Если производитель решил сэкономить и намеренно установил слишком высокое содержание свинца в сплавах, то такой припой окажется более тугоплавким, что может сделать его непригодным для качественной пайки, создавая риски для надежности соединений.
Почему к паяльнику не прилипает олово
Нередко новички, приобретающие новый паяльник, сталкиваются с неприятной ситуацией: олово не прилипает к нагретому концу инструмента, даже если он предварительно был обработан канифолью. Это может вызывать сильные переживания и недовольство, и многие приходят к выводу, что приобрели некачественный или неисправный паяльник. Однако не следует спешить с выводами и не стоит торопиться возвращать инструмент в магазин.
Для полноценной работы паяльника требуется особая подготовка его наконечника. Прежде всего, наконечник должен быть правильно отлит и обработан; только тогда устройство будет функционировать в полную силу. Если вы не знаете, как добиться качественного прилипания припоя к жало, рекомендуется ознакомиться с пошаговой инструкцией по его предварительной обработке.
Этапы лужения жала
Чтобы успешно выполнить лужение, вам понадобятся следующие материалы:
- паяльник;
- напильник;
- канифоль;
- олово;
- дощечка из натурального дерева.
Процесс лужения относительно прост, однако он требует определенного времени:
- Прежде всего, напильником необходимо тщательно зашлифовать медную поверхность жала до блеска. Для этого следует плоско прижать напильник к кончику жала. Эта процедура относится не только к новым паяльникам, но и к старым устройствам, на которых со временем образуется медная окись. В процессе обработки жало должно стать гладким и блестящим.
- После этого нужно нагреть напильник и опустить его в канифоль, затем в олово и на деревянную дощечку. На этом этапе припой может не прилипать к жалу, поскольку еще неизвестно, насколько равномерно медная поверхность покрыта припоем. Следует повторять этот процесс до тех пор, пока медное жало не станет серебристым. Как только это произойдет, можно считать процесс лужения завершенным и переходить к пайке.
Используйте дощечку из мягкой древесины, чтобы ускорить процесс. Например, еловая или кедровая древесина считается предпочтительной, так как они содержат больше смолистых соединений, которые помогают в процессе лужения.
Почему припой не липнет к паяльнику
Пайка представляет собой процесс создания надежного металлического соединения за счет плавления соединительных материалов. Этот метод является более простым, дешевым и удобным способом соединения материалов, в отличие от сварки, где расплавляется основной металл. В процессе пайки используются паяльники или газовые горелки. Для домашних условий предпочтение чаще всего отдается паяльнику, так как он проще в эксплуатации и более доступен по цене. Однако, как и при использовании любого инструмента, могут возникнуть определенные проблемы, такие как недостаточный нагрев, несоответствие размеров, а также ситуация, когда металл отказывается прилипать к жало. Все эти факторы значат, что их следует принимать во внимание, чтобы достичь наилучшего результата. Главный принцип заключается в нагреве наконечника до необходимой температуры для расплавления припоя, при этом для улучшения взаимодействия можно использовать флюс. Далее расплавленный материал перемещается к месту пайки. Если же припой не прилипает к паяльнику на этом этапе, то процесс пайки не будет успешным.

Многие сталкиваются с ситуацией, когда клей не прилипает к жало паяльника.
Почему припой не держится на паяльнике?
Этот вопрос часто интересует начинающих мастеров. Каждый, кто только начинает работать, может столкнуться с проблемой, когда все нагревается до необходимой температуры, но взаимодействия между паяльником и расходными материалами не происходит. Иногда проблему можно решить, внесением небольших корректировок в рабочий процесс, но иногда это требует более сложных решений.

В первую очередь, самая распространенная причина, почему паяльник не удерживает припой — это недостаточное количество флюса. Эта ошибка часто возникает у новичков. Может случиться так, что флюс вообще не был нанесен, что легко исправить, просто включив его в рабочий процесс. В этом случае, какой бы высокой ни была температура, инструмент не сможет отделить часть расплавленного металла. Однако бывает и такая ситуация, что, хотя флюс и есть, его недостаточно для образования качественного сварного шва. Поэтому важно тщательно покрыть как наконечник, так и место соединения флюсом, канифолью или другим подходящим материалом.
Другой причиной, по которой припой не прилипает к паяльнику, может быть неправильный выбор расходных материалов, которые могут играть решающую роль в результате. Для того чтобы обеспечить качественную пайку в зависимости от особенностей металлов или сплавов, требуется выбирать специальные флюсы, которые подходят для конкретного типа материала. Это особенно актуально для металлов, трудносвариваемых, где необходимы специальные промышленные флюсы для достижения желаемого качества соединения.
Кроме того, перегрев самого инструмента может стать причиной неприлипания. Высокая мощность паяльника, например, 25 ватт, может привести к перегреву, если устройство подключено напрямую к сети. В этом случае стоит задуматься о использовании диода с переключателем или регулятора мощности. Это позволит добиться нужной вязкости припоев, чтобы они прилипали к наконечнику. Также можно рассмотреть вариант с менее мощными моделями паяльников. Однако использование менее мощного устройства также может привести к новым проблемам, о которых также стоит позаботиться.
Некоторые сталкиваются с проблемой недостаточного нагрева. Если паяльник не обеспечивает нужной мощности или же установка не успела нагреться до необходимых значений, это не даст возможности достичь нужной температуры для плавления материала. Важно учитывать, какая температура плавления требуется для используемого припоя, чтобы выбрать инструмент с достаточной мощностью или дождаться, пока имеющийся инструмент достигнет необходимых значений температуры. Эта ситуация также часто встречается в домах с ограниченными техническими условиями.
Почему к паяльнику не прилипает олово?
На сегодняшний день в XXI веке почти все радиоустройства и электронные агрегаты собираются на роботизированных производственных линиях без участия человеческой руки. Однако, тем не менее, несмотря на большое количество готовых электронных устройств, все еще существует немало людей, предпочитающих самостоятельно заниматься сборкой и ремонтом различных электроник и радиоприборов. Многие новички считают, что для того, чтобы стать радиомехаником, достаточно приобрести паяльник, олово и канифоль. Однако, прежде чем приступить к работе, следует изучить основы пайки и работы с паяльником.

Припой
Выбор подходящего припоя является первым шагом в этом процессе. Припой представляет собой оловянно-свинцовый сплав, обладающий низкой температурой плавления и высокой скоростью затвердевания. Это делает пайку кабелей и радиодеталей быстрой, удобной и надежной. Наилучшим вариантом можно считать чистое олово.
Паяльник
Паяльник, как основное средство работы радиомеханика, хотя и является простым устройством, требует от пользователя навыков правильного использования, а также умения ухаживать за ним и соблюдения определенных правил безопасности. Это особенно актуально для начинающих, которые могут столкнуться с такими вопросами, как: «Почему паяльник не прилипает к металлическому листу?» Для решения этой проблемы необходимо придерживаться следующих рекомендаций:
- Паяльник должен быть хорошо разогрет;
- Необходимо очистить жало паяльника от загрязнений, застывшей пластины и других остатков предыдущих работ при помощи напильника;
- Жало должно быть залужено, равномерно покрыто тонким слоем олова;
- Поверхности паяемых деталей также должны быть очищены, чтобы обеспечить хорошее соединение.
Следует отметить, что пайка и лужение невозможны без важного компонента — флюса. Вещество, предотвращающее окисление металлических частей паяльника. Радиотехники зачастую применяют такую вещество, как канифоль.
Флюс — важный компонент в пайке
Флюс является неотъемлемой частью процесса пайки, так как он предотвращает окисление металлов. При пайке с использованием флюса, поверхность деталей, которые соединяются, должна быть тщательно подготовлена перед началом процесса, чтобы избежать окислительных реакций и обеспечить надлежащее качество соединений.
Почему к паяльнику не прилипает олово?
Существует несколько причин, по которым олово не прилипает к паяльнику. На самом деле их не так много, и самая основная причина связана с грязью или оксидной пленкой. Два этих элемента являются ключевыми факторами для достижения качественной пайки. Если поверхность паяльника загрязнена или покрыта оксидной пленкой, это может затруднить прилипаемость припоя.
Чаще всего в домашних условиях паяльщики используют оловянно-свинцовый припой (POS.), который имеет температуры плавления в диапазоне от 190 до 300 °C. Обычно такая температура достаточна для проведения пайки. Однако, если паяльник перегрет, это может привести к сгоранию как припоя, так и флюса, что может затруднить их прилипаемость.

В большинстве случаев жала паяльников изготавливаются из меди, которая окисляется при высоких температурах. Слоем оксида меди, покрывающего поверхность наконечника, может быть причина, по которой припой не прилипает, поскольку он препятствует хорошему контакту.
Как залудить паяльник с медным жалом
Сначала необходимо обработать наконечник медного жала, так как неомедненный металл с оксидным слоем не позволяет качественно паять. Каждый, кто когда-либо занимался пайкой, знает, что такое лужение. Процесс лужения подразумевает нанесение тонкого слоя олова на металлическую поверхность жала паяльника.
Сначала холодное жало паяльника следует тщательно очистить от оксида меди с помощью напильника или наждачной бумаги, чтобы убрать даже самые мелкие царапины и бороздки. После этого покрываем поверхность флюсом. Жидкий флюс можно быстро нанести кистью или плоским шпателем для удобства.

Затем подключите паяльник к сети, и дайте ему немного нагреться. В это время необходимо аккуратно погрузить паяльник в канифоль. Не стоит ожидать, что инструмент нагреется в воздухе, чтобы предотвратить повторное окисление.

Когда паяльник достигнет необходимой температуры, потрите его кончик об предварительно заготовленный клейкий материал. Опять же, не перегревайте инструмент. При должной обработке наконечник будет прекрасно удерживать припой, который равномерно покроет медное жало и будет свободно перемещаться по заготовке во время работы.
Когда паяльник с «вечным жалом»
Так называются инструменты с никелированным наконечником. Несмотря на название, никелевое покрытие обладает определенной недолговечностью, и оно также требует лужения. При этом необходимость предварительной очистки напильником отсутствует. Вместо этого достаточно удалить нагар с горячего паяльника с помощью влажной ткани, сложенной в несколько слоев.

Затем следует немедленно погрузить конец паяльника в банку с канифолью, куда предварительно добавлен кусочек припоя. Канифоль будет плавиться вокруг паяемого элемента, и когда он опускается в расплавленную смесь, прикосновение кончика паяльника к ней обеспечит покрытие его поверхности припоем.
Для того чтобы избежать избыточной точности, эксперты рекомендуют оставлять помещение при припоях под контролем температуры нагрева.
Как записать песню в Adobe Audition
Сначала объясню, как научиться паять. Я подготовил специальный урок, который не безразличен к основной теме. Он будет полезен тем, кто хочет заниматься пайкой не только проводов, розеток или вилок, но и к другими соединениями. Давайте начнем.
Что нам понадобится для пайки?
Помимо паяльника (оптимально — паяльной станции), вам понадобится: припой, канифоль. Лучше всего выбрать проволочный припой, намотанный на катушку. Эта проволока устроена таким образом, что в ней уже содержится канифоль внутри, не нужно будет дополнительно опускать кончик паяльника. Об этом я расскажу подробнее ниже…
Все необходимые материалы можно купить в ближайшем радиомагазине.
Если ваш паяльник не готов к работе сразу после включения, а обычный паяльник, вам потребуется его подготовить (особенно, если он новый) — залудить, иначе он не будет удерживать припой. Теперь давайте посмотрим на процесс лужения.
Читайте также: Упрочнение металлических деталей, создание защитных покрытий
В случае никелевого покрытия
При пайке часто применяют паяльники с так называемым «вечным носиком», который покрыт тонким слоем никеля. Порой это покрытие не считается долговечным. Почему? Потому что его недостаточно для качественного соединения. На этом этапе возникает вопрос, зачем вообще счищать никелевое покрытие?
Что происходит далее? Необходимо удалить нагар. Для этого используют слегка нагретый паяльник и влажную ткань, сложенную в несколько слоев.
Следующие шаги заключаются в следующем:
- сразу после удаления загрязнений, жало следует погрузить в баночку с канифолью, в которую предварительно поместили кусочек припоя;
- Паяльником необходимо расплавить канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли необходимо прикоснуться к металлу, и он тут же покроет всю рабочую поверхность жала.
Лучший способ предотвратить неприлипание припоя — никогда не перегревать наконечник.
Как и любые другие процессы, пайка и лужение требуют постоянного контроля температуры. Если вы не можете позволить себе приобрести инструмент с регулируемой температурой, вам может помочь покупка проточного регулятора напряжения или самостоятельное создание такого устройства. Регулируя температуру, можно значительно увеличить эффективность работы.
Теперь рассмотрим, что такое сварка и пайка с точки зрения сплавления материалов.
Сварка — это процесс определения прочного соединения достаточно качественного, но без плавления основного металла. Это более простой и доступный аналог традиционной сварки с покрывающими материалами, но принцип здесь другой — нагрев может происходить с помощью паяльника либо газовой горелки, в зависимости от ситуации.
Пайка нержавеющей стали в домашних условиях
Каждый знает, что домашним мастерам периодически приходится сталкиваться с бытовыми трудностями, которые нужно самостоятельно решать. Однако с сваркой нержавеющей стали могут возникнуть затруднения, требующие особых навыков, умений и знаний. Вам понадобятся определенные материалы и инструменты. Вот список необходимых предметов:
- Паяльная кислота;
- Электропаяльник мощностью на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка, для работы с мелкими деталями;
- Металлический трос для аккуратного исполнения работы.
Когда все необходимые инструменты готовы, можете приступать к следующему шагу:
- Сначала необходимо подготовить флюс и паяльник на 100 Ватт. Не имеет особого смысла использовать более мощный паяльник для обработки нержавеющей стали. В качестве флюса используется обычная паяльная кислота, а также присутствие оловянно-свинцового припоя всегда должно быть под рукой.
- Начинайте с очистки соединяемых участков нержавеющей стали. Для этого используйте наждачную бумагу или напильник. По завершении очистки нанесите паяльную кислоту на обработанную поверхность, после чего выполняйте сварку.
- Если на первой попытке вы не достигли успеха и припой снова не прилипает, рекомендуем использовать специальную щетку. Ее можно сделать самостоятельно, используя кусок трубы с сечением 5 мм, в которую проложите тонкие жилы, вытянутые из металлического троса. Затем обработайте место сталевыми щетками, после чего снова нанесите кислоту и подведите паяльник. Начинайте работать, применяя оба инструмента одновременно.
- После того как удалось отлудить поверхности, начинайте непосредственно пайку нержавеющей стали.
Почему припой не держится на паяльнике?
- Проблемы могут заключаться в том, что жала являются съемными и изготавливаются из никеля.
- Либо жала могут быть из меди.
Оборудование, имеющее высококачественные насадки, применяется исключительно в сложной сварочной технике, где предусмотрен контроль температуры.
Наиболее часто используются жала второклассного качества.
- Жало в форме иглы – идеально подходит для пайки очень мелких деталей, таких как SMD. Особенно эффективным такое жало оказывается при ремонте телефонов, поскольку оно позволяет точно работать на платах с высокой плотностью монтируемых компонентов.
- Жало-лопаточка – предназначено для выпаивания и монтажа крупных радиодеталей, удобное для работы с многовыводными микросхемами.
- Жало в форме капли – с этим жалом удобно перетаскивать припой с канифолью на место пайки, что значительно повышает качество выполнения работы.
- Жало с изогнутой формой – чаще всего используется при отпаивании радиодеталей в медной оболочке, чтобы избежать оставшихся ненужных остатков припоя на плате. Оно также может применяться при обычной пайке. Температура нагрева паяльника составляет около 290-300 С.
Паяльник всегда должен находиться в идеальной чистоте. Перед сварными работами новые соединения обрабатываются специальным инструментом, чтобы на их поверхности образовывались мелкие бороздки для лучшего прилипания. Затем наконечник проходит очистку с помощью канифоли, что обеспечивает качественное покрытие новым слоем припоя.
Не забывайте, что для качественного результата жало паяльника всегда необходимо покрывать тонким слоем канифоли после каждого использования.
Обработка флюсом или лужение
Главное в пайке – это обеспечение качественного контакта между свариваемыми деталями. Перед тем как начать процесс сварки, элементы нужно обработать флюсом или двойным травлением. Это позволяет значительно упростить соединение. Эти два процесса должны выполнять аналогичные функции: улучшение качества соединения и облегчение работы.
При работе с радиодеталями пригодны бескислотные флюсы. Например, канифоль. В магазинах можно найти канифоль, используемую при производстве музыкальных инструментов, это также можно применять для пайки. Однако металлические детали свариваются без использования канифоли. Для грамотной обработки необходима так называемая «сварочная кислота», что представляет собой растворение цинка в соляной кислоте. С ней опасно работать с радиодеталями, так как состав будет разрушать олово.
Если хотите выполнять пайку в сложных местах, вам необходимо использование жидкого флюса. Приготовить его можно в домашних условиях: измельчите канифоль в порошок и поместите в ацетон или этиловый спирт. После соединения доведите до одинаковой консистенции и добавьте еще канифоли, чтобы образовалась густая паста. Далее жидкая канифоль может быть нанесена на места соединительных швов с помощью кисточки или палочки.
При применении различных флюсов следует помнить, что компоненты, содержащие ацетон, являются высокотоксичными, и при необходимости следует избегать вдыхания их паров. Летом целесообразно проводить сварку рядом с открытой дверью или окном, а зимой регулярно проветривать рабочую зону. После работы обязательно мойте руки с мылом под теплой водой.
Разогрев и выбор температуры

Для успешной пайки важно знать, достаточно ли нагрето место соединения. Если используется обычный паяльник, это можно определить, исходя из поведения канифоли или других заполнителей. При нужном нагреве они активно пузырятся и выделяют пар, но не горят. Поднимая колос, капли кипящей канифоли остаются на кончике.
Для сварочной станции существуют такие советы:
- Температура нагрева деталей должна быть на 40-80°С выше температуры плавления припоя (это указано на упаковке).
- Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.
Таким образом, станция должна быть выставлена на 60-120°C выше, например, чем температура плавления припоя. Разница температур в этом вопросе будет критичной, так как зависит от теплопроводности металла. Чем выше теплопроводность, тем выше должна быть температура нагрева.
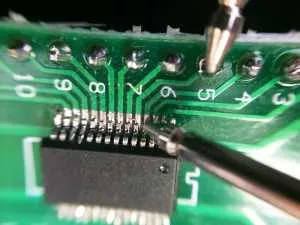
Если припой не липнет к жалу паяльника

Когда старые жала недостаточно качественно покрыты припоем, но не шипят, получится вернуть соединение в рабочее состояние так, чтобы все работало эффективно. Этот процесс не занимает много времени и создания затрат, но будет довольно эффективным.
Для этого потребуется небольшая ёмкость с особыми потоками, как изображено здесь:

Она небольшая, чуть больше наперстка.

На крышке находится резьба, которую следует открутить.

Внутри будет несколько сероватых кристаллов, которые нужно изучить поближе с помощью микроскопа.
Эти кристаллы белые, но между ними находятся крошечные, мелкие частицы клея.
Нагрейте паяльник и приступайте к очистке.

Процесс будет выглядеть следующим образом:

Наконечник отожжен, клей прилипает, полимеризация проходит успешно!
На заметку: позднее можно использовать ремонтную пасту для паяльников.
С помощью такой обработки потратите лишь около ста рублей на избавление от проблемы.
Автор не является членом редакции iXBT.com (читать далее)
Об авторе
Готовность к сотрудничеству: tykhonthecat@gmail.com
Не упускайте интересное! Подпишитесь на нас в ВК и Telegram.
Пожаловаться на комментарий
В моей лаборатории есть 10 различных паяльных инструментов: такие как ERSA, SH72, TS100 и так далее. Щипцы для паяльника, однако, не должны сжигать свои наконечники. Весь процесс сводится к тому, что правильно установить температуру и использовать качественные припої/флюсы.
Некоторые советуют прикладывать к месту удара влажное текстильное изделие, что помогает в течение нескольких недель. Профессионалы рекомендуют протирать используемые инструменты губкой с глицерином, без дополнительных трудностей. Если есть доступ к ликёру друга, в этом случае может содержаться клубника.
На протяжении 10 лет я испытывал регулятор и паяльник с медным жало, которое было у всей группы; все время использовал его в механическом отрасли. Даже после длительного времени, оно не теряется, ведь качественный инструмент на протяжении долгого времени остается в рабочем состоянии. Я не смотрел на весь процесс через призму бренда и стараюсь детально изучать свои потребности по поставкам. Важно определиться, остановить ли выбор на бренде таким образом, чтобы он соответствовал вашим задачам.
Почему припой не держится на паяльнике?
- Первоначально обращаем внимание на съемные жала, которые выполнены с никелевым покрытием.
- Либо это могут быть медные жала, которые также могут повлиять на качество соединений.
Оборудование, наилучшего класса, практически всегда применяет сложное сварочное оборудование с контролем температуры.
На практике используются чаще всего неоднозначные детали первом классе.
- Жало в форме иглы идеально подходит для выполнения работ с миниатюрными деталями, такими как SMD. Для ремонта телефонов такое же жало становится незаменимым, так как удобно работать на платах с высокой плотностью деталей.
- Жало-лопаточка способствует выпаиванию и работе с многовыводными микросхемами.
- Жало в виде капли удобно для переноса припоя на зону пайки.
- Изогнутые жала полезны во время удаления радиодеталей, защищающих медные поверхности. Они могут употребляться и при обычной пайке с нагревом инструмента до 290-300 С.
Убедитесь, что ваш паяльник находится в идеальном состоянии. Перед любым заделыванием серебряных швов обрабатываются при помощи молотка, чтобы сформировать маленькие углубления. После этого используются напильники для завершительной обработки наконечника, придающего желаемую форму.
Очищайте наконечник с помощью канифоли при смазывании, обеспечивая равномерное покрытие тонким слоем.
Почему паяльник дымит?
Проблемы часто возникают у новых приборов, которые только что были включены в сеть. Первый раз использование паяльника может вызывать беспокойство из-за обильного дыма, но паниковать не стоит. Это сигнализирует о том, что производитель покрыл рабочую часть специальным веществом, защищающим от коррозии и негативного воздействия температур. Если паяльник только что был приобретен и начал дымить, просто подождите, пока абсолютно все вещество не сгорит, прежде чем начинать пайку.
Если устройство не новое, следствием может стать чрезмерное загрязнение наконечника, которое при перегреве выделяет дым. В таком случае достаточно провести очистку наконечника и заново подключить паяльник. Небольшая дымка во время работы — это обычное явление.
Обработка флюсом или лужение
Вся важность сведена к тому, что качественно подготовить контакт между соединяемыми элементами. Это подразумевает предварительную обработку флюсом или травлением, что может значительно облегчить процесс пайки. Оба метода стремятся улучшить соединение, которое необходимо.
При работе с оборотными материалами используются флюсы без кислоты, такие как канифоль. Если нужно производится пайка металлических деталей, то используется специальная паяльная кислота — она представляет собой цинк, растворенный в соляной кислоте. Изготовление радиодеталей с его использованием совершенно нежелательно, так как он разрушает исходный припой.
Если вам надо выполнять пайку в труднодоступных местах, нужна жидкость флюса. Ее можно сделать самостоятельно, мелко покрошив канифоль и добавив часть ацетона или этилового спирта. После перемешивания получится густой состав с уже использованной канифолью для простоты работы с маленькими соединениями.
Итак, когда вы работаете с флюсами, помните, что вещества с ацетоном являются токсичными. Поэтому избегайте попадания паров в дыхательные пути, особенно важно летом проводить работу ближе к открывшимся окнам. Также после работы обязательно мойте руки водой с мылом.
В чем могут быть причины
При сварке происходит процесс расплавления шва, который заполняет пространство между соединяемыми компонентами. На самом деле, чтобы шов хорошо держался на металле, поверхность должна быть абсолютно очищена от окисов, различного загрязнения (масла, краски и прочей). Это основные проблемы, которые могут оказать влияние на снижение качества соединений и их прилипание.

Вторая причина, почему припой может не прилипать, — плохой уход за паяльником. Он может постоянна перегреваться, и это также снижает прилипаемость соединения. Клей не будет держаться на обгоревшем паяльном наконечнике, на котором уже образовались следы от ожогов. Совершенно неудивительно, что если наконечник не подготавливается, то припой не прилипает.
Почему припой ни к чему не прилипает — еще причины
Главной и распространенной причиной принятия решений, почему металл не подходит к готовой пайке, является цвет. Это может быть заметно и отличаться от цвета меди. Перед сваркой необходимо покрыть деталь медью.

Вторая причина заключается в перегреве. Излишний нагрев может привести к быстрому сгоранию флюса и обжогу поверхности наконечника. Это нарушает процесс пайки. Может быть оправдано понижение температуры за счет выдвижения наконечника вперед. В таком случае между поверхностью и нагревом будет разница в температуре.
Не стоит забывать о низком качестве припоя, которое также вызывает ряд согласованных проблем. Такие детали могут быть подделками, и их не следует недооценивать.

Также низкая концентрация флюса гарантирует, что привязка между поверхностями может ухудшиться. Однако большое количество этого компонента вызывает дополнительные трудности в пайке. Поэтому крайне важно найти правильный баланс между использованием флюса, чтобы не сделать его слишком много или, наоборот, слишком мало.
Температура пайки припоями
Температура плавления для универсального припоя PIC-61 должна составлять около 200-250 градусов. Эта информация весьма актуальна при работе с различными сварными швами, среди которых могут требовать более высокие показатели плавления.

К примеру, недостаточная температура сварочного аппарата приведет к окислению, что ведет к ухудшению результата.
Сплав PMC-36 медь-цинк плавится в диапазоне 825-950 °C. 635-810 для пайки серебром. Температура плавления медно-фосфорных соединений составляет 660°C. На практике, различия в указанных температурах сильно влияют на качество достигаемого результата.
Вам также может понравиться:

Как заменить канифоль для паяльника — это один из лучших и самых простых материалов, доступных на рынке для пайки и сварки.

Сварка алюминия обыкновенным оловом — это 100 успешных методов на практике.

Домашний рецепт изготовленных сварочных порошков, которые намного лучше обычной канифоли.

Как сварить нержавеющую сталь в домашних условиях

Проблема прилипает ли клей к паяльнику рассчитана на решительность! Так что, так или иначе, процесс сварки и пайки может быть продуктивным лишь при внимании к мелочам.
#сварка #радиолюбитель #полезные советы #сварка #сделай сам











