной воды. Это зависит от варианта использования, и отражается в их классификации:
- PN10 используются лишь в системах холодного водоснабжения (до +45°C) при низком давлении (до 1 МПа). Они имеют тонкие стенки и не применимы для многоэтажных зданий;
- PN16, зачастую отмечены как универсальные, но, как правило, используются для холодной воды, выдерживая температуру среды до +65°C и давление до 1,6 МПа;
- PN20 — это трубы с толстыми стенками, которые могут переносить температуру горячей воды до +80°C, а давление — до 2 МПа. Используется для разводки горячей воды и систем отопления;
- PN25. Это армированные полипропиленовые трубы (с фольгой или стекловолокном). Наличие армирующего слоя часто позволяет улучшить прочность стенок, даже несмотря на меньшую толщину, чем у PN20. Эти трубы выдерживают температуру до +95°C и давление до 2,5 МПа. Используются для горячего водоснабжения и отопления.
Доступные размеры труб варьируются до 600 мм, но в квартирах и частных домах обычно используют размеры от 16 до 110 мм. Так как толщина стенок может варьироваться, важно обращать внимание на указанный внутренний диаметр.
Что такое сварка полипропиленовых труб
Полипропилен является жестким материалом, поэтому для создания систем с необходимыми конфигурациями используются фитинги, выполненные из того же пластика. Это могут быть различные элементы, такие как уголки, тройники, байпасы, редукторы и соединители, которые соединяются с трубами именно с помощью сварки. Этот процесс также называется сваркой, а суть его остается неизменной: два элемента нагреваются до температуры плавления и соединяются в горячем состоянии. При правильном выполнении процесса соединение получается монолитным и по своим характеристикам не уступает самим трубам.

Для соединения полипропилена с металлическими изделиями существуют комбинированные фитинги, одна часть которых выполнена из металла и соединена резьбой, а другая — из полипропилена, что обеспечивает надежность соединения.
Чем паять
Сварка полипропиленовых труб осуществляется с помощью спецоборудования, именуемого сварочным аппаратом или сварочной машиной. Это представляет собой небольшую металлическую платформу, внутри которой размещается электрическая катушка, нагревающая поверхность. Из-за такой конструкции аппарат также часто называют «утюгом».

Для соединения двух элементов их поверхности нагреваются до температур, вызывающих плавление (+260°C). Для глубокой термообработки задействуются два металлических сопла с тефлоновым покрытием, установленные на нагревательной платформе:

- Для нагрева внутренней стороны используется дорн (насадка меньшего диаметра);
- Внешняя поверхность для нагрева обрабатывается гильзой.
Оба соединяемых элемента вставляются в соответствующие сопла, выдерживают определенное количество секунд и затем соединяются. Вот так осуществляется сварка полипропиленовых труб.
Как сваривать
Конструкции аппаратов для сварки полипропиленовых труб могут отличаться, но принцип их работы остается одинаковым. Существуют две основные модели — с плоской платформой и цилиндрическим нагревателем. При соблюдении стандартов качества оба типа эффективно выполняют свою задачу, различие в выборе основывается на предпочтениях самого сварщика.

Подготовительные работы
Перед началом сварки нужно провести предварительный нагрев нагревательного жала, хотя это не самый простой процесс. Этапы подготовки следующие:
- Сначала на платформу устанавливаются насадки нужного размера.
- В отверстие в платформе продевается шпилька, на нее насаживаются дорн и гильза, которые затем затягиваются гайками с двух сторон.
- Если нагревательный элемент представляет собой tubos, для него насадки могут быть закреплены на пластине. В этом случае пластина устанавливается на нагреватель и достаточно затягивается с помощью крепежного болта.
Теперь паяльник готов к работе. Но еще предстоит подготовить трубы и фитинги. Первое требование к качеству сварки — прямой срез. Он должен быть полностью вертикальным, без заусенцев и трещин. Такого качества среза можно добиться, используя специальный ножницы для резки. Они представляют собой две широкие губки, которые удерживают трубу, а также режущую часть сверху.
Второе требование к качеству сварки полипропиленовых труб — это чистота, сушка и обезжиривание деталей. Если вы хотите, чтобы ваша система отопления или водопровода прослужила как можно дольше без утечек, не пренебрегайте этим этапом. Для этой цели рекомендуется очищать внутренние и внешние поверхности шланга, а также фитинги молочными или спиртовыми растворами. Дождитесь полного высыхания после очистки и только потом переходите к сварке.
Как долго греть
При сварке полипропиленовые элементы должны быть тщательно нагреты до требуемой температуры. Переусердствование в нагреве или недостаток тепла могут существенно повлиять на качество шва. Перегрев может вызвать дефект шва, затрудняющий установку фитинга, тогда как недогрев может не расплавить материал вовсе.
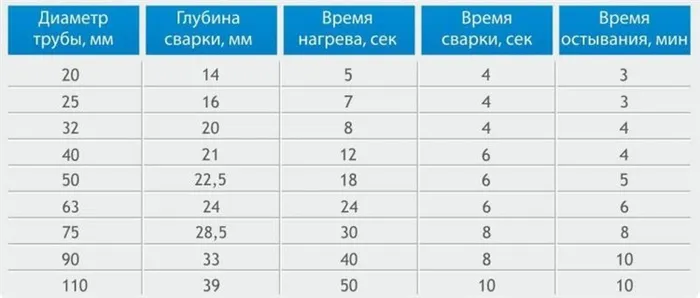
Время нагрева зависит от диаметра трубы и температуры окружающей среды, что отражено в следующей таблице.
Диаметр полипропиленовой трубы Глубина сварки Время нагрева Время сварки Время охлаждения 16 12-14 мм 5 с 6 с 2 минуты 20 14-17 мм 6 с 6 с 2 минуты 25 15-19 мм 7 с 10 с 2 минуты 32 16-22 мм 8 с 10 с 4 мин 40 18-24 мм 12 с 20 с 4 мин 50 20-27 мм 18 с 20 с 4 мин 63 24-30 мм 24 с 30 с 6 мин 75 26-32 мм 30 с 30 с 6 мин В целом, сварку можно производить при температуре от +5°C, но данные указаны при +20°C. В теплых условиях время нагрева можно сократить на 30-60 секунд, а в холодных — наоборот, оно должно быть увеличено.
Обратите внимание на колонку «Глубина пайки» в таблице. Эта метка наносится на трубе, чтобы вы могли вставить её в фитинг на нужную глубину. Убедитесь, что перед краем фитинга образовался небольшой цилиндр из расплавленного материала, подтверждающий правильность соединения.
Температура пайки полипропиленовых труб
Качество и долговечность разных пластиковых фитингов напрямую зависят от учета температурных условий во время сварки полипропиленовых труб. Непременно следует включать в расчет как время нагрева материала, так и время охлаждения швов. Успешное согласование и детальное знание температурных и временных параметров процесса сварки полимерных изделий способствует повышению прочности и надежности соединений. Игнорируя данные параметры, можно столкнуться с трещинами в швах и последствиями низкого качества.
Общая информация
Температура сварки полипропиленовых труб прямо пропорциональна используемому материалу. В практике применяются 4 основных типа этих продуктов:
- PN10, которые используются в технических целях при температурном режиме до +40°C;
- PN16 — продуктов для температур до +60°C;
- PN20, для водоснабжения в диапазоне температур от +80°C до +95°C;
- PN25, где температура эксплуатации превышает +95°C.
Помимо допустимых температур, при сварке полипропиленовых труб необходимо учитывать давление, которое данная марка труб может выдержать.
Трубы первого типа предназначены для использования в системах холодного водоснабжения, в то время как PN20 считаются универсальными и могут использоваться как для горячего, так и для холодного водопроводов, предполагая кратковременные воздействия температуры до +95°C. Без поддержки соответствующей температуры такая система теряет герметичность и деформируется.
Техника сварки и её воздействие на процесс
Процесс сварки полипропиленовых труб заключается в прогреве, чтобы содержащаяся в них пластиковая часть смягчилась. Когда два нагретых изделия соединяются, молекулы полипропилена одного изделия начинают проникать в молекулы второго изделия. Таким образом, создаётся крепкая молекулярная связка, обеспечивающая герметичность и прочность сцепления.
Недостаточная связь ведёт к тому, что материал при соединении двух элементов остаётся несоединённым, что в свою очередь может негативно повлиять на герметичность.
Чрезмерный перегрев фитинга и трубного изделия в процессе сварки чаще всего вызывают деформацию фитингов. Изменения их геометрических параметров приводят к скоплениям гранул в районе внутренних сечений.
В результате получится труба с минимальным внутренним отверстием в точке стыка, что будет не соответствовать установленным стандартам.
При сварке полипропиленовых труб крайне важно учитывать не только нагревание, но и временные параметры, а также температуру окружающей среды и размер самих труб. Время нагрева материалов труб прямо пропорционально их диаметру.
Внешние условия окружения играют значительную роль. Минимально допустимая температура для соединения полипропилена составляет -10°C. Максимально допустимое значение неподвижной температуры составляет +90°C. Таблица температур для сварки полипропиленовых труб наглядно показывает значение временных параметров.