Контроллер настроен на достижение температуры +260 градусов по Цельсию. Этот температурный режим считается оптимальным для плавления полипропиленовых изделий. Кроме того, такая температура безопасна для тефлонового покрытия на насадках. В самом устройстве не должно быть встроенного регулятора, чтобы обеспечить бесперебойную работу на установленной температуре.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Вы собираетесь отремонтировать или заменить свои пластиковые шланги? Согласитесь, самостоятельно произвести установку нового шланга — это отличный способ сэкономить деньги на вызове специалиста. Однако, у вас может возникнуть вопрос: как правильно соединить различные компоненты системы и что именно для этого требуется.
В данной статье мы подробно рассмотрим технологию сварки полипропиленовых труб, что позволит даже неопытному сантехнику осуществить соединение своими руками. Мы обсудим, на какие нюансы и детали следует обратить внимание при работе с паяльником для соединения пластиковых элементов, а также рассмотрим, существуют ли альтернативные методы соединения.
Для упрощения задачи новичкам в этой сфере мы подготовили детальные видеоролики, которые пошагово демонстрируют процесс сварки полипропилена, а также предоставили серии фотоиллюстраций.
- Трубы и вспомогательные элементы для сборки
- Способы соединения полимерных труб
- Инструменты для сварки
- Основные этапы технологии пайки
- Этап #1 — расчет материалов и комплектующих
- Этап #2 — пайка элементов трубопровода
- Варианты соединения:
- Вариант #1 — установка компрессионного фитинга
- Вариант #2 — склеивание элементов
Трубы и вспомогательные элементы для сборки
Одним из главных достоинств полипропиленовых труб является их простота в монтаже.
Эти элементы могут быть смонтированы практически в любом месте: как открыто на стенах, так и скрыто под полом.

Если сварка полипропиленовых водопроводных труб выполнена корректно, собранная система может работать десятилетиями без необходимости в ремонте.
Полимерные трубы производятся в диаметрах от 20 до 110 мм. Наиболее распространенные размеры, используемые в домашних условиях — 20, 25, 32 и 40 мм. Номинальное давление материала определяет диапазон его применения.
На маркировке труб можно увидеть буквы «PN»:
- PN 10 – предназначены для холодного водоснабжения.
- PN 16 – подходят для холодной воды под более высоким давлением, а также для систем «теплый пол».
- PN 20 – предназначенные для транспортировки жидкостей, температура которых не превышает 75 °С.
- PN 25 – универсальные изделия, которые можно использовать как для холодной, так и для горячей воды, температура которой достигает 90 °С.
На современном рынке также можно найти полипропиленовые изделия, которые дополнительно армированы.
Армированные изделия применяются для труб больших сечений, где необходимо уменьшить линейное расширение в результате колебаний температуры.
Основной характеристикой пластиковых труб является их неспособность к сгибанию.
Поэтому любые изменения направления проложенных труб осуществляются только с помощью прямых участков, которые соединяются вспомогательными фитингами:
- крестовины – для ответвлений основного потока;
- тройники – для распределения потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменения направления трубопровода.
Некоторые фитинги могут быть снабжены резьбой, выполненной из плавленого металла, что позволяет соединять полимерные трубы с металлическими элементами.

Для достижения максимальной прочности и герметичности соединений важно, чтобы диаметры соединяемых элементов были абсолютно идентичными.
При выборе вспомогательных элементов следует учитывать два параметра: внутреннее сечение и толщину стенок элементов. Данные характеристики должны соответствовать техническим требованиям полипропиленовых труб, которые вы используете.
Способы соединения полимерных труб
Существует два основных метода соединения пластиковых труб, выбор которого зависит от условий монтажа:
- Пайка – предполагает разогрев и последующую состыковку расплавленных концов элементов.
- Метод без пайки – включает использование компрессионных фитингов или осуществление так называемой «холодной» сварки.
Второй метод устанавливается как более удобный, поскольку для него не требуется специальное оборудование — все работы можно произвести с помощью простого инструмента, как, например, накидной ключ.
Сварка полипропиленовых труб на строительной площадке осуществляется с использованием сварочного аппарата, форма которого напоминает железную трубу.
Аппарат для сварки полипропиленовых труб оснащен соплами для выполнения сварки внешней части трубы и триггерами для сварки внутренней части.
Нагревательный элемент сварочного аппарата доводит до нужной оператором температуры и передает ее на сопло и шпиндель, обеспечивая плавление элементов пластика до вязкотекучего состояния.
При нагреве материально важно, чтобы время прогрева строго соответствовало толщине стенки полипропиленовой трубы. При чрезмерном нагреве детали могут деформироваться, в то время как недогрев приводит к недостаточной плотности соединения.
Полипропиленовые трубы с толщиной стенки более 4 мм и диаметром более 50 мм соединяются именно путём сварки:
Трубные элементы диаметром более 50 мм соединяются с применением точечной сварки, которая осуществляется с помощью круглого нагревательного элемента.
Дискообразный нагревательный элемент оптимизирован под диаметр соединяемой трубы.
Перед началом нагрева важно подготовить соединяемые части трубы, чтобы их поверхность была идеально перпендикулярна оси трубы.
После нагрева секции труб быстро соединяются, необходимо делать это до момента, как нагретая смола начнет затвердевать. Важно работать аккуратно и согласованно.
Инструменты для сваривания ПП труб
Перед тем как начать сварку полипропиленовых труб, например, для системы водоснабжения, необходимо подготовить стандартный набор инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.
Сварочный аппарат может иметь мощность до 1,5 кВт и работать от сети 220 В. Его небольшой вес обеспечивает легкость в переносе с места на место, а благодаря удобной ручке паяльник можно использовать в самых различных условиях.

Как и многие другие подобные устройства, он оснащен выключателем и терморегулятором, позволяющим регулировать температуру вплоть до 260 °C. Читайте также о «Различиях между устройствами для пайки полипропиленовых труб — особенности и преимущества различных моделей».
Сразу после включения паяльника загорается красный светодиод, который гаснет после достижения нужной температуры. Это служит сигналом к тому, что инструмент готов к использованию.
Разнообразие насадок
Насадки являются частью сварочного оборудования и предназначены для нагрева поверхностей труб и фитингов через контакт. В стандартный комплект часто входят сопла с поперечным сечением от 16 до 40 мм.
Если же вам потребуются насадки крупных размеров, не представленные в стандартном наборе, их всегда можно приобрести у специализированных поставщиков в качестве аксессуаров.
Тефлоновое покрытие насадок позволяет предотвратить прилипание расплавленного пластика к сварочному аппарату. В то же время, данное покрытие положительно сказывается на взаимодействии с пластиком, что обеспечивает качественный шов. Тем не менее, важно следить за тем, чтобы тефлоновые насадки оставались чистыми.

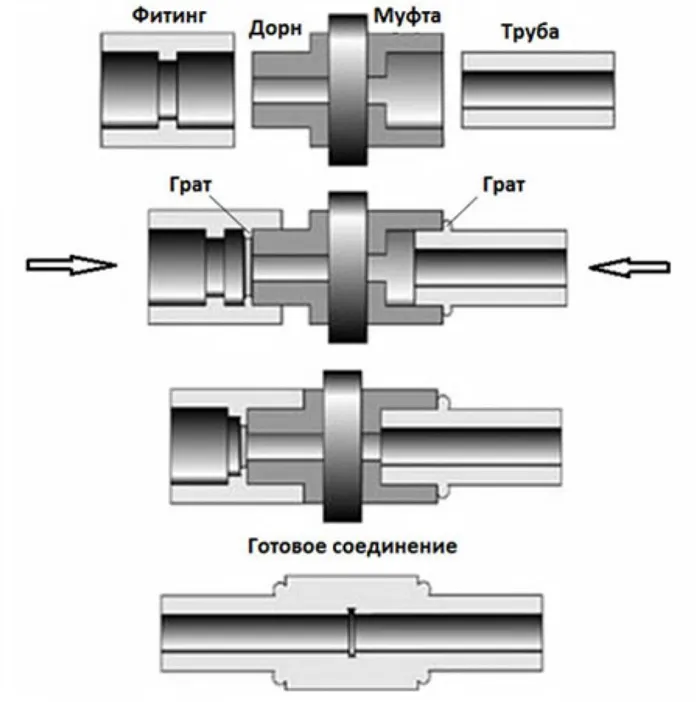
Насадка состоит из двух компонентов:
- элемент с отверстием – предназначен для введения внутрь трубы из полипропилена;
- элемент в виде выступающего цилиндра – необходим для надевания фитинга.
После установки фитинга и трубы они соединяются без особых усилий, после чего нагреваются до 260 ºC, причем фитинг нагревается изнутри, а труба — снаружи. Насадки надежно крепятся при помощи винтов, и их важность не следует недооценивать.
Следует помнить, что с течением времени винты могут ослабнуть во время работы паяльника и их необходимо периодически подтягивать.
Для затягивания винтов предусмотрены специальные отвертки или шестигранные ключи. Замена насадок должна проводиться только перед нагревом устройства, а их смена во время работы допускается лишь в крайних случаях.
Разрезание труб перед свариванием
Перед началом процесса сварки полипропиленовых труб их необходимо подготовить, разрезав на отрезки нужной длины. Если сечение труб не превышает 32 мм, подойдут ножницы с лезвиями из нержавеющей стали. Обычно на такие ножницы дается гарантия сроком на один год, при соблюдении условий эксплуатации.

Стоит заметить, что на рынке также представлены ножницы, с помощью которых можно резать трубы с сечением до 63 мм, тогда как трубы большого диаметра всегда можно разрезать ножовкой.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если у вас нет опыта сварки пластиковых труб, вам настоятельно рекомендуется провести несколько практических опытов. Выберите для этих целей подходящее место: оно должно быть достаточно просторным, а поверхность — ровной. Вы можете работать как за рабочим столом, так и на полу. В любом случае следует быть осторожным, так как существует риск повредить покрытие при контакте с горячим инструментом. Важно занять удобную позу, поскольку любая задержка может негативно сказаться на качестве соединения и привести к появлению дефектов, которые сократят срок службы вашего трубопровода. К другим негативным последствиям задержек в процессе сварки полипропиленовых изделий можно отнести:

- асинхронное остывание, в особенности когда стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что может привести к проблемам при дальнейшей эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, чрезмерное, что помешает стыковке второй части трубы.
При нагревании труб и фитингов важно соблюдать прописанные временные рамки. Это позволит одновременно нагревать и соединять конкретные участки труб. Задержки могут иметь место, но профессионализм мастера будет решающим в вопросе появления дефектов, таких как перекрывание и смешивание швов соединения. В дальнейшем на таких участках могут возникнуть трещины.
ИНТЕРЕСНО: Современные подходы к заливу столбчатых фундаментов своими руками.
Диффузная пайка полипропиленовых труб
Принцип сварки полипропиленовых труб заключается в том, что одно изделие, предварительно нагретое, должно быть вставлено в другое. Здесь важно учитывать определенную глубину стыка. Наиболее распространённым методом соединения является использование фитингов (например, соединительных элементов). Однако он подходит только для труб, диаметр которых не превышает 63 мм. Для более крупных изделий рекомендуется применять метод стыкового соединения. Как и в других случаях, при нагреве полимерных материалов происходит образование диффузионного соединения.
Еще одним приемлемым вариантом является метод гнездового соединения. Принцип его действия схож с техникой сварки фитингов: одна труба соединяется с другой (вставляется в отверстие большего диаметра), при этом необходимо учитывать защиту концов соединений. Торцевые участки должны быть ровными, и все неровности – включая заусенцы, образовавшиеся в процессе резки – должны быть удалены с помощью специализированного инструмента.
Подготовительные работы перед сваркой
Начните с рисования простейшей электрической схемы. Для простоты, линии, определяющие положение труб, можно наносить прямо на стену, чтобы не приходилось постоянно измерять высоту их установки.

Следующий шаг состоит в разметке труб и подготовке необходимого количества стыков. Применение метода торцевого соединения, когда секции соединяются без вставки трубы в соответствующую трубу, способствует уменьшению общей длины трубы (в среднем до 2 мм).
Обратите внимание на особенности обработки труб различного размера: для сварки труб диаметром более 40 мм рекомендуется использовать сварочное устройство с центратором. Если вы далее планируете заниматься сваркой полипропилена, стоит подумать о приобретении оборудования с набором насадок, подходящих от 14 до 63 мм. Они представлены следующими типами:
- дорн – втулка, предназначенная для прогрева внутренних стенок трубы;
- гильза – равномерно прогревает внешнюю поверхность изделия.
Если сопла загрязняются, их необходимо очищать от остатков полимерного материала. Снимать наконечники после полного остывания паяльника не рекомендуется, так как это может повредить защитный слой (из тефлона), предотвращающий прилипание полимера. Для чистки важно использовать материалы, которые не подвергаются воздействию высоких температур. Это может быть, к примеру, брезент, но использование абразивных наносящих повреждений материалов строго противопоказано.
Как подготовить оборудование: советы, облегчающие работу с паяльником
Существуют различные типы сварочных аппаратов, которые можно приобрести для работы:
- мечевидный или «утюг» – устройство с плоским нагревательным элементом, имеющим предусмотренные сквозные отверстия, в которые устанавливаются насадки;

- цилиндрический: на рабочую часть (нагреваемую) насаживаются специальные насадки для нагрева и последующего монтажа труб;
Сварка пластиковых труб промышленным феном
Промышленный фен для сварки полипропиленовых труб применяется в различных ситуациях:
- для соединения двух отрезков трубы;
- для изготовления фасонных деталей;
- для монтажа колена из отдельных элементов.
При сварке пластиковых деталей строительный фен оснащен рефлектором — соплом со специальным покрытием, предотвращающим прилипание расплавленного материала.
Поместите фен на столешницу и установите его на минимальный поток воздуха. Нагрейте насадку до необходимой температуры и прижмите к ней концы двух пластиковых деталей. После размягчения полипропилена соединенные трубы должны оставаться в таком положении на протяжении 30 секунд. Этого времени достаточно, чтобы они склеились и затвердели.
В результате сварки электрическим феном происходит создание прочного и надежного соединения.
Сварка труб в труднодоступных местах
Сварка труб на прямых участках оказывается значительно проще, чем в труднодоступных местах. Рекомендуется монтировать трубопроводную систему на ровной поверхности рабочей поверхности, чтобы избежать неприятностей при установке. Однако иногда происходит необходимость сварки труб в хотя бы немного сложных местах, например, около радиаторов, под потолком, на стенах или в углах. Если вы делаете это своими силами, вам понадобится еще пара рук.
Начинать сварку узла можно только после установки всех компонентов трубопровода. Обычно это необходимо для подключения элементов к радиаторам, водопроводным коммуникациям и т.п. Вам обязательно понадобится помощник, который будет держать сварочный аппарат, пока вы соединяете компоненты. Если ваш помощник имеет определенные навыки, вы можете по очереди управлять процессом сварки.
Юлия Петриченко, эксперт
Каждое движение должно быть точным и быстрым, а в случае малейшей деформации детали следует немедленно заменять. Очень важно поддерживать постоянную температуру, так как перегрев пластиковых труб в труднодоступных местах может привести к их деформации и будущим проблемам с установкой.
Видео «Как варить полипропиленовые трубы в труднодоступных местах»
Нюансы пайки полимерных труб своими руками
При работе с полипропиленовыми трубами необходимо учитывать множество деталей. Недостаточное внимание к этим требованиям может привести к снижению качества фитингов и соединений труб, утечкам и засорению системы.

8 ошибок при сварке пластиковых труб
- Игнорирование правил монтажа полипропиленовых изделий. Если труба неправильно введена в фитинг (например, не до упора), между их стенками образуется значительный зазор, что может привести к протечкам при стандартных нагрузках.
- Применение слишком сильного давления при установке элементов. При введении расплавленного края трубы в фитинг давление должно быть минимальным. Избыточное усилие может привести к образованию оплыва пластика внутри трубы, закупориванию или снижению проходимости.
- Использование неправильных материалов. Конструкция из пластиковых труб низкого качества, даже при умелом монтаже, будет недолговечной. Рекомендуется приобретать полипропиленовые изделия только у проверенных поставщиков и у респектабельных марок.
- Запрет на соединение труб различных производителей. Независимо от качества пластика, элементы не должны соединяться, если они произвели разные компании.
- Удаление оплывов во время сварки. Не рекомендуется делать это, так как любое движение до застывания пластика приведет к новой деформации.
- Слишком медленный подход к работе. Полипропилен остывает за считанные секунды после разогрева, поэтому важно избегать отвлечений и правильно и быстро соединить детали.
- Загрязнение свариваемого оборудования. Перед началом работы важно проверить тефлоновую поверхность прибора и очистить ее от прилипшего пластика или грязи.
- Наличие жидкости в трубе. Не позволяет попадание воды в трубу, так как при нагреве капли превращаются в пар, что уменьшает прочность соединения.
Полезные рекомендации
Работая с полипропиленовыми трубами, не забывайте, что нагретый материал может достигать очень высоких температур. Необходимо соблюдать меры предосторожности: рекомендуется надеть специальный халат и плотные перчатки для защиты кожи от контакта с горячим пластиком.
В любой проект по ремонту или строительству потребуется установка пластиковых труб. Выполняя все работы в соответствии с инструкциями, вы обеспечите долгую и надежную эксплуатацию полипропиленовых труб.
Как же устанавливаете полипропиленовые трубы вы? Ждём ваших советов и рекомендаций в комментариях.
Алексей Журавлев
Эксперт в области наружных сетей.
Сварка полипропиленовых труб: Видеоинструкции, температура и время нагрева, техника сварки, а также правильные методы сварки пластиковых фитингов — версия для печати.
Подготовительные работы
После просмотра простых техник сварки раструбов в видеороликах, можно начать практические занятия. Перед началом работ рекомендуется визуально осмотреть материалы труб на наличие дефектов или повреждений.
Если все в порядке, следует проверить сечение участка трубы, учитывая диаметр фитингов, чтобы эти размеры совпадали.

После этого необходимо разрезать материалы на необходимые размеры. Отрезки труб должны быть отрезаны строго вертикально. Усиленные типы снимаются с помощью скребка. Армированные изделия обрабатываются аналогичным образом, как неармированные.
После раскроя детали, не забудьте зачищать будущее стыковое соединение. С помощью острого ножа удобно удалять любые заусенцы.
Обезжиривание торцов свариваемых элементов
К сожалению, данное требование часто игнорируется многими новичками. Хотя соединение может быть выполнено и без этой процедуры, эксперты предупреждают, что качество будет значительно хуже.
Прежде чем начинать сварку полипропиленовых труб своими руками, необходимо очистить внутреннюю часть фитинга и внешнюю часть трубы. При этом следует удалить любые абразивные частицы и пыль, которые могут повредить покрытие насадок для сварки.
И сами форсунки также необходимо очистить подобным образом. Перед сваркой полипропиленовых труб они должны быть проверены на наличие остатков расплавленного пластика. Если таковые остаются, их следует оперативно удалить.
Производим разметку глубины посадки трубного изделия
Это также очень важный момент для новичков: правильное обозначение глубины ввода трубы в фитинг. Для фитингов разного диаметра характерна своя глубина сварного шва. Поэтому сварочную процедуру можно выполнять только после того, как вы точно измерите этот параметр с помощью линейки или штангенциркуля.
Это необходимо для того, чтобы избежать излишне глубокого «заземления» трубного соединения. При непринятии во внимание данного предупреждения, проход в стыке может оказаться суженным, что впоследствии может сказаться на эффективности функционирования системы. Таким образом, такие расчёты следует производить с высокой степенью точности.
В видеоматериале имеются уроки, посвящённые правильной пайке, которые могут быть полезны.
Секреты прокладки полипропиленовых труб. Мастер-класс для начинающих.
Маркировка фитингов для сварки полипропиленовых труб — это задача, которая может показаться весьма сложной. Однако существует способ сэкономить значительное количество времени и нервов. Например, для трубы с наружным диаметром 20 мм из куска длиной 32 мм можно вырезать кольцо шириной 15 мм. Оно поможет точно определить размер для установки фитинга.
Виды и назначение
Полипропиленовые трубы производятся в четырёх цветах: зеленом, сером, белом и черном. Единственные черные трубы обладают специфическими свойствами — они более устойчивы к ультрафиолетовому излучению и чаще используются в системах грунтового полива. Остальные варианты, как правило, предназначены для установки как в помещении, так и на улице.
Полипропиленовые трубы находят применение в следующих областях:

- Для холодной воды (максимальная температура до +45°C). Их легко идентифицировать по продольной голубой полосе.
- Для горячего водоснабжения (с нагревом до +85°C). Отличительная черта — соответственно, красная полоса.
- Универсальные трубы (максимальная температура нагрева — до +65-75°C, в зависимости от производителя). Эти трубы имеют две полосы: голубую и красную, расположенные рядом.
Существует множество труб с разными характеристиками для горячего и холодного водоснабжения, что отразилось на их классовом рейтинге:
- PN10 предназначены исключительно для систем холодного водоснабжения (до +45°C) с низким рабочим давлением (до 1 МПа). Имеют небольшую толщину стенок, не предназначены для высотного строительства.
- PN16. Часто принимаются за универсальные, но большей частью используются для холодного водоснабжения — переносят нагрев до +65°C и давление до 1,6 МПа.
- PN20. С представленными толстостенными трубами можно транспортировать жидкости с температурой до +80°С, давление допускается до 2 МПа. Они используются для разводки горячей воды и систем отопления.
- PN25. Это армированные полипропиленовые трубы (с фольгой или стекловолокном в структуре). За счёт наличия армирующего слоя они часто имеют меньшую толщину стенок по сравнению с PN20. Максимально допустимая температура жидкости — до +95°C, давление — до 2,5 МПа. Такой вид применяется для горячего водоснабжения и отопления.
Трубы бывают различных диаметров — вплоть до 600 мм, но в квартирах и частных домах обычно используют трубные размеры от 16 до 110 мм. Заметьте, что указанные размеры — это внутренний диаметр, так как толщина стенок может варьироваться.
Что такое сварка полипропиленовых труб
Полипропилен, как жесткий материал, подразумевает использование фитингов из того же полимера для формирования систем желаемой конфигурации. К таким фитингам относятся различные колена, точки пересечения, байпасы, редукторы, соединители и так далее. Все эти элементы соединяются с трубами с помощью сварки. Этот процесс также известен как термическая сварка, при которой два элемента одновременно нагреваются до температуры плавления и затем соединяются в горячем состоянии. При условии правильного выполнения, такое соединение становится монолитным и служит так же долго, как и сами трубы.

Чтобы соединить полипропилен с металлом, можно использовать комбинированные фитинги, частично изготовленные из металла с резьбовым соединением и частично — из полипропилена, который сваривается.
Чем паять
Сварка полипропиленовых труб осуществляется с помощью специального устройства, именуемого сварочным аппаратом или сварочной машиной. Это небольшая металлическая платформа, внутри которой размещена электрическая катушка, отвечающая за нагрев поверхности. За счёт принятой конструкции, машину также иногда называют утюгом.

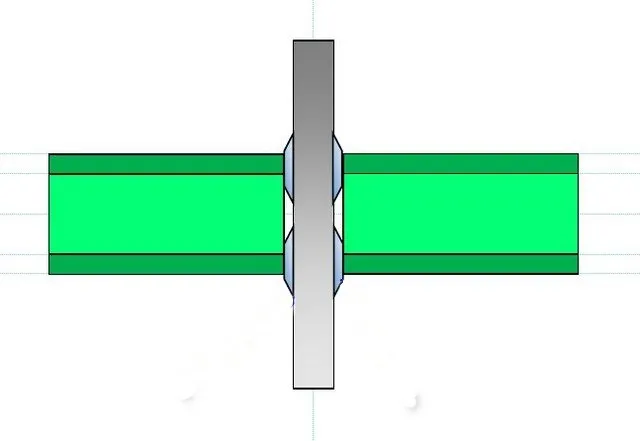
При соединении двух элементов сопрягаемые поверхности нагреваются до температур плавления (+260°). Для обеспечения нужной глубины прогрева элемента на сварочной платформе используются два различных металлических сопла, имеющих тефлоновое покрытие:

- для нагрева внутренней поверхности используется дорн меньшего диаметра;
- для прогрева наружной поверхности устанавливается гильза.
Сопла одновременно устанавливаются на два соединяемых элемента, после чего их выдерживают в данной позиции в течение нескольких секунд, а затем соединяют вместе. Это и есть процесс сварки полипропиленовых труб.
Как сваривать
Конструкции аппаратов для пайки полипропиленовых труб могут несколько различаться, но основные принципы работы остаются неизменными. На рынке представлены две модели: с плоской платформой и цилиндрическим нагревателем. При условии нормального качества, обе конструкции корректно функционируют, и разница между ними незначительна. Выбор той модели, которая более удобна в использовании, зависит от ваших личных предпочтений.

Подготовительные работы
Прежде чем начать работу, необходимо обеспечить нагрев паяльника, однако порядок подготовки не так прост. Шаги подготовки следующие:
- Сначала насадки подходящего диаметра устанавливаются на платформу.
- В отверстие в платформе проходит шпилька, на которую с обеих сторон надеваются дорн и гильза, после чего они затягиваются гайками.
- Если нагревательный элемент выполнен в виде трубки, к нему жара устанавливаются насадки, которые наделены специальными креплениями для надежности.
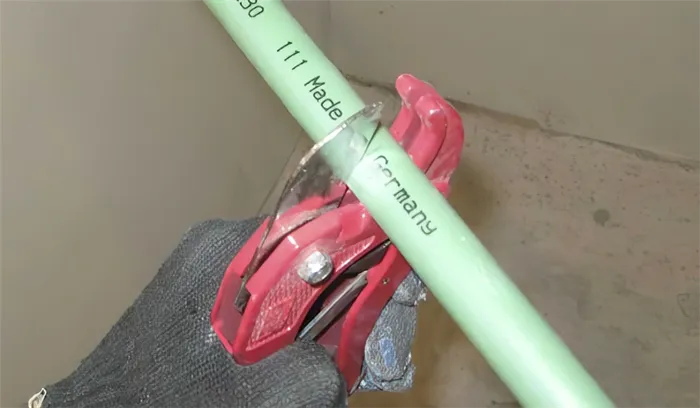
В результате, паяльник оказывается готов к использованию. Однако потребуется также подготовить трубы и фитинги. Первое требование для качественной пайки — это прямой рез. Срез должен быть аккуратным, без заусенцев и трещин. Для достижения этой цели удобно воспользоваться специальными ножницами, которые представляют собой устройство с двумя длинными губками и верхней режущей частью.
Также важным условием для качественной сварки полипропиленовых труб является обезжиривание и чистота деталей. Если вы хотите гарантировать долгую и надёжную работу вашей водоснабжения или отопительной системы, стоит не пренебрегать этой процедурой. Для очистки среза шланга и фитинга рекомендуем использовать спирт или мыльный раствор. После этого подождите, пока всё полностью высохнет, и только после этого можно приступать к сварке.
Как долго греть
При сварке полипропилен необходимо нагреть точно до необходимой температуры. Ошибки в перегреве или недогреве существенно влекут за собой ухудшение качества шва. Чрезмерно перегретые трубы не смогут войти в фитинг, в то время как недогретый материал не сможет быть сварен.
Время нагрева зависит от диаметра трубы и температуры окружающего воздуха, и приведено в следующей таблице.
Диаметр полипропиленовых труб Глубина сварки Время нагрева Время сварки Время охлаждения 16 12-14 мм 5 с 6 с 2 минуты 20 14-17 мм 6 с 6 с 2 минуты 25 15-19 мм 7 с 10 с 2 минуты 32 16-22 мм 8 с 10 с 4 мин 40 18-24 мм 12 с 20 с 4 мин 50 20-27 мм 18 с 20 с 4 мин 63 24-30 мм 24 с 30 с 6 мин 75 26-32 мм 30 с 30 с 6 мин Несмотря на это, сварочные работы могут проводиться при температуре +5°C; также, данные представлены для +20°C. В тёплую погоду необходимо учитывать, что время, проведённое в паяльнике, может сократиться на 30-60 секунд, а в холодное время — соответствует увеличению времени ожидания.
Обратите внимание на колонку «Глубина сварки» в таблице. Эта отметка располагается на трубке. Важно, чтобы изделие погружалось в фитинг, что будет видно по образованию маленького цилиндра из расплавленного пластика перед краем фитинга, что сигнализирует о корректно выполненном соединении.
Сварочные аппараты
По своей конструкции сварочный аппарат напоминает обычный утюг. Основа представляет собой металлический нагреватель, поверхность которого можно менять с помощью специальных насадок.
Оборудование, предназначенное для сварки полипропиленовых труб, обладает более сложной конструкцией. Кроме нагревательного элемента, в них также имеется система, отвечающая за выравнивание свариваемых элементов.
При классификации сварочного оборудования выделяют следующие основные категории:
- непрофессиональные ручные аппараты, или «утюги» для пайки полипропиленовых труб. Это оптимальный вариант для домашнего использования (диаметр не более 50 мм). При необходимости к ним присоединяются насадки с тефлоновым покрытием, позволяющие удобно работать с большими трубами;
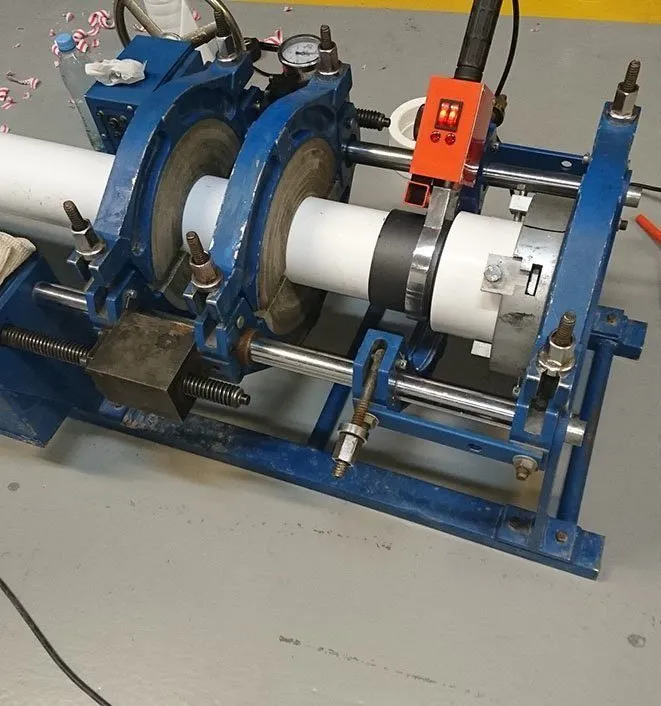
- механические сварочные устройства. Такая техника обеспечивает надежную сварку больших труб с диаметром 40 мм и более. В их конструкцию входят дополнительные элементы, такие как приборный блок и гидравлический агрегат на рамках. По бокам установлены специальные захваты-полукольца с вкладышами.
Технические параметры компонентов и их количество зависят от производителя и спецификаций конкретной модели сварочного аппарата.
Распространенные ошибки
При сварке труб PPR следует учитывать несколько важных аспектов. Если их не принять во внимание, это может ухудшить качество соединений и значительно сократить срок службы системы.
Неправильная выдержка времени сварки
Сварка труб PPR требует строгого соблюдения технологии. Чрезмерный нагрев может вызвать сжатие отверстия трубы, что приведет к недостаточной теплопередаче к радиатору и повышенному давлению в системе.
Диаметр трубы (мм) Время сварки (сек.) Время нагрева (сек.) 20 4 5 25 4 7 32 4 8 40 6 12 50 6 18 63 6 24 75 8 30 90 8 40 110 10 50 Слишком глубокое вдавливание в фитинг
Если труба вдавливается слишком глубоко, это может привести к снижению внутреннего диаметра трубопровода. Чтобы выполнить правильное подключение, важно маркировать трубу перед нагреванием.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитингов мешают полному герметичному соединению. Перед сваркой следует тщательно удалить всю влагу и пыль.
Поворот труб в фитингах
Запрещается поворачивать или откручивать фитинги после сварки, так как это крайне может повредить герметичность соединений во время эксплуатации трубопровода.
Неправильный выбор оборудования
Инструменты, применяемые для сварки полипропиленовых труб, должны соответствовать техническим характеристикам труб. Помимо паяльника и специализированных ножниц, вам также понадобятся маркер, спиртовой уровень, рулетка и шпатель.
Инструкция по сварке
В домашних условиях сварка фитингов и труб из полипропилена в единую систему чаще всего осуществляется методом термической сварки. После нагрева специальным инструментом, трубы быстро соединяются. Процесс проводится в несколько этапов, в зависимости от избранной технологии.
Подготовка
На подготовительном шаге готовится проектная документация, где обязательно указаны выбранные параметры трассировки трубопровода. Правильно определите места для крепления системы на стенах, при необходимости, просверлите нужное количество крепежных отверстий строительным инструментом.
Разметьте полипропиленовые трубы, затем разрежьте их на отдельные элементы в соответствии с подготовленным планом и окончательными измерениями, выполненными на месте. Такое простое действие обеспечивает точность разметки.
Отдельные участки, уложенные на максимально ровной поверхности, должны укладываться в правильной последовательности и поэтапно стыковываться. С конца труб удаляются обертки с помощью инструмента-резака, а на выбранных участках отмечается глубина соприкосновения фитинга.
Нагрев
Рабочая температура нагревателя в сварочном оборудовании выбирается в соответствии с параметрами трубы. Сварка труб, армированных алюминием, должна осуществляться при температуре 260-300 °C.
Прежде чем сваривать, оборудование необходимо довести до нужной температуры. Ручка регулятора температуры устанавливается в необходимое положение, а вилка соединяется с розеткой.
Готовность сварочного аппарата к пайке полипропилена подтверждается включением специальной лампы на устройстве. Световой индикатор отличается в зависимости от модели. Чтобы избежать ошибок во время работы с машиной, внимательно ознакомьтесь с инструкцией от производителя.
Сварка

Для качественного выполнения работы требуется одновременно прогревать конец трубы и фитинг с помощью паяльника. Используемый фитинг устанавливается на специальный вставной шпиндель, а труба вставляется в раструб с небольшим усилием. При этом важно сверять с данными, указанными на трубке PN.
Диаметр трубы (мм) Глубина вставки (мм) 20 14,0 25 16,0 32 20,0 40 21,0 50 22,5 63 24,0 75 28,5 90 33,0 110 39,0 Оптимальное время нагрева соединяемых элементов подбирается в зависимости от их диаметра. Полипропиленовые трубы и фитинги должны соединяться достаточно быстро, иначе будет происходить потеря температуры нагретого материала. Элементы соединяются равномерным движением вперед без вращения.