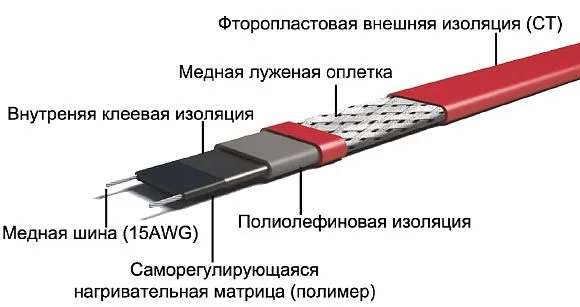
Состав потоков может варьироваться. Обычно для очищающих функций применяются такие вещества, как хлорид цинка, соляная и борная кислоты. Защиту от кислорода способны обеспечить канифоль, воск или смола.
Пайка медных трубок газовой горелкой: полезные советы и этапы самостоятельной пайки
Медные трубы используются значительно реже, чем их пластиковые или полипропиленовые аналоги. Однако наличие выдающихся технических характеристик, таких как высокая теплопроводность, стойкость к коррозии и биологическая устойчивость, делает их весьма востребованными в системах водоснабжения, отопления и кондиционирования воздуха.
Хотя длинные медные изделия имеют довольно высокую стоимость, существуют способы значительно сэкономить при монтаже. Например, газовая сварка медных труб — это техника, доступная каждому, кто хочет модернизировать существующую систему или провести самостоятельный ремонт. В данной статье мы подробно объясним, как осуществлять сварные соединения и поделимся основными правилами их выполнения.
- Особенности процесса пайки меди
- Необходимые инструменты и материалы
- Подробная инструкция по пайке медных труб
- Шаг #1 — нарезка деталей
- Шаг #2 — зачистка и расширение срезов
- Шаг #3 — нанесение флюса
- Шаг #4 — соединение деталей
- Шаг #5 — пайка по капиллярной технологии
- Шаг #6 — обработка швов
Особенности процесса пайки меди
Суть процесса пайки заключается в обеспечении герметичного соединения двух элементов медной трубы посредством нагрева и расплавления материала, который будет формировать сварной шов.
После того как соединение остынет, сплав олова образует прочную, нерастворимую структуру, которая впоследствии будет служить для транспортировки охлаждающей жидкости, холодной воды и жидкостей для систем охлаждения.

Данное изображение демонстрирует процесс сварки медных труб на установке для водонагревателей, где нагревание осуществляется с помощью ручного газового огнемета, а сварка производится с использованием олова в виде проволоки.
В большинстве домашних хозяйств обычно задействуется низкотемпературная или же мягкая сварка, при которой температура пламени газовой горелки не превышает 450°C. В этой технологии используется горячий расплав, а максимальный диаметр труб, которые можно сваривать, составляет 110 мм.
Мягкая капиллярная сварка имеет прекрасные характеристики для систем водоснабжения и отопления, но не подходит для транспортировки газа.
Необходимые инструменты и материалы
Чтобы соединение труб с фитингами было абсолютно герметичным и сохраняло свои свойства в течение длительного времени, важно использовать проверенные инструменты и материалы, произведенные известными и надежными компаниями.
Инструменты, которые предназначены для регулярного использования в монтаже медных труб, желательно приобретать в специализированных магазинах. В то же время, для разового применения можно обратить внимание на продукцию из китайских интернет-магазинов.
Минимальный набор оборудования, необходимого для капиллярной сварки, включает в себя:
— трубу с содержанием меди не менее 99%. Отожженные трубы обычно предлагаются в бухтах длиной 25 или 50 метров, тогда как неотожженные трубы поставляются в больших отрезках по 3 или 5 метров.
— Для бытового использования требуется ручной инструмент, работающий на основе баллонов с пропаново-бутановым газом. Работать проще, если система розжига оснащена пьезоподжигом, подогревом газа и возможностью регулировки пламени.
— При резке труб нельзя применять обычную пилу или электрический лобзик, так как они не обеспечат необходимую четкость среза. Для получения ровного среза идеальным инструментом будет труборез, который гарантирует точность и аккуратность, не оставляя заусенцев.
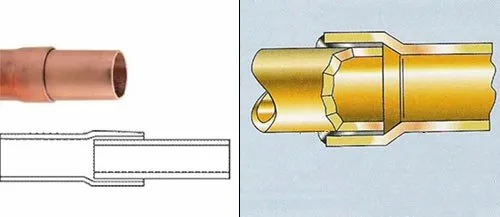
— Калибратор-расширитель поможет вам увеличить диаметр на конце трубы. С помощью расширителя труб удобно соединять без раструбовые соединения.
— Инструмент для снятия фаски необходим для зачищения, выравнивания и сплющивания металлической поверхности, а также для обрезки концов труб.
— В процессе сварки в домашних условиях часто используют листовой металл. Наилучшими сплавами олова являются те, что в своем составе содержат серебро и медь, хотя также подойдут сплавы с сурьмой и висмутом.
— Прежде чем произвести соединение медных деталей, необходимо смазать контактные точки жидким или пастообразным флюсом, который обеспечит равномерное распределение сварного шва в зоне сварки.
— Перед нанесением флюса важно очистить внутреннюю поверхность тюбика жесткой металлической щеткой. Для наружной части трубы пригодятся губка или наждачная бумага, а для удаления избытков флюса – тряпка.
— Для удобства работы при сварке на верстаке можно использовать тиски.

При соединении элементов, которые уже собраны в трубопровод, все операции производятся исключительно вручную. Чаще всего мастер держит горелку в одной руке, а сварочный материал — в другой.
Чтобы эффективно очистить внутреннюю часть трубы, вместо ручного трубочиста можно воспользоваться отверткой, что значительно ускорит процесс.
Особенности технологического процесса
Процесс сварки с использованием газовой горелки зависит от характеристик присадочного металла. В зависимости от используемого метода сварки можно выделить два основных способа соединения:
- Низкотемпературный метод. Этот способ применяется с легкоплавкими припоем, что позволяет осуществлять монтаж водоснабжения в домашних условиях, а также способствует ремонту трубок автомобильных газобаллонных установок. Температура пайки не превышает 400°C. Соединения, полученные с помощью мягкого припоя, нельзя использовать при температурах выше 110°C. Этот метод не требует особых навыков, и любой желающий может попробовать выполнить пайку самостоятельно.
- Высокотемпературный метод. Здесь используются твердые сорта присадочных материалов, это чаще применяется на производстве, однако также необходим при сварке трубок кондиционеров. Такие трубки производятся из сплава, содержащего не менее 90% меди и добавок, часто включающих серебро. Температура пайки колеблется в диапазоне 700-900°C.
Подбор и температурные параметры газовых горелок
Газовые горелки для сварки медных труб — это основной рабочий инструмент, который используется для нагрева соединяемых участков трубы и расплавления сварного шва. Характеристики мощности и температуры зависят от типа шва и используемого материала наполнителя. Для простых задач можно использовать обычные инструменты с стационарным баллоном, содержащим пропановую смесь.
Если у вас нет горелки, можно использовать и промышленный фен. Его температура будет достаточной для работы с оловянными клеящими материалами.
Давайте внимательнее рассмотрим распространенные типы горелок.
Типы
При выборе горелки в первую очередь обратите внимание на тип источника питания. Классифицируются следующие типы:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом соединительных рукавов и редукторов для работы с пропан-кислородной смесью;
- Система питания ацетиленово-кислородной смесью.
Механизм контроля пламени играет важную роль в устройстве. Благодаря возможности регулировки температуры можно работать со всеми видами сварочных работ.
Части конструкции горелки состоят из:
- Розжиг от пьезы. Удобная функция компактных моделей значительно облегчает процесс запуска устройства.
- Отражатель пламени. Он создает направленный поток горючей смеси, что позволяет точно нацелить его на нужный участок нагрева.
- Обратный клапан. Этот элемент отвечает за прекращение подачи газа в случае, если пламя гаснет.
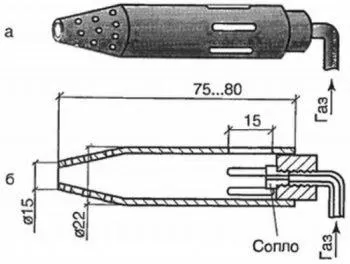
Сборка самодельной горелки
Если у вас имеется минимальное мастерство в сборке, вы можете попробовать создать газовую горелку самостоятельно. При использовании качественных материалов параметры устройства могут быть не хуже, чем у заводских образцов.
Процесс сборки самодельной горелки включает несколько этапов:
- Для ручки лучше выбирать материал с низкой теплопроводностью. Лучшим решением станет использование твердых сортов древесины или ручки от старой горелки.
- Трубку из стали толщиной 2 мм диаметром 10 мм следует изготавливать из низколегированной стали, а не из нержавеющей. Готовую трубку закрепите на ручке.
- Корпус и рассекатель создайте из латуни. Не забудьте сделать отверстия в рассекателе для поступления кислорода. При стыковке корпуса с рассекателем оставьте небольшой зазор около внутреннего фланца.
- Для производства форсунки обратитесь к токарю, так как этот процесс требует точности. В качестве заготовки используйте стальную болванку круглого сечения.
- Соединительный газовый шланг должен соответствовать типу используемого газа. Для его крепления подойдет обыкновенный стяжной хомут.
После того, как конструкция готова, проверьте её на герметичность и надежность. Обратите особое внимание на насадку: она должна быть плотно платформирована на трубе, при этом можно уплотнить резьбу специальной лентой ФУМ.
Отрегулируйте пламя, передвигая сопло по резьбе трубы до достижения равномерного и устойчивого пламени без копоти.
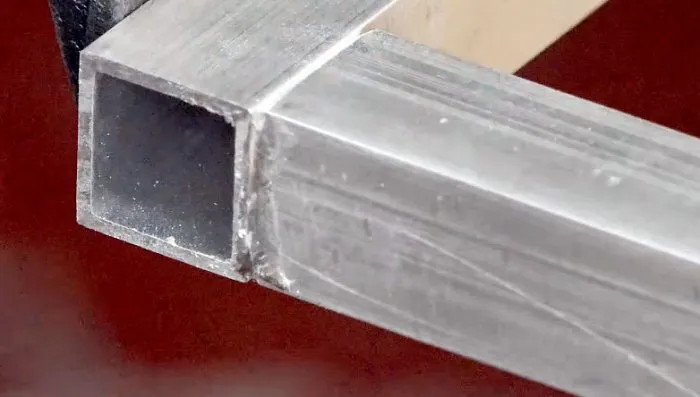
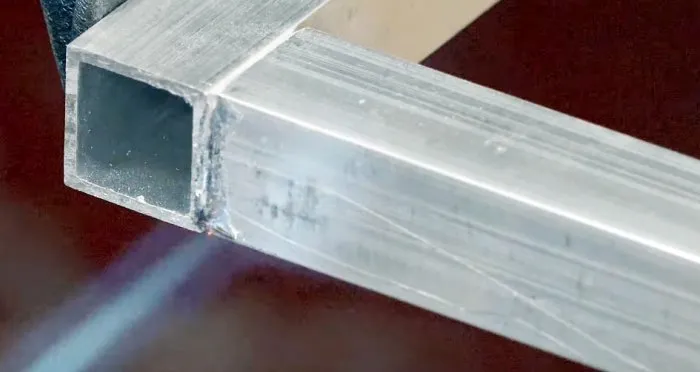
Простой способ пайки алюминия
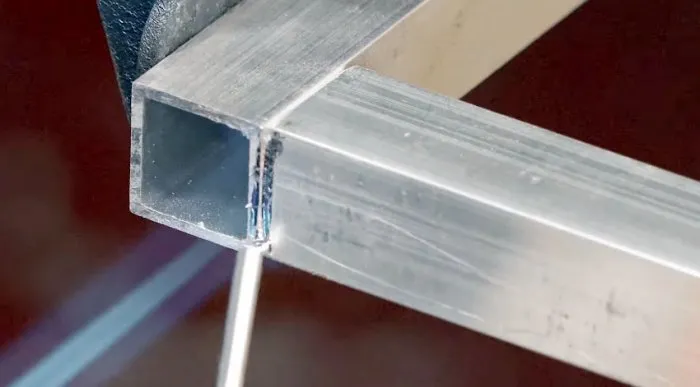
Это, без сомнения, самый простейший способ сварки алюминия, который можно себе представить. С его помощью любой человек может без труда отремонтировать и восстановить любое изделие из алюминия в домашних условиях или в мастерской, используя аргонную сварку. Вы сможете легко создавать различные конструкции из алюминиевого профиля и многое другое. Если вам необходимо сварить холодильник или алюминиевую раму велосипеда, вам больше не придется обращаться в специальную мастерскую и тратить большие суммы денег — сваривайте все необходимое прямо у себя дома. При условии, что сварка будет выполнена правильно, ее качество будет не хуже, чем у сварных соединений, и, безусловно, надежнее холодной сварки, которая нередко используется в роли альтернативы.
Понадобится
Газовый резак не обязан быть профессиональным — подойдёт обычная горелка из газового баллона или другое сопло.
Теперь подробнее расскажу о специальном клее, который вам нужно приобрести. Это порошкообразный клей, помещенный в тюбик, разработанный специально для сварки алюминия (почему порошкообразный, спросите вы? — порошок находится в тюбике). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Мы не будем углубляться в химический состав, так как это излишне.
Такой клей доступен в специализированных магазинах и активно используется на автосервисах. Самый бюджетный вариант для всех — это покупка на Ali Express — есть и ссылки на необходимые товары для сварки.
Цена его невысока, поэтому рекомендую сразу приобрести целую упаковку — он точно пригодится в повседневной жизни.

Пайка алюминия газовой горелкой

Сначала требуется отшлифовать поверхность при помощи металлической щетки, также может подойти крупнозернистая наждачная бумага. Чем более шершавая будет поверхность, тем лучше её сцепление со сварным швом.

Фиксируйте соединение с помощь зажима или другого устройства. Включите газовую горелку и начните нагревать стык.

Сведите сварочные трубы ближе друг к другу, чтобы проволока начала плавиться и равномерно распределяться в соединении.

Весь процесс следует производить при температуре около 450 градусов Цельсия. Сварной шов будет очень текучим, и он сам проникает в любые зазоры в металле, пусть даже они будут очень маленькими.
После того, как вы нанесли сварку, подержите сопло немного ближе к шву, чтобы расплавленный материал распределился по стыкам как можно более равномерно.
Правила и техника пайки
Для сварочных работ оптимально использовать профессиональную газовую горелку. Для соединений малых деталей самое оптимальное — это легкий газ или ацетилен.
Результаты, полученные с помощью газовых горелок, обеспечивают более высокое качество соединений, а использование этого вида топлива будет более экономичным.
Если вы собираетесь проводить сварку небольших деталей, рекомендуется предварительно подогреть их. Это позволяет сэкономить время и гарантирует равномерный нагрев всех компонентов на месте. Данный процесс предотвращает деформацию и другие возможные дефекты.
Перед началом процесса сварки следует поскрепить компоненты, чтобы они не перемещались в процессе работы. Здесь возможно применение верстака или специализированного устройства.
На места будущей сварки перед началом работы наносится слой флюса. Если в ходе процесса потребуется добавить жидкость, следует окунуть горячий конец сварочной проволоки в жидкость.
При сварке деталей различного материала, пламя необходимо направлять на материал с большей теплопроводностью. Следует проявлять осторожность при работе с частями, имеющими разную форму и размер.
Важно, чтобы все детали были нагреты до одинаковой температуры. Это требует того, чтобы толщина деталей учитывалась,о и толстые части следовало нагревать дольше.
Сварной шов не должен плавиться под воздействием пламени инструмента. Сами соединения могут стекаться капля за каплей. Пайка осуществляется за счет прямого контакта проволоки со сварщим материалом.
Вся масса припоя устремится к самым горячим участкам шва. На основании этого пламя должно быть направлено непосредственно перед сварным швом. Если пламя не попадает в шов, значит, деталь не была должным образом нагрета.
Не переусердствуйте с нагревом шва, так как это может привести к изменениям в составе шва, а именно, его сгоранию и снижению качества.
Особенности выбора газовых горелок
Ассортимент газовых горелок для пайки на текущий момент весьма широк. В продаже может встречаться множество моделей, которые различаются по мощности, конструкции, размеру, а также источнику топлива и так далее.
Таким образом, выбор газового факела представляет собой непростую задачу. Сперва стоит определиться с видами работ, для которых будет использоваться резак.
При сварке медных труб наиболее предпочтительно использовать газовые горелки. В самом сегменте рынка присутствует множество различных моделей, некоторые из которых могут быть оснащены дополнительными компонентами: адаптерами, наконечниками и прочими элементами.
По типу используемой смеси они могут быть:
- пропановыми;
- ацетиленокислородными;
- на основе MAPP-газа.
Первый вариант может быть универсальным или специализированным инструментом, при этом они обязательно оснащены функцией экономии смеси и автоматическим зажиганием.
Инструменты на основе газа MAPP имеют более высокую производительность по сравнению с газовыми горелками на пропане, что обусловлено более высокой температурой сгорания топлива.
Ацетиленовые горелки позволяют получать надежные сварные швы. Такие устройства доступны по разумным ценам и могут иметь как стационарные, так и одноразовые газовые баллоны. Эти конструкции предназначены для выполнения сварки труб и различных металлических изделий с использованием тугоплавких и мягких клеев.
Портативные газовые паяльные машины идеально подходят для домашнего использования или небольших работ. Они могут работать на основе различных типов смесей.

Преимущества применения этих инструментов для сварки медных труб заключаются в следующем:
- не требуется электросеть и использование проводов;
- применение универсальных решений;
- наличие регулировки пламени;
- высокая степень безопасности;
- качество выполненных швов на высоком уровне.
Эти устройства обеспечивают надежное соединение. Особенно это относится к инструментам с неподвижным цилиндром — они способны расплавить практически любой металл.
Когда вы выбираете сварочное оборудование, имеет смысл обратить внимание на рабочие принципы этих устройств. Супермаркет предлагает широкий ассортимент продукции от разного рода производителей. Цены на инструменты также варьируются и зависят от моделей, аксессуаров и комплектации.
Резак можно задействовать не только для сваривания элементов, но и для резки, обработки и придания высокой температуры, а также для обогрева и оттаивания. Пропановый резак удобно использовать на улице, тогда как ацетиленовый резак обеспечивает более высокие температуры.
Выбор инструмента должен соответствовать задачам, которые необходимо выполнять.
Ознакомьтесь с некоторыми параметрами, которые стоит учитывать:
- тип горелки — инжекторная или безинжекторная;
- эффективность работы — компактные модели для пайки мелких изделий, крупные для массивных конструкций;
- тип газового топлива;
- материал, с которым работает горелка.
Существуют разные варианты устройств, работающие с различными видами горючего. Лучше всего выбрать горелку, предназначенную для работы исключительно на одной смеси топлива.
При реализации сварочных работ необходимо строго следовать правилам безопасности. Обязательно используйте защитные перчатки, чтобы защитить ваши руки от возможных ожогов. Рабочий процесс рекомендуется проводить в хорошо проветриваемом помещении, чтобы избежать вредного воздействия продуктов горения.
Итог
Газовые сварочные горелки являются эффективными инструментами, помогающими в выполнении различных монтажных работ, включая сварку медных труб и конструкции из алюминия.
К положительным сторонам выполнения работы с газовой горелкой относятся высокая безопасность, отсутствие теплового плавления и низкие температуры, что делает данный метод подходящим для алюминия, так как его структура может подвергаться изменениям при высоких температурах.
Данная технология обеспечивает высокое качество и надежность соединений, которые образовываются в результате сварки.
Читайте также:
Пайка меди газовой горелкой — выбор припоя.
Для пайки меди может использоваться медно-фосфорная сварка. Температура ее плавления оказалась низкой. Основная отличительная черта медно-фосфорной сварки заключается в том, что дополнительный флюс не требуется, поскольку фосфор, присутствующий в составе, выполняет все необходимые функции. Шов очень прочный, и откусить его брусок будет практически невозможно. Для этой цели я использую бокорезы, чтобы аккуратно отделить сварные участки. Это оказывается довольно нелегким ориентируемым процессом, при котором детали могут разбегаться в разные стороны.
Перед выполнением сварки лучше всего обработать медь «лимонной кислотой». Для этого разведите лимонную кислоту в теплой воде и опустите медные детали в данный раствор.
Также медь можно спаять серебряным припоем в местах, где шов будет трудно увидеть. Существуют также специальные пасты для пайки меди и серебра.
На чем паять?
В качестве подложки можно использовать кирпич, хотя это не самый оптимальный вариант (кирпичи неплохо проводят тепло). Тем не менее, для эксперимента с этой газовой горелкой этого будет достаточно. На фотографии представлено использование специальной доски, а на видео — кирпича.
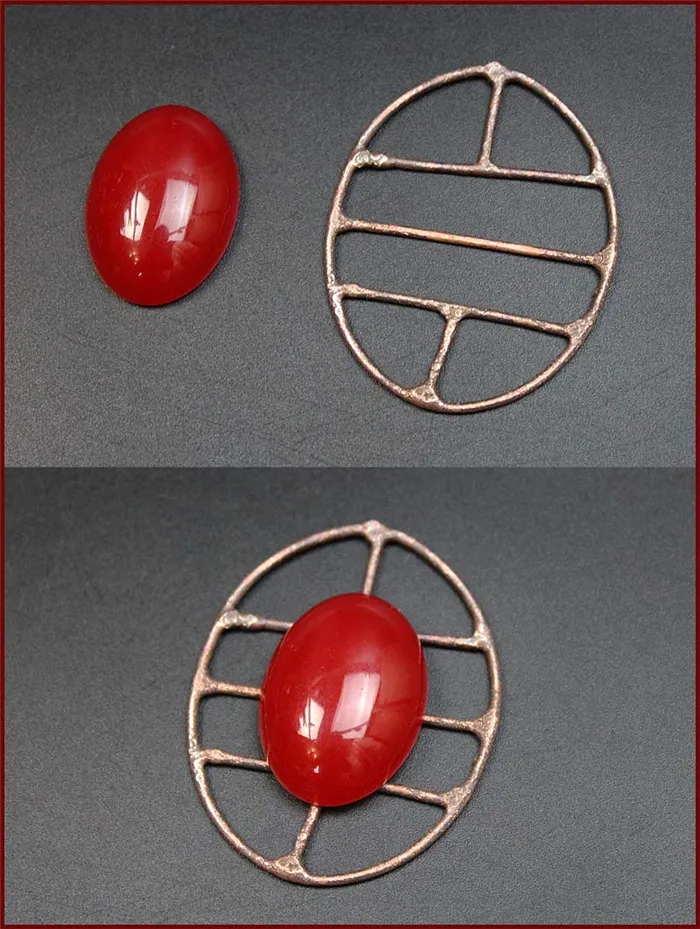
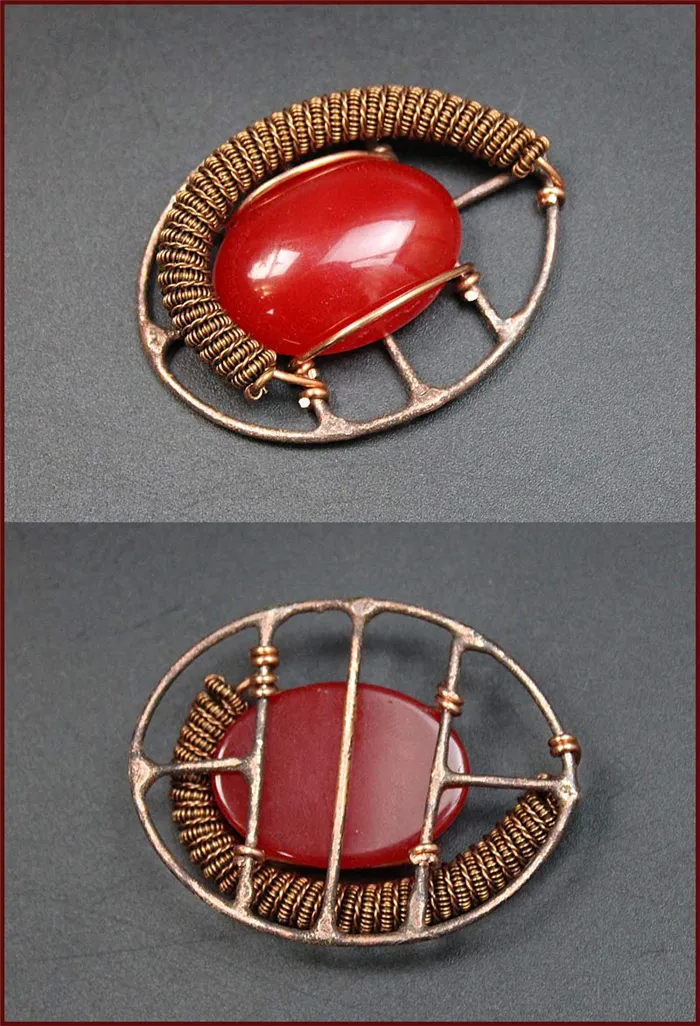
Не обращайте внимание на то, что ресивер, запечатленный на фото, профессиональный. Я предпочитаю выполнять пайку меди именно с помощью газовой горелки (с металлическим баллоном). Проволока, используемая в процессе, должна иметь толщину 1 мм или более. Подготовьте заготовки для пайки меди с фосфором заранее. Как видно на изображениях, вам понадобится для рамы. В конечном итоге это зависит от числа дополнительных элементов, которые вы собираетесь прикрепить к каркасной части. Сначала приварите периметр рамы, а затем уже прутья. Сваривать можно одновременно несколько швов. При этом необходимо проявлять осторожность, чтобы не «сжечь» саму проволоку. Припой должен равномерно растекаться и заполнять соединение.
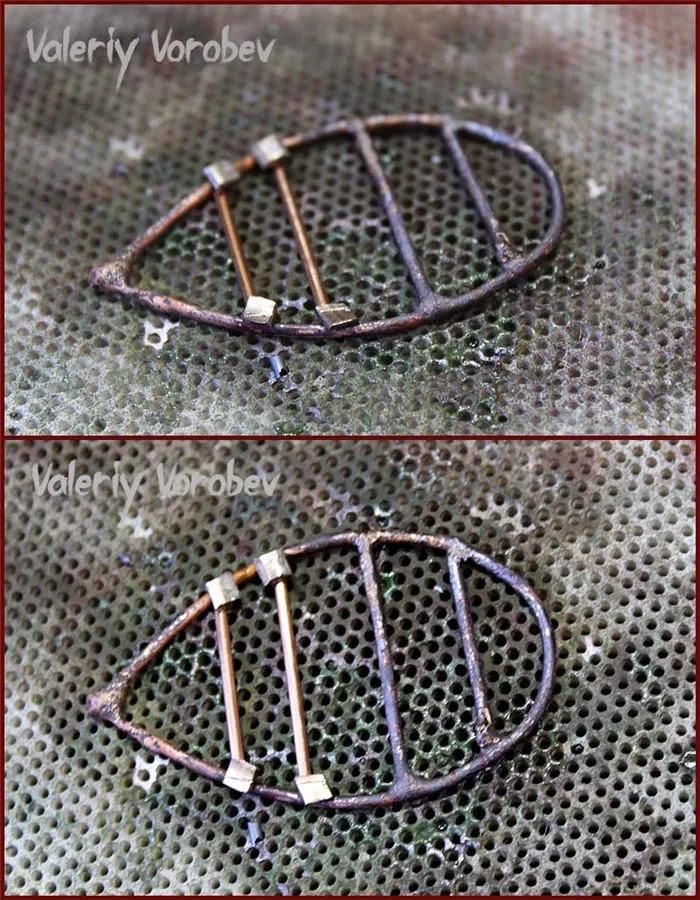

После отжига медь становится более мягкой. Чтобы закалить медь, слегка расплющите весь каркас проволоки молотком на наковальне. Можно обработать рамку при помощи напильника и отшлифовать медь.


Для создания данного украшения я подготовил спирали. Следите за видео для более наглядного объяснения процесса.

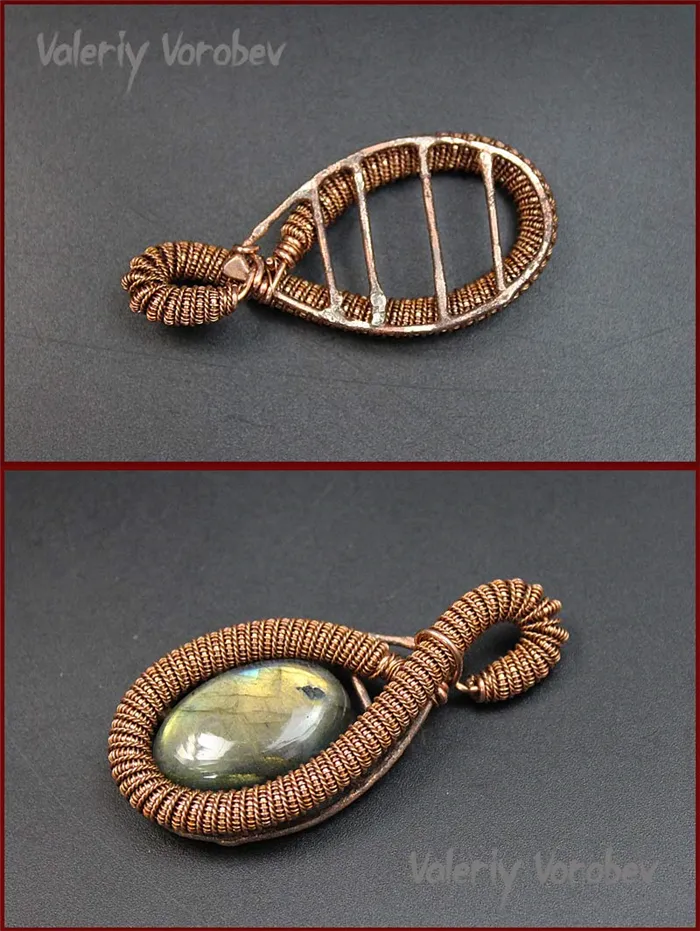
Для спирали необходимо сузить кабошон по краям. Позаботьтесь о надежном креплении кабошона с помощью тесьмы, чтобы избежать его выпадения.

Не расслабляйтесь — наша работа ещё не завершена. Давайте представим другой пример выполнения подобного процесса. Все остается прежним.
Сначала крепим кабошон к каркасу с помощью проволоки диаметром 1 мм. Фиксируйте кабошон на месте.
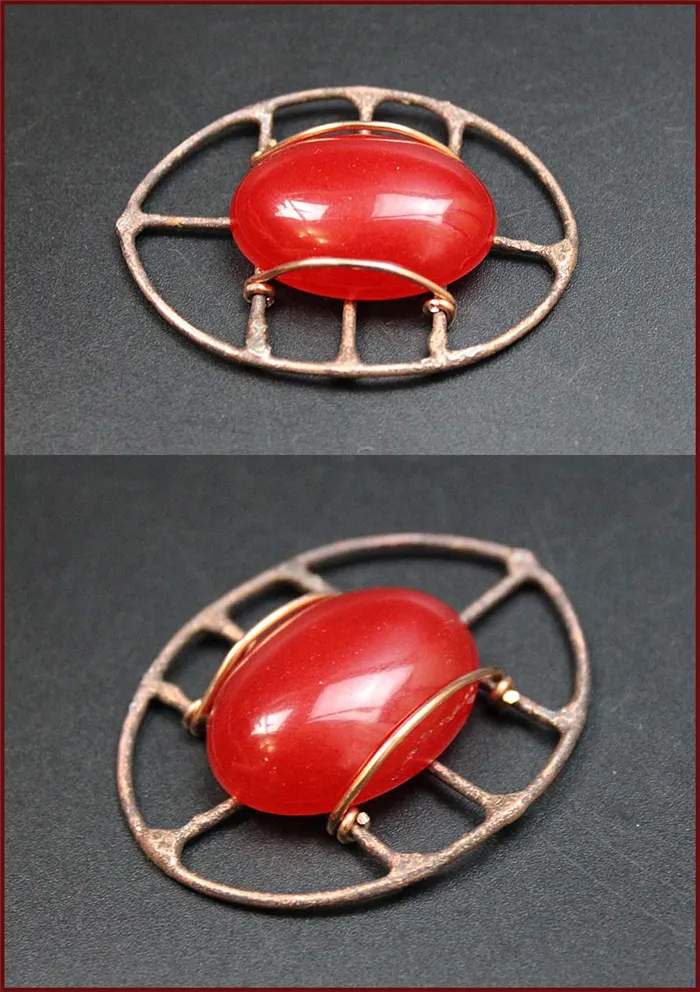
Вот вам оригинальное решение. Удивительно, не правда ли?
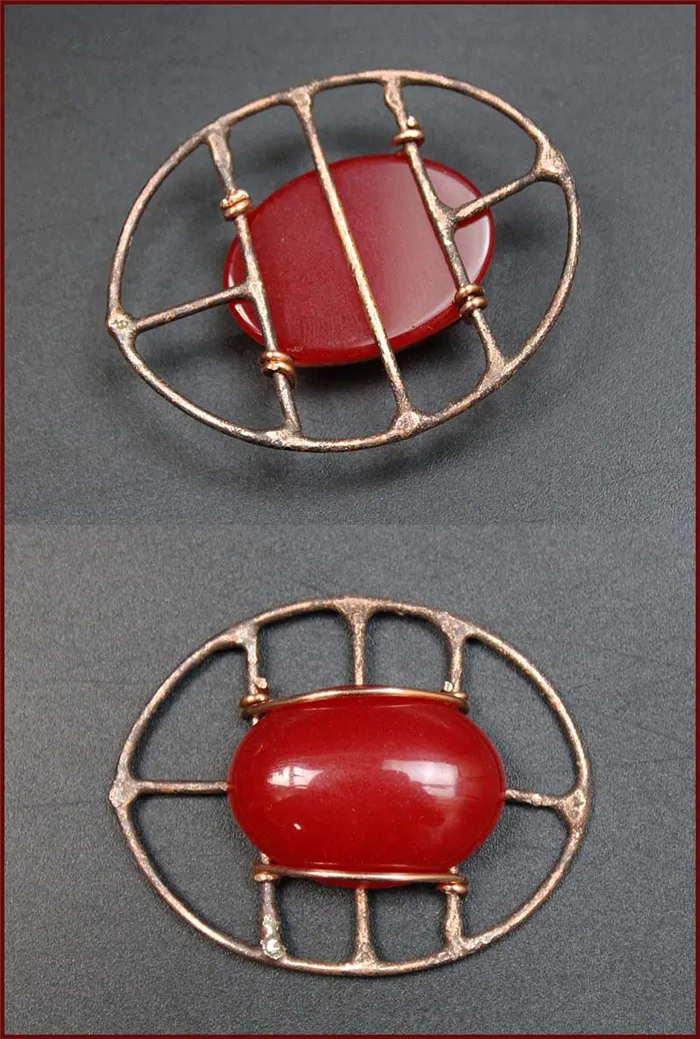
А также мы собираемся проявить свою креативность.
Газовые горелки со стационарными и одноразовыми баллонами
Наиболее удобными для работы являются резаки, в конструкцию которых входят одноразовые газовые баллоны. В качестве топлива для горелок используются пропан, ацетилен и другие газовые смеси. Регулировка подачи газа осуществляется поворотом вентиля на ручке горелки.
Преимущества использования одноразовых баллонных горелок:
- Легкость в переноске — горелку и баллон можно легко уложить и транспортировать в любое место;
- Простота в использовании — удобно подбирать и сохранять необходимые позы для работы;
- Отсутствие потребности в источнике электроэнергии;
- Многофункциональность — одну рукоятку можно оснастить несколькими различными соплами;
- Возможность регулировки интенсивности пламени, а значит, порядка нагрева элементов и припоя;
- Высокая безопасность работы — это достигается за счет наличия обратных клапанов, которые в экстренных случаях перекрывают подачу газа;
- Достойные результаты пайки при соблюдении всех условий эксплуатации.

Недостатком таких устройств является необходимость замены цилиндра после каждой сварки. В этом контексте более прочные резаки обеспечивают более высокие температуры пламени, что позволяет расплавлять практически любые металлы и сплавы, получая качественные соединения.
Размер соединения можно уменьшить вдвое при использовании горелки, работающей на твердом топливе для сварки медных труб. Как правило, для подобных сварных швов лучше всего подходит кислородно-ацетиленовое оборудование.
Популярные методы пайки меди
На основе размера (массы, объёма) соединяемых элементов и в зависимости от их применения и условий эксплуатации, методы сварки можно условно разделить на две категории.
На практике наиболее популярны:
- мягкий припой — температура плавления не более 250°C;
- жёсткий припой — температура плавления не более 900°C.
Исходя из этого, выбор подходящей газовой горелки для сварки определяется условиями, в которых будет выполняться работа.
Процесс изготовления медных сварных соединений традиционно опирается на четко установленную технологию, которая включает в себя следующие этапы:
- Соединяемые участки медных трубиназначенияточно очищаются с помощью наждачной бумаги или щеток; затем компоненты обезжиривают специальными растворителями.
- При необходимости для обеспечения точности соединения детали фиксируются в нужном положении с применением временной крепежа, для чего лучше всего подойдут струбцины.
- Далее используется специализированный флюс — раствор, которым обрабатывается область соединения, зачастую с помощью кисточки, которая входит в комплект с флюсом.
- На следующем этапе задействуйте газовую горелку и равномерно прогрейте участок пайки до момента, когда цвет на флюсе становится темным.
- После этого в точку соединения вводится припой (мягкий или твердый, в зависимости от выбора), пока расплавленный металл не ущемит весь участок пайки.
Метод низкотемпературной пайки меди (мягкая пайка) при этом считается более практичным, особенно для работ, выполняемых любителями и непрофессионалами.
Это предпочтение объясняется тем, что использование резака с низкой температурой значительно снижает возможность повреждения металла в процессе работы.
Однако низкотемпературные сварочные сплавы, безусловно, имеют меньшую прочность с механической точки зрения, но они гораздо легче и проще в пайке, чем высокотемпературные аналоги. Для последнего метода требуется высокий уровень опыта и специализированное оборудование.
Выбор горелки
Выбор инструмента должен определяться исходя из ожидаемого использования (коммерческого или частного), применяемых работ (пайка, резка, нагрев, термообработка, ветрообработка), предпочтительной марки (продукция большого числа стран, как известных, так и менее известных) и доступных средств. Основное правило — чем дороже устройство, тем качественнее будет его работа. Тем не менее, для частного использования возможно обойтись более доступным вариантом.

На что стоит обратить внимание при выборе горелки:
- тип горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- тип газа, с которым будет работать горелка – пропан, ацетилен и т.д.; некоторые горелки рассчитаны на различные газовые смеси, но менее надежны;
- назначение — для сварочных работ, резки и т. д.;
- материалы, с которыми горелка будет использоваться.
Пошаговая инструкция
Резка
Перед началом резки трубок запишите расположение всех компонентов. Для резки следует использовать специализированный труборез. Этот инструмент обеспечивает ровный и гладкий срез, что минимизирует количество заусенцев и прерываний, облегчая дальнейшую подготовку.
Снятие фасок
Труба должна быть идеально прямой. Даже небольшое искривление окажет воздействие на качество соединения. При хониговании и подготовке среза рекомендуется использовать фаскосниматель или, если такого инструмента нет, наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой и очищенной от масел, загрязнений и оксидных отложений. Это касается не только труб, но и соединительных деталей. Для механической обработки применяются щётки и кисточки.
Покрытие флюсом
Состав наносится как на внутреннюю часть фитинга, так и на нужный участок трубы. Важно, чтобы состав был равномерно распределён по поверхности. Затем части соединяются вместе, оставляя небольшой зазор для наполнителя.
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление более темного цвета говорит о том, что поверхность достигла нужной температуры. Расплавленный металл должен полностью заполнить пространство между фитингом и трубой. Данный эффект достигается за счет капиллярного действия, когда жидкость прилипает к поверхности благодаря сильному взаимодействию.
Общая продолжительность рабочего цикла не должна превышать 5 минут. В противном случае медная трубка может деформироваться в результате перегрева.
Поэтапная пайка стыка труб
Суммарная специальная работа по соединению медных труб включает:
- Очистка от наслоений, нагара и грязи с изделия.
- Покрытие соединяемых компонентов флюсом.
- Фиксация труб в нужном положении.
- Нагрев изделия с использованием горелки для пайки твердыми припоями.
- Нанесение флюса на участки стыков.
- Предоставление припоя в зону стыковки изделий.
- Равномерное плавление припоя с применением газовой горелки для пайки медных труб.
- Удаление окислов, отходов и использованного флюса.
Несмотря на относительную простоту описанного процесса, даже у опытных мастеров могут возникнуть ошибки.
Вот некоторые из наиболее распространенных ошибок при сварочных работах:
- Недостаточное прогревание изделия. При недостаточной подготовке материал плохо взаимодействует с припоем, что приводит к образованию хрупкого соединения.
- Плохая предварительная очистка изделия. Наличие ненужных загрязнений, грязи и стружки других металлов значительно усложняет получение высококачественного соединения.
- Неудачный выбор флюса. Неправильное использование флюса может привести к нежелательному нехватке припоя, а также к разрушению соединения.
- Выбор неподходящего припоя. Стоит учитывать, что использование свинца в качестве припоя приведет к нежелательным последствиям и сделает невозможной пайку медных труб.
Работа с твердым припоем
Сварка медных труб пайкой является предпочтительным методом, если планируется работа при температуре выше +110 градусов. В таком случае для достижения температур свыше +700 градусов будет использована методика с использованием горелки. При этом медь необходимо предварительно отжигать, чтобы она стала более пластичной.
Для медно-фосфорных соединений отсутствие флюса необходимо, поскольку здесь главный фокус — это равномерный нагрев активированных кромок. Действия будут аналогичны тому, что следует выполнять при сварке мягким электродом.