Четвертый шаг. Рекомендуется оснастить утюг датчиком температуры, чтобы иметь возможность точно измерять уровень нагрева. Тем не менее, есть более простой способ — применение свинца. Этот металл плавится при температуре 230-252 °C и выше, что соответствует необходимым условиям для сварки.
Способы соединения полипропиленовых труб и порядок работы
При реализации систем отопления с использованием пластиковых труб малого диаметра (до 63 мм) на практике применяют два основных метода их соединения:
- раструбная сварка – в этом случае один конец трубы, предварительно расширенный, вставляется в другой;
- муфтовая сварка – здесь концы двух трубных элементов соединяются друг с другом с помощью муфты.
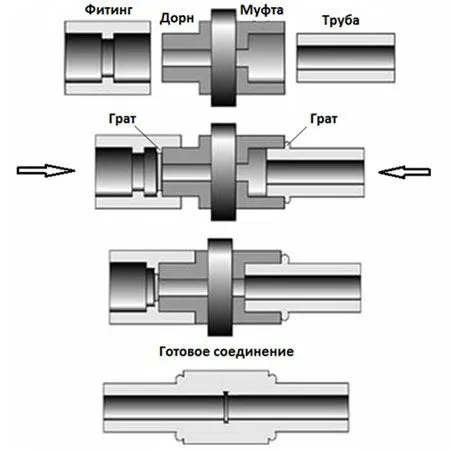
Для соединения труб большого диаметра (более 63 мм) применяется стыковая сварка. Это решение исключает необходимость в дополнительных соединительных элементах, что обеспечивает надежное крепление труб. Кроме того, можно использовать соответствующие фитинги, такие как сварочные муфты. Для труб с диаметром 40 мм удобнее выполнять сварку вручную, тогда как более крупные трубы зачастую соединяют с помощью специального оборудования, которое предварительно выравнивает элементы.
Перед началом установки системы отопления важно тщательно продумать все этапы монтажа труб. Это поможет избежать нежелательных сложностей в процессе, которые могут негативно отразиться на качестве отопительной системы в целом.
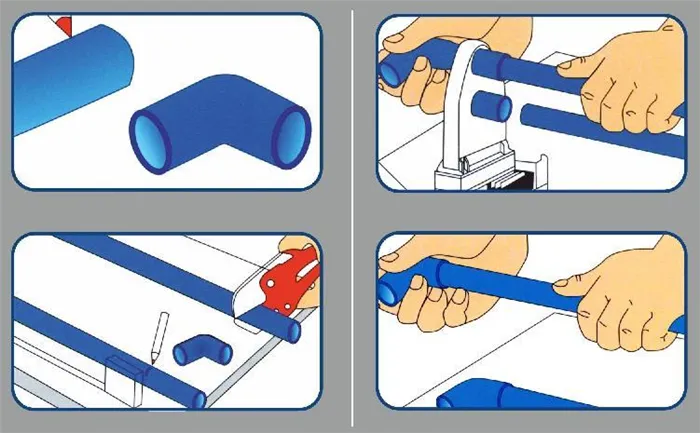
Схема соединения полипропиленовых труб
В этом разделе мы рассмотрим ключевые аспекты соединения пластиковых труб, используемых в отопительных системах:
- Оптимальное время для нагрева паяльного аппарата составляет 5 секунд.
- Рекомендуемая температура плавления полипропилена — 270°C. Достигнуть этой температуры можно с помощью специального тумблера, установленного на сварочном устройстве.
- Важно отметить, что технологии соединения труб в системе отопления будут варьироваться в зависимости от условий, таких как место установки и время года. Например, в условиях отрицательных температур или при монтажных работах вне помещения может потребоваться увеличить время нагрева трубы паяльником или поднять температуру для плавки полипропиленовой продукции.
- При стыковке труб большего диаметра время для расплавления материала также будет увеличиваться.
- Рекомендуемое время для закрепления крупных элементов после их нагрева составляет не менее 30 секунд.
Теперь более подробно рассмотрим процесс сварки полипропиленовых труб:
- После того, как необходимая температура достигнута, на насадки паяльника, предназначенные для полипропиленовых труб — как для внешнего, так и для внутреннего диаметра поперечного сечения — одновременно надеваются и разогреваются соединительные детали (муфта, труба).
- В процессе нагревания на отопительных элементах образуются «отбортовки».
- По завершении нагревательного процесса с насадок снимаются оба компонента и соединяются друг с другом путем равномерного умеренного давления на них с обеих сторон к центру, после чего фиксируются в таком положении. Любые вращательные движения или излишние манипуляции при соединении деталей строго запрещены, поскольку это может ухудшить качество шва.
- Для обеспечения надежного соединения элементов отопительной системы следует удерживать их в совместном состоянии на протяжении минимум 30 секунд. Также важно, чтобы край соединения был ровным по всей длине.
После полного охлаждения деталей они будут готовы к эксплуатации.
Способы соединения металлопластиковых и PEX-труб
Металлопластиковые трубы и PEX-элементы часто соединяются одинаковым способом. В дальнейшем изложена методика монтажа тепловых труб из указанных материалов.
Существуют два способа соединения металлопластиковых труб:
- с использованием компрессионных фитингов;
- с использованием пресс-фитингов (опрессовка труб для отопительных систем).
Стыковка труб компрессионными фитингами
Данный вид арматуры характеризуется высокой удобностью в эксплуатации. Фитинги с зажимными кольцами также подходят для установки систем холодного водоснабжения. Монтаж труб для горячего водоснабжения также выполняется производителями с использованием указанных выше фитингов.
Для монтажа упомянутых труб не требуется специализированное оборудование для соединения пластиковых и полипропиленовых элементов. Для соединения отрезков труб будут необходимы лишь гаечный ключ и ножницы.
Подключение нагревательных элементов осуществляется по следующей схеме:
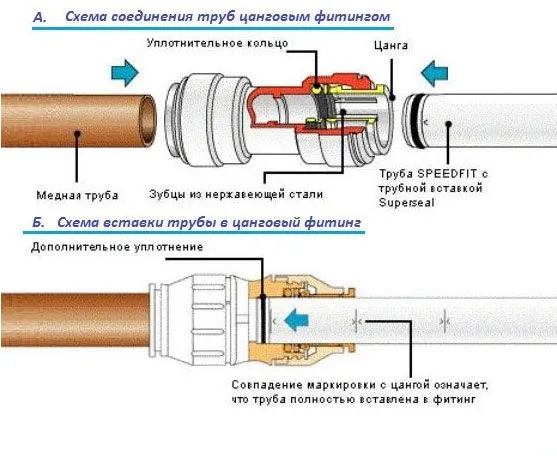
- Сначала на концевую часть трубы со стороны соединения необходимо надеть обжимную гайку.
- Затем на гайку устанавливается кольцо разрезного типа, при этом край кольца должен находиться на расстоянии 1 мм от среза трубы.
- В дальнейшем труба вставляется до конца и надежно фиксируется на штуцере фитинга. При этом нет необходимости снимать фаску с трубы.
- Обжимная гайка устанавливается с помощью гаечных ключей.

Детали для установки зажимного кольца и порядок сборки.
Не забывайте, что не следует прикладывать чрезмерные усилия при затягивании гайки, так как это может привести к порезу трубы.
Стыкование труб с использованием пресс-фитингов
Компрессионные фитинги для металлопластиковых труб и сшитого полипропилена обеспечивают надежное соединение элементов отопительной системы. Однако, ослабить соединение на позднем этапе невозможно. Для выполнения данной работы требуется специализированный пресс-инструмент.
Чтобы подключить указанные обогревательные элементы с помощью фитингов, следуйте инструкциям ниже:
- На конец трубы необходимо надеть гильзу зажимного нарезного типа.
- Затем в трубу до упора вставляется расширитель с соответствующим поперечным сечением.
- Рукоятки расширителя медленно соединяются и фиксируются в этом положении на короткое время.
- Штуцер фитинга помещается в трубу. Благодаря своему особому молекулярному составу трубы подвергаются усадке, что обеспечивает надежное соединение фитинга с трубой.
- Труба с помощью ручного или гидравлического пресса надежно прижимается к фитингу.

Опрессовка с использованием специализированного инструмента
Характеристики установки полипропиленовых труб
Монтаж дополнительного оборудования
При установке полипропиленовых труб необходимо учитывать коэффициент теплового расширения.
Это особенно актуально для систем отопления и горячего водоснабжения, что требует внедрения компенсаторов для полипропиленовых труб.
Главные функции компенсаторов заключаются в следующем:
- Поглощение колебаний температуры и резких скачков давления в системах отопления и водоснабжения.
- Сохранение целостности всей трубопроводной системы.
- Повышение надежности пластикового трубопровода.
Компенсаторы также могут классифицироваться в зависимости от материала их изготовления.
- осевые сильфонные компенсаторы КСО;
- сильфонные компенсаторы ОПН;
- сдвиговые компенсаторы (КСС);
- поворотные компенсаторы (КСП);
- универсальные компенсаторы (КСУ).
Деформационные швы общего назначения, как правило, устанавливаются в небольших строительных объектах.
Существует множество устройств с гибкими соединениями, выполненными из резины. Наиболее распространёнными решениями являются U-образные и L-образные шарниры, а также шарнирные компенсаторы и конструкции типа «змейка».

Шарнирные компенсаторы (слева) и U-образные компенсаторы (справа).
Резьбовое соединение с металлическими трубами (американка)
Резьбовые соединения пластиковых труб обладают ограниченной прочностью. В таких ситуациях сварные элементы конструкции смогут обеспечить более высокую герметичность. Если по каким-то причинам использование резьбового соединения является необходимым, отличным решением будут американские муфты для полипропиленовых труб.
Это специализированная съёмная комбинированная деталь, одна сторона которой имеет металлическую резьбу, а другая — основу из полипропилена. Одна сторона соединена с металлом, а другая — приварена к пластиковой трубе.

Американский шланг можно использовать многократно
С какими элементами соединяются изделия из полипропилена
Если вы не уверены, как правильно стыковать полипропиленовые трубы, наши рекомендации окажутся весьма полезными. Этот тип труб активно применяется для монтажа систем водоснабжения, отопления и орошения. Благодаря долговечности полипропиленовых труб, которая составляет примерно пятьдесят лет, они всё чаще выбираются в качестве замены устаревшим трубам. Кроме того, их удобно комбинировать с аксессуарами из стали или полиэтилена.
Полипропиленовые трубы делятся на категории в зависимости от их назначения:
- Обычные трубы для установки систем холодного водоснабжения (PN 10, 16).
- Универсальные толстостенные трубы, предназначенные для отопительных систем, которые способны выдерживать горячую воду с температурой до +80°C (PN 20).
- Композитные трубы с металлической или капроновой прослойкой, которая удаляется во время сварки. Эти трубы используются для установки систем отопления, в которых максимальная температура горячей воды может достигать +95°C (PN 25).

Фитинги для труб, изготовленные из полипропилена, имеют свойство отсутствия швов между трубными элементами.
Если диаметр трубы составляет менее 50 мм, можно применять различные виды фитингов:
- муфты для соединения участков одной и той же ширины;
- крестовины для создания ответвлений;
- заглушки для герметичного закрытия концов труб;
- переходники для соединения труб различного диаметра;
- штуцерные фитинги для подключения труб к гибким шлангам.

Если вы решили самостоятельно установить полипропиленовые трубы, первым делом необходимо купить или взять в аренду специализированный паяльник с соответствующими насадками.
Кроме этого, вам понадобятся:
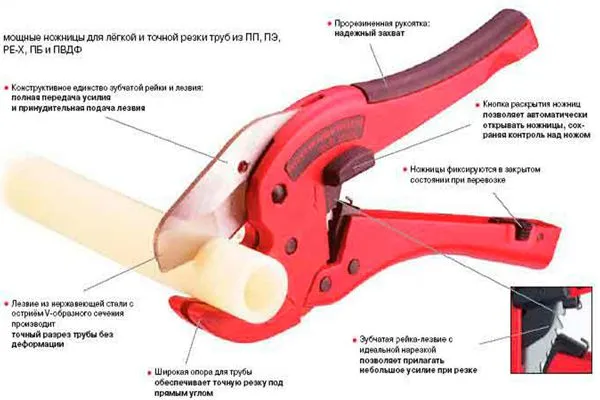
- ножницы для пластиковых труб;
- рулетка и маркер для разметки;
- инструмент для зачистки трубных поверхностей.
Сварка труб
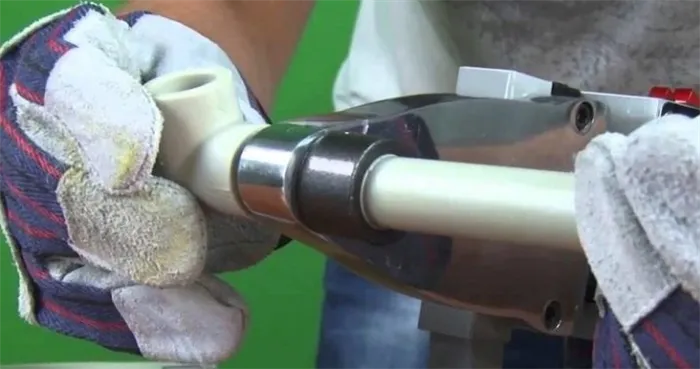
Процесс соединения фитингов трубопровода требует их предварительного нагрева и быстрого соединения. Для пайки используются бытовые устройства мощностью до одного киловатта, что вполне достаточно для своевременного и качественного нагрева материала. В промышленности применяются более мощные и дорогостоящие аппараты. Приобретая специализированный паяльник, вы получите в комплекте дополнительные насадки для труб различных диаметров. Полипропиленовая труба должна подвергаться нагреву с внешней стороны, тогда как фитинги следует греть изнутри.

Как правильно пользоваться паяльником? В первую очередь необходимо подключить устройство к электросети и установить нужную температуру нагрева, которая зависит от диаметра полипропиленовых труб, которые вы собираетесь сваривать. Обычно температура колеблется в пределах от +250̊ до +270̊C.
Во-вторых, важно надеть защитные перчатки для предотвращения ожогов, даже при минимальном контакте с горячими элементами. При сварке труб в домашних условиях следует проявлять предосторожность и придерживаться основных мер безопасности. Также стоит ознакомиться со статьей «Какое соединение полипропиленовых труб является самым безопасным — виды и характеристики соединений».
Сварка труб
Рассмотрите процесс соединения труб методом сварки:
- С помощью ножовки или острых ножниц, которые не деформируют пластик, аккуратно отрежьте трубы под углом 90̊. Если у вас возникли трудности с тем, как отрезать трубу под углом, стоит изучить дополнительные источники информации.
- Если на торцевой части имеются заусенцы, их следует тщательно удалить.
- Необходимо разметить глубину спайки: отмерьте участок на трубе определенной длины для вхождения в муфту или тройник и нарисуйте маркером отметку. Имейте в виду, что длина погружения в соединительный элемент пропорционально зависит от диаметра труб. Чем больше диаметр, тем более глубокой должна быть спайка.
Процесс немного изменяется, если трубы армированы. Перед началом сварки верхний слой трубного изделия, включая алюминиевую фольгу, базальтовое волокно или нейлон, необходимо обработать. Для этого используется специальный инструмент, который позволяет легко снять нужный слой. При удалении фольги следует проявлять особую осторожность, так как даже небольшие повреждения могут негативно повлиять на герметичность сварного шва.

Следующие шаги в процессе сварки:
- Поместите паяльник с насадками на ровную и стабильную поверхность, выбрав их в соответствии с диаметром труб.
- На предварительно разогретую насадку одновременно наденьте трубу и фитинг с обеих сторон, продвигая до линии разметки, нанесенной маркером.
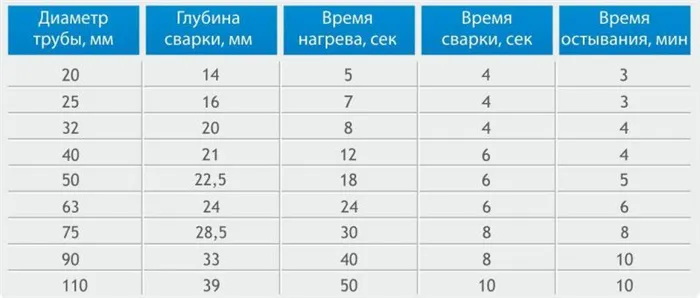
- Разогрейте пластик, соблюдая необходимое время, которое зависит от диаметра труб. Например, для изделия диаметром 20 мм потребуется всего 6 секунд; для 32 мм — 8 секунд.
- После этого аккуратно снимите элементы с насадки и зафиксируйте их крепко друг к другу. Не нужно производить поворотные движения.
- Для обеспечения надежного соединения оставьте стык под давлением на 4-10 секунд. Этого времени хватит для качественного застывания полипропилена и получения прочного соединения.
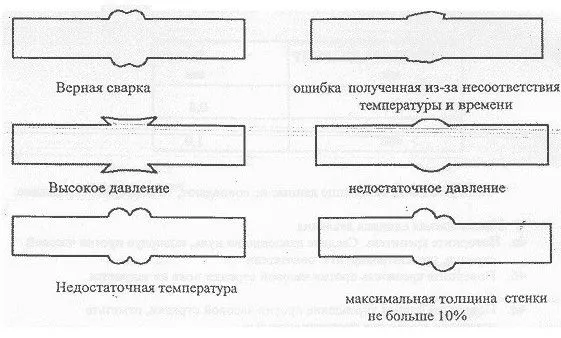
Важно учитывать, что правильное время нагрева является ключевым моментом. При недостаточном времени нагрева могут возникнуть утечки. Слишком высокая температура может привести к сжатию внутренней части трубки и ее воспламенению. Не стоит удалять ткань немедленно, так как горячий пластик может деформироваться еще сильнее. Лучше подождать завершения процесса остывания и только потом удалить излишки материала.
Характеристики установки
Однослойные трубы, изготовленные из полипропилена классами PN 10 и PN 16, обладают высоким коэффициентом теплового расширения: при температурной разнице в 100°C каждый метр удлиняется на 1,5 см. Даже если предположить, что такая разница температур является маловероятной в реальных условиях, это является значительным показателем. Чтобы избежать повреждений водопровода из-за увеличения длины, в системе предусмотрены специальные компенсаторы или расширительные петли.
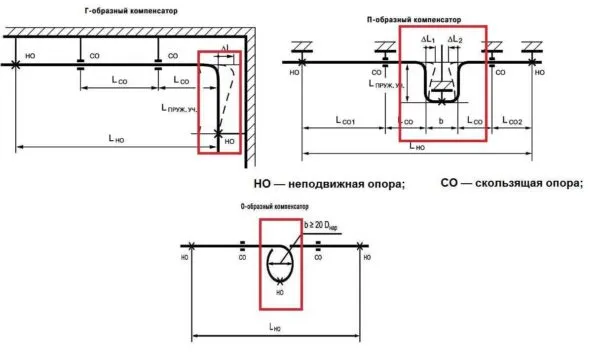
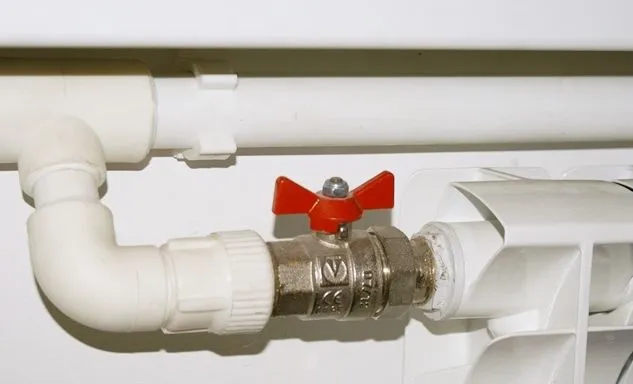
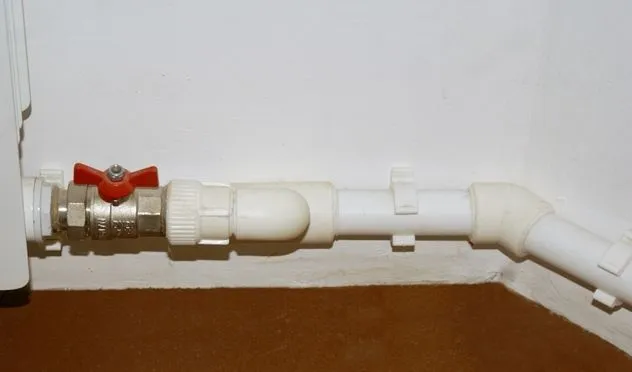
Если труба имеет небольшую длину и в ней проходит холодная вода, особо не требуется устанавливать компенсатор — разница в длине будет незначительной. Тем не менее, рекомендуется создать хотя бы один простой L-образный компенсатор для подачи горячей воды (см. рисунок).
Принцип соединения
Полипропиленовые трубы обладают множеством плюсов, однако одним из их недостатков является невозможность изгиба. Поэтому при установке полипропиленовых труб нужно обязательно применять фитинги для всех ответвлений и поворотов. Это специализированные элементы, такие как стенки, колена, редукторы, соединители и так далее. Также существуют краны, компенсаторы, байпасы и другие компоненты системы, которые также изготавливаются из полипропилена.

Все эти компоненты связываются с трубами посредством сварки. Материалы двух соединяемых элементов нагреваются до состояния плавления и затем объединяются. Полученное соединение обладает монолитной структурой, что обеспечивает высокую надежность полипропиленовых труб. Более подробно о сварке и необходимых инструментах можно узнать здесь.
Для соединения с другими материалами, такими как металл, а также для перехода на бытовые приборы или сантехническую арматуру используются специальные фитинги. Они полностью изготовляются из полипропилена с одной стороны и оснащены металлической нитью с другой. Размер и тип этой нити выбираются в зависимости от типа подключаемого устройства.
Планировка системы
Так как трубы из полипропилена не поддаются изгибу, при планировании кабельной системы необходимо уделить внимание сокращению обходов и поворотов. Кроме того, данные трубы комплектуются фитингами и имеют фиксированную стоимость (в отличие от обычных труб). Поэтому стоит стремиться к оптимальному прокладыванию кабелей — избегайте излишних изгибов, обходов и ответвлений.
Последовательное подключение (через тройники)
Установка трубопроводов, выполненных из полипропиленовых труб с последовательным соединением потребителей (санитарных и бытовых приборов) применяется в небольших системах. Обычно присутствует около 5-6 точек подключения. При такой конфигурации сантехнической системы одна труба проходит через стояк и последовательно соединяет все точки подключения. Все ответвления в монтажных трубах PPR образованы компенсаторами, что делает данный тип также известным как Т-образные трубы.
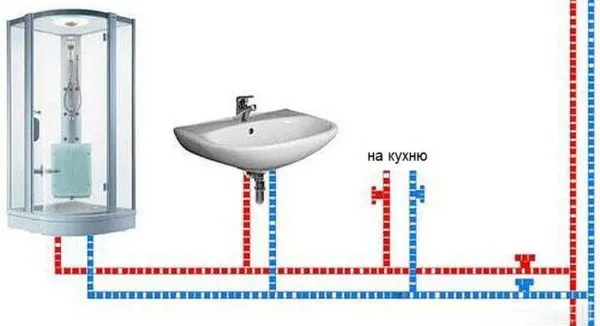
Преимущество данной системы заключается в том, что для её реализации требуется всего несколько трубопроводов. Однако ее недостатком является то, что давление снижается на каждом ответвлении. В результате, если функционируют одна или две ветки, то третья, находящаяся на максимальном расстоянии от стояка, может не получить достаточного давления.
Параллельная (коллекторная) разводка
Параллельную систему также называют многоканальной схемой. Это обусловлено тем, что после выхода из стояка устанавливается специальное устройство — коллектор. Коллектор представляет собой элемент с одним входом и несколькими выходами. Такие устройства могут быть изготовлены как из полипропилена, так и из металла. Для гидравлических систем оптимально подходят (и стоят дешевле) полипропиленовые коллекторы.
Система подключения организована так, что от каждой розетки к каждому потребителю (иногда к небольшой группе потребителей) прокладывается отдельная линия.
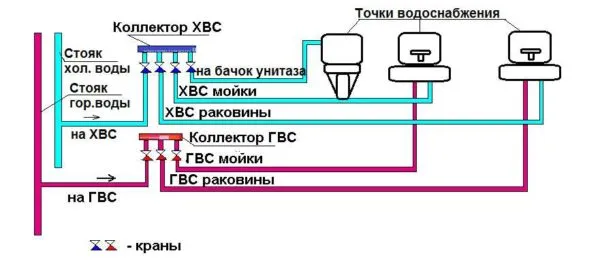
Одним из главных достоинств данной системы является то, что давление на всех выходах остается одинаковым; однако, недостатком можно считать необходимость использования большого количества трубопроводов. Другим важным преимуществом является то, что в случае сбоя в одном из участков, отключение происходит только для одного потребителя, тогда как остальные элементы системы продолжают работать без перебоев. Стоит отметить, что для возможности отключения отдельных приборов необходимо устанавливать клапаны на выходе коллектора (чаще всего это шаровые краны, но в случае необходимости регулировки коллектора можно установить вентиль).
Подводка к сантехнике и бытовым приборам
При каждом способе монтажа полипропиленовых труб происходит адаптация трубы к конкретному потребителю. Существуют два вида подключения: гибкое и жесткое.
Жесткое соединение труб и фитингов из полипропилена (PPR) отличается высокой надежностью благодаря своей прочности. В этом варианте имеется лишь одно место соединения — в точке подключения к потребителям. Однако такой способ соединения требует высокой точности, допускаемые отклонения могут составлять всего несколько миллиметров. Процесс монтажа полипропиленовых труб зачастую не под силу выполнить вручную, поэтому чаще всего применяется гибкий инлайнер. Тем не менее есть моменты, при которых его использование оказывается невозможным: для подключения газовых котлов или газовых колонок к накопительным водонагревателям и водяным сушилкам для полотенец рекомендуется использовать жесткую подводку.

Как самостоятельно соединить полипропиленовые трубы без пайки
Соединение полипропиленовых труб без необходимости сварки стало возможным благодаря разработке специализированных соединительных элементов, таких как фитинги, соединители и фланцы, а также высокопрочных клеевых составов, созданных для работы с полимерными изделиями.
Применение материалов, таких как полипропилен, решило проблему коррозии в системах водоснабжения, отопления и канализации. Широкое применение полипропиленовых трубопроводов приносит значительные экономические преимущества в различных сферах человеческой деятельности.
В отличие от металлических труб, пластиковые изделия соединяются при помощи сварки с использованием специального паяльника. Процесс достаточно прост, однако приобретать дорогостоящее оборудование не всегда целесообразно, а возможность его аренды имеется не во всех местах.
Преподаватели изучили методы соединения полипропиленовых труб с использованием пластиковых фитингов без применения сварочных работ. В настоящее время существует несколько способов такого соединения, которые не требуют сварки.
Один из методов заключается в том, что концы труб удерживаются вместе при помощи фитингов, которые сжимаются с помощью специальных клещей. В результате деформации фитингов из мягкого сплава формируется прочный, компактный и герметичный узел.
Кроме того, пластиковые трубы можно соединять с помощью фланцев, специального клея, соединительных элементов и комбинированных фитингов. О каждом из этих методов будет сказано подробнее в следующих разделах.

Методы соединения без сварки
Существуют различные способы соединения пластиковых труб, и их можно классифицировать следующим образом:
- обжимные;
- разъемные;
- резьбовые.
К преимуществам можно отнести быструю установку и отличную герметичность соединений. Однако среди недостатков стоит выделить сложность и высокую стоимость проходных устройств.
Разъемные
Когда система трубопроводов нуждается в периодической разборке компонентов, соединения становятся разъемными. Для этого применяются специальные комбинированные фитинги. Металлические резьбовые вставки устанавливаются в пластиковые элементы с одной стороны, а с другой стороны фиксируется соединительный конус с накидной гайкой. Гайка накручивается на противоположную резьбу, и конус плотно располагается на своем месте, обеспечивая прочное и стабильное соединение. Для демонтажа достаточно просто открутить гайку и раздвинуть концы в стороны.

Преимуществом данного метода является возможность быстрой блокировки определённого участка водопроводной системы в случае аварии или для выполнения ремонтных работ, что достигается ослаблением штекерных соединений и установкой заглушек.
Однако недостатком этого способа подключения является его сложность при монтаже.
Резьбовые
Резьбовые соединения представляют собой другой метод объединения пластиковых труб без использования паяльника. Полимерные трубы водоснабжения могут быть соединены с фитингами из полипропилена, комбинированными фитингами или металлическими изделиями различных конструкций и размерных решений.
Для достижения герметичности стыков используются прокладки, а также соединение контактных поверхностей с помощью полимерной ФУМ-ленты или льняной крошки. Прочность и надёжность таких соединений достигается благодаря применению винтовых соединений.
Одним из главных достоинств метода соединения пластиковых труб является его высокая скорость и легкость установки фитингов. Однако между недостатками следует отметить увеличение вероятности возникновения утечек в местах соединений.
Методы соединения
В настоящее время имеется множество методов, позволяющих соединять пластиковые трубы как между собой, так и с металлическими:
- фитинги;
- фланцы;
- муфты;
- склейка;
- в раструб;
- холодная сварка;
- паяльная лента.
Фитинги
Элементы систем трубопроводов для подачи пластиковых материалов успешно соединяются с помощью компрессионных фитингов. Гибкость таких изделий заключается в возможности соединения компонентов из различных материалов. К примеру, алюминий можно объединять с медными, полипропиленовыми, ПВХ и ПНД элементами. Особенность конструкции состоит в том, что разъемы можно многократно собирать и разбирать без потери их функциональности. Рынок сантехники изобилует множеством разнообразных конструкций компрессионных фитингов.
Компоненты этих фитингов состоят из корпуса, внутри которого располагаются гильза и два зажимных уплотнительных кольца. Данная продукция также находит применение при соединении труб из ПНД и ПВХ. Они обладают высокой устойчивостью к ультрафиолетовому излучению и агрессивным химическим веществам. Напорная арматура предназначена для холодного водоснабжения малоэтажных зданий, а также для уличного водоснабжения городов и поселков.

- С обеих сторон фитинга необходимо отвинтить обжимные гайки, не снимая их полностью.
- Концы труб следует обработать мыльным раствором или жидким мылом для облегчения процесса и аккуратно вставить их в обжимные гайки с обеих сторон. Когда патрубки правильно войдут в уплотнительные кольца, появится легкий щелчок.
- Обжимные гайки надёжно закручиваются до максимального предела с необходимым усилием.

- Перед тем как запустить воду, необходимо вручную проверить соединительный узел на наличие прочности, при этом следует попытаться разъединить его компоненты.

Фланцы
Монтаж фланцев представляет собой один из наиболее эффективных методов соединения пластиковых изделий без применения пайки. Ключевым моментом является корректная подготовка труб и фланцевых соединений для обеспечения надежности соединения. Существуют различные методы изготовления крепежа как для малых, так и для крупных диаметров. Фланцы с компрессионными фитингами обычно применяются для соединения полипропиленовых элементов в системах бытового водоснабжения. Применять такие фитинги весьма удобно:
- подготовка концов труб включает очистку от пыли и загрязнений, а также снятие фаски по краям под конус;
- патрубки обрабатывают моющим средством или жидким мылом, после чего их вставляют в обжимные гайки до появления характерного щелчка уплотнительного кольца;
- фланцы с резиновыми прокладками соединяются таким образом, чтобы монтажные отверстия совпадали;
- болты вставляют в отверстия и затягивают гайками с шайбами;
- открывают воду. В случае выявления утечки, болты следует осторожно подтянуть по кругу до тех пор, пока влага на фланцах не исчезнет.

Использование фланцев для соединения полипропиленовых труб без сварки — практически единственный метод установки полипропиленовых компонентов в системах горизонтальной канализации. В этом процессе применяются чугунные фланцы.
Соединение трубопроводов из полипропиленовых труб
При корректном исполнении монтажа полипропиленовые трубопроводы могут служить до 50 лет без необходимости ремонта. Востребованность пластиковых труб в строительстве жилых домов частично объясняется тем, что установка полипропиленовых труб доступна для выполнения своими силами.

Выбор метода соединения пластиковых труб во многом определяется наличием необходимых инструментов, характером материалов для соединения и функциональным назначением этих соединений.
- Методы соединения полипропиленовых труб
- Диффузионная сварка
- Стыковое соединение
- Сварка с использованием электрофитингов
- Холодная сварка
- Разъемные соединения
- Соединение враструб
Методы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две главные группы. Первая группа включает в себя соединение материалов путем нагревания полимера до температуры его плавления. Вторая группа охватывает все методы «холодного» соединения, за исключением холодной сварки.
- Сварные соединения классифицируются как неразъемные. В данном процессе осуществляется диффузия. Однородные полимеры смешиваются на молекулярном уровне, формируя монолитную структуру. Такой метод соединения обладает высокой прочностью, однако требует специализированного инструмента или клея (в случае холодной сварки). Кроме того, еще одним недостатком является невозможность временного демонтажа систем без повреждения части конструкции.
- Разъемные (резьбовые) соединения изготавливаются с использованием специальных фитингов. Они применяются для стыковки тонкостенных труб небольшого диаметра, а также при создании конструкций из различных материалов, например, для соединения полипропилена с полиэтиленом и металлическими компонентами.
Диффузионная сварка
Существует два основных метода: склеивание (труба к трубе) и использование дополнительных фитингов (раструбная сварка). Эти технологии основаны на плавлении полипропилена и имеют свои особенности в процессе работы.
Сварка с использованием диффузионных раструбов осуществляется на полипропиленовых трубах диаметром от 16 до 40 мм.
В этом случае фитинг выступает как дополнительный элемент из полипропилена, который обеспечивает прочность соединения.
Для материалов с большими стенками пайка осуществляется сваркой, при которой трубы соединяются непосредственно, не используя дополнительные фитинги. Производители полипропиленовых труб предлагают фитинги, полностью изготовленные из полимерных материалов, а также модели с резьбовыми переходами для подключения металлических компонентов.
Выбор конфигурации фитингов основывается на характеристиках трубопроводной системы. Производители предоставляют следующие виды фитингов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одинакового диаметра и переходы на другой диаметр;
- полностью полимерные или комбинированные варианты из полимера и металла;
- с резьбой как с внутренней, так и с внешней.
Рекомендуем вам ознакомиться с материалом: Маркировка и качество полипропиленовых труб.

Маркировка и этикетирование полипропиленовых труб. Полипропиленовые трубы изготавливаются с использованием специального оборудования:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- инструмент для удаления металлической арматуры;
- инструменты для снятия фаски с края;
- измерительные инструменты, такие как линейка, угольник, маркер и уровень.
Процесс соединения полипропиленовых труб методом раструбной сварки выглядит следующим образом:
- паяльник размещают на ровной поверхности и нагревают до температуры 260 градусов, при этом его не выключают во время работы;
- на поверхность аппарата устанавливаются насадки соответствующего диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищаются от металлического слоя;
- Все срезы очищаются от жира, загрязнений и заусенцев, а также удаляется фаска;
- Подготовленные элементы трубопровода с помощью физического усилия насаживаются на разогретые приспособления и выдерживаются в течение необходимого времени;
- Снимаются одновременно обеими руками и сразу соединяются между собой, фиксируются до полного остывания.
Стыковка полипропилена и полиэтиленовых материалов
Соединение участков полиэтиленовых и полипропиленовых труб может быть актуальным при монтаже систем холодного водоснабжения. В этом случае также используются специально разработанные фитинги для резьбового и фланцевого соединений с применением сварки.
- Первый метод соединения предполагает сварку фитинга с полипропиленовой частью и обжимное соединение с трубой из полиэтилена.
- Второй метод – фланцевое соединение. Герметизация фланцевого стыка осуществляется путем установки резиновой прокладки.
Необходимость в подобной комбинации возникает, когда для подачи воды в дом используются полиэтиленовые материалы, а для внутренней разводки — полипропиленовые трубы.
Соединение с расширением
Соединение полипропиленовых труб без применения фитингов, резьбы или сварки возможно при установке труб диаметром 50 мм, имеющих на одном конце специальное расширение. Производитель должен заранее оснастить такое изделие эластичным уплотнительным кольцом. Установщику остается лишь совместить трубы.
Полипропиленовые трубные соединения широко применяются при монтаже канализации и трубопроводов в частных зданиях.
Рекомендации
- Чтобы обеспечить прочность сварочного шва в месте соединения полипропиленовых труб, важно, чтобы используемые элементы имели одинаковый химический состав, который соответствует составу полимера. В связи с этим рекомендуется приобретать трубы от одного производителя.
- Сварочные работы лучше проводить в комфортном и просторном помещении, что позволит одновременно обрабатывать несколько элементов системы. После завершения сварки останется лишь закрепить их на определённом месте.
- При работе со сварочным оборудованием настоятельно советуется использовать специальные перчатки, которые защитят руки от возможных ожогов.
- Для монтажа следует выбирать инструменты высокого качества от проверенных брендов.
Если установка производится только один раз, то покупать оборудование не имеет смысла — значительно выгоднее взять его в аренду.
Если вы хотите узнать, как самостоятельно создать сварочный аппарат для полипропиленовых труб, обратите внимание на видео, представленное ниже.
Этап второй. Сварка полипропиленовых труб

Для выполнения данной процедуры понадобится электрический лобзик, предназначенный для резки полипропилена, а также специализированное оборудование для сварки.

Внимание! Прежде чем приступить к работе, установите на устройство насадки подходящего диаметра. После этого с помощью термостата задайте нужную температуру (приблизительно 260-265 градусов Цельсия), затем дождитесь, пока оборудование нагреется (информацию о времени нагрева можно найти в руководстве пользователя).
Шаг первый. Пока устройство разогревается, осуществите необходимые измерения, выполните разметку и нарежьте трубы.
Шаг 2. Торцы деталей, которые будут соединяться, необходимо тщательно сгладить и обезжирить.
Шаг 3. С помощью карандаша отметьте глубину вставки каждой трубы в раструб. Обычно следует придерживаться расстояния не менее одного метра, чтобы трубы не соприкасались с основой фитинга.
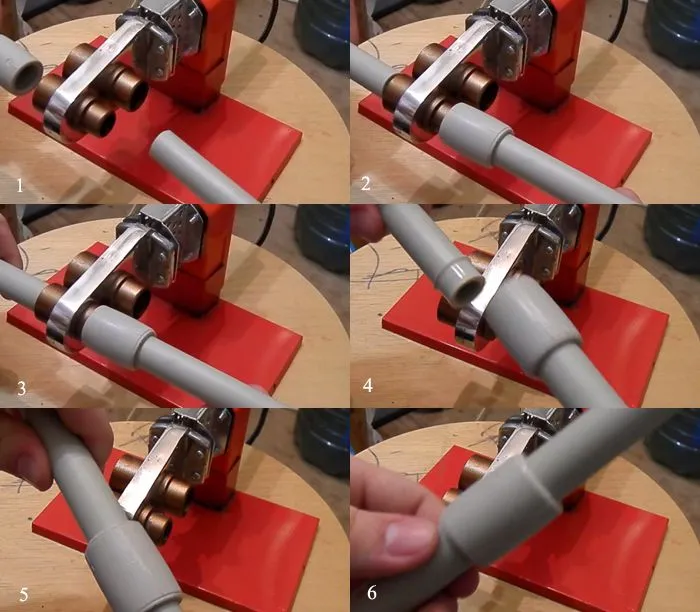
Четвертый шаг. Установите полипропиленовую трубу с фитингом в защитную трубку согласно маркировке и обеспечьте одновременный нагрев всех компонентов.
Внимание. Если какой-либо из элементов слишком слабо держится (или слишком рыхлый), его нужно немедленно утилизировать.
Длительность нагрева зависит не только от диаметра заготовки, но и от глубины сварного шва (см. таблицу ниже).
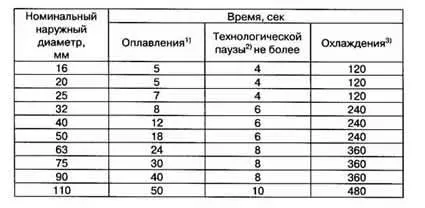
Шаг 5. После того как пройдет некоторое время, аккуратно извлеките составляющие и соедините их, прижав друг к другу с легким усилием. Не вращайте элементы вокруг своей оси.

Шаг 6. Первоначальная настройка выполняется в течение нескольких секунд после установки соединения, после чего элементы надежно фиксируются.
Этап третий. Установка трубопровода
Для монтажа каналов вам понадобятся следующие материалы:
- трубопроводы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
Сначала необходимо установить ключевые компоненты системы, такие как трубопроводы, радиаторы и котлы. После этого проводится разметка будущих трубопроводов согласно заранее составленному плану. Элементы трубопровода соединяются друг с другом с использованием специальных соединителей.
Внимание: труднодоступные участки системы монтируются отдельно.
При организации отопления или горячего водоснабжения важно учитывать тепловое расширение материалов. Рекомендуется внедрять подвижные соединения для компенсации этого расширения. При установке закрытой трубы сначала следует вырезать канавку в стенах; при этом необходимо обеспечивать ширину канавки, равную двум диаметрам трубы.
Заполнение трубы жидкостью разрешается только спустя один час после завершения монтажа. Гидравлические испытания можно проводить только через сутки.

Канализационная система из полипропиленовых труб
Как было упомянуто ранее, полипропиленовые трубы в настоящее время находят широкое применение в системе канализации. Установочный процесс в данном случае имеет свои особенности.

Внутренняя канализация
При организации канализационной системы в доме необходимо придерживаться определенных правил.
- Трубопровод должен укладываться с наклоном к канализационному стояку (примерно 3 см на каждый метр).
- Для помещений без отопления трубы нужно дополнительно утеплять минеральной ватой.
- Запрещается делать резкие повороты под углом 90 градусов; вместо этого следует использовать полуотводы.
- Вентиляция фанового типа является обязательной частью канализации, которая поможет предотвратить проникновение неприятных запахов в дом.
- Установка унитаза должна выполняться только после подключения раковины, иначе это может привести к нарушению работы водяного затвора.
Наружная канализация

Шаг первый. Установите диаметр труб, который в значительной степени зависит от числа жителей, проживающих в вашем доме.
Шаг второй. Вторая etapa: выкопайте траншею от канализационной трубы до септика или выгребной ямы. Земля должна быть уклонена с учетом линии промерзания, либо трубы необходимо утеплить минеральной ватой.


Третий этап. Поверхность земли укрыта «подушкой» из песка, толщина которой составляет как минимум 20 см.

Четвертый шаг. Установка лестницы. Важно избежать потенциального ослабления конструкции, иначе суставы могут вскоре разрушиться.
Будьте внимательны. Стыки не следует герметизировать, поскольку полипропиленовые трубы уже оборудованы эластичными уплотнениями снаружи.
Горизонтальное бурение траншеи для труб выполняется с использованием специализированного оборудования с нажимными прессами. Процесс сверления осуществляется с помощью конического стального наконечника. Подобная техника применяется и в строительной сфере:
- автомобильных и железнодорожных дорог;
- трубопроводов, прокладываемых в подвалы;
- магистралей к эксплуатационным колодцам.