Высококачественные полимерные материалы могут не проявлять внешних дефектов при перегреве, однако они могут иметь внутренние искажения, которые существенно снижают поверхность поперечного сечения. Это может привести к ухудшению показателей прочности и герметичности стыков, что крайне нежелательно при использовании трубопроводных систем.
Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Полипропиленовые трубы играют важную роль в жизнеобеспечении жилых и общественных зданий. Эти трубы, благодаря своей прочности и надежности, имеют длительный срок службы. Однако такой срок службы будет обеспечен только при условии правильного монтажа стыков и тщательного соединения элементов. Корректный способ соединения зависит от диаметра трубы и метода, который выбирается для этого процесса.
Для соединения полипропиленовых труб часто используется технологии сварки, предполагающие высококачественное водонепроницаемое соединение благодаря диффузии нагретого пластика. При этом важно отметить, что для качественной сварки требуется специфическое оборудование, способное нагревать пластик до определенной температуры. Важно понимать, что второй вариант более сложен и требует значительных профессиональных навыков, поэтому в домашних условиях чаще используется метод сварки, основанный на приварке (укладке).
В дальнейших разделах будет рассмотрено основное оборудование, необходимое для установки, а также инструкции и рекомендации по пайке полипропиленовых труб.
Используемое оборудование
Для обеспечения надежного и водонепроницаемого соединения сегментов трубопровода используется полиэфирная сварка. При этом трубы нагреваются до одинаковой температуры. При этом не допустимо использование раздельного нагрева, так как время, необходимое для охлаждения пластика до температуры, при которой молекулярная диффузия прекращается, составляет всего 6-15 секунд.
Для проведения сварочных работ применяются специальные сварочные аппараты, которые имеют две нагревательные сопла. Чаще всего они называют «сварочными утюгами», поскольку их форма действительно схожа с утюгами. Такой аппарат также гастрономически называется сварным швом.

Тепло от устройства передается от шпинделя к соплу, которое подбирается в зависимости от наружного диаметра трубы. В промышленных условиях используются сварочные аппараты, которые устанавливают на пол, а не на столе.

Из-за значительного веса труб с большим диаметром применяются специальные устройства для их удержания на месте во время сварки. Через такие приспособления важно обеспечить точное выравнивание оси трубы, так как это влияет на качество соединения нагреваемых секций.
Помимо сварочного оборудования нужны инструменты для разметки и резки полипропиленовых труб.
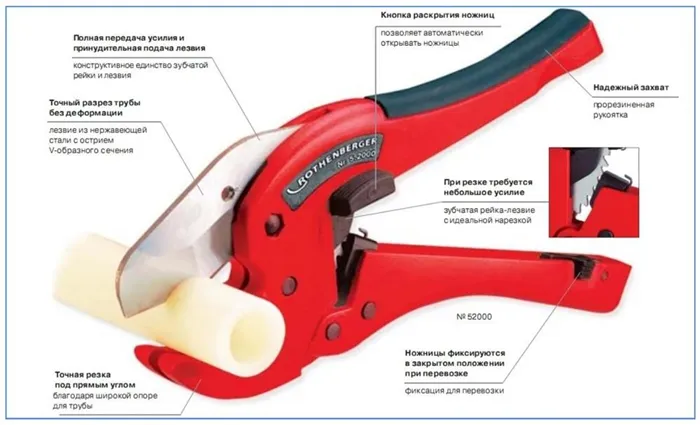
Применение обычных ножниц или утюжка для резки может привести к неточным и неровным срезам, что затрудняет процесс последующей сварки. Рекомендуется использовать специализированные труборезы для достижения необходимой точности.
Для труб большего диаметра рекомендуется применять различные виды труборезов с подвижными отрезными дисками.

При резке труба должна быть зафиксирована под углом, что можно выполнить вручную, а для повышения удобства лучше всего использовать специальный резак.

Для меньших диаметров подойдут ручные модели резаков.

Армирующий слой можно успешно снять с помощью бритвы или шпателя.

Особенности труб, учитываемые при монтаже
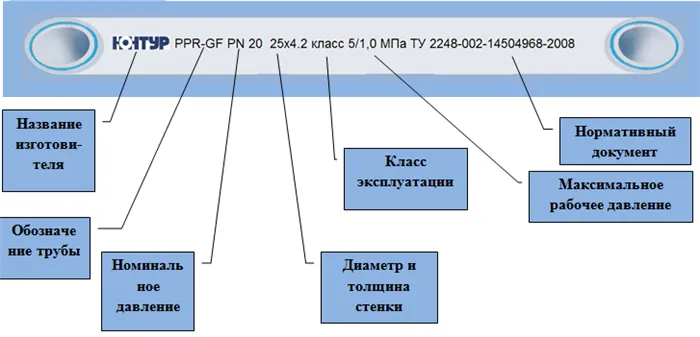
Подбор метода сварки пластиковых труб зависит от их диаметра и толщины стенки. Важно заранее проверить фактическую толщину стенок труб для контроля, что можно сделать посредством маркировки и измерений.
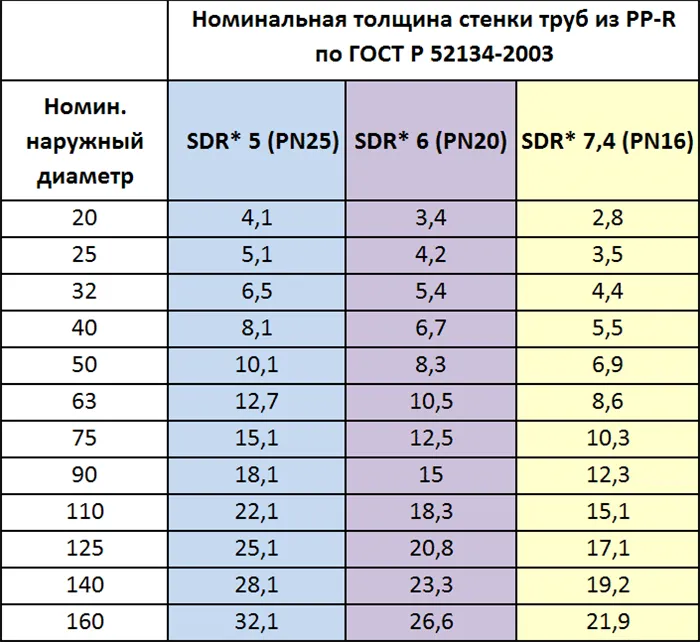
Технические характеристики должны подтверждаться соответствующей нормативной документацией.
В зависимости от ГОСТ Р 52134-2003 приведены характеристики для термопластичных напорных труб, однако каждая производственная компания может привнести свои нюансы. Для импортных производителей этот стандарт может не действовать вообще. Поэтому важно установить допустимые диапазоны температур (рабочих и аварийных) и не превышать температуру сварки.
Исходя из полученных данных, необходимо вычислить время нагрева, а также температуру и время охлаждения детали после сварки подготовленной трубы.

Ширина сварочной зоны, тобишь длина нагреваемого участка тоже должна быть определена, с учетом роста толщины стенки при увеличении наружного диаметра. Вся соединяемая область должна быть равномерно нагрета, чтобы диффузия (взаимопроникновение частиц материала на молекулярном уровне) прошла корректно и для труб, и для фитингов. Следует обратиться к таблице для уточнения ширины сварного скоса (глубины вставки трубы в раструб) и величины скоса.
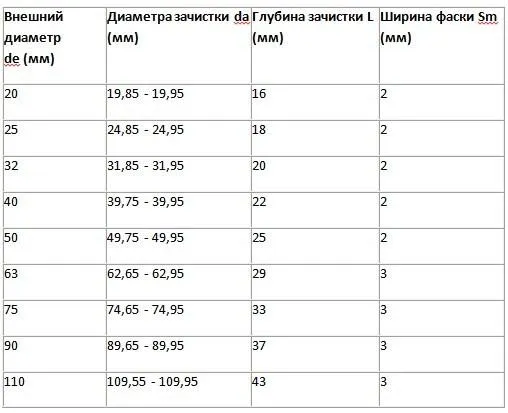
Максимальная глубина установки без скоса влияет на фактическую ширину сварочной муфты.

Это также зависит от типа пластика и уровня температуры, необходимого для работы сварочного аппарата — в особенности от нагревательного элемента (двойного сопла).

Поэтому лучше уточнить у производителя или продавца, чтобы знать, что температура сварки полипропиленовых труб может достигать примерно 260°C вместо заявленных 200-220°C.
Процесс соединения шланга и фитинга происходит одновременно: их прикрепляют к противоположным сторонам нагретой насадки, что обеспечивает поддержание необходимого времени нагрева. Важно помнить, что при нагревании полипропилена трубу и фитинг поворачивать не нужно — это помогает обеспечить правильное расположение на сопле. Если возникли сложности с прикреплением деталей к насадке, полезно задействовать грудные мышцы для лучшего позиционирования.
Типы труб
Некоторые неопытные мастера часто упускают важный момент: качество и возможность сварки трубы напрямую зависят от её типа. Рассмотрим несколько ключевых аспектов:
1. Диаметр трубы.
Это один из самых важных параметров, который учитывается при выборе и сварки труб.
2. Толщина стенки. Это влияет на продолжительность нагрева трубы: чем толще стенка, тем больше времени нужно для нагрева или выше требуемая температура.
3. Внешнее или внутреннее армирование. Этот аспект также заслуживает внимания, так как некоторые трубы армируются металлом для повышения прочности. Армирующий слой может располагаться как снаружи, так и внутри трубы. При использовании таких труб следует учитывать определенные особенности.
Обратите внимание на соответствующие диапазоны, перечисленные в таблице ниже:
Применение и функции труб:
- Системы напольного отопления до 45°C для подачи холодной воды. Эти трубы обладают тонкими стенками.
- Подходят для сетей водопровода с высоким и низким давлением.
- Трубы общего назначения, максимальная температура подачи воды — 85°C.
- Горячее водоснабжение и отопление, водоснабжение до 95°C, такие трубы усилены алюминиевой фольгой.
- Последний тип труб используется для соединения пластиковых труб с металлическими.
Типы соединения полипропиленовых труб
При нагревании полипропилена происходит интердиффузия, что означает, что частицы соединяются между собой. При этом при охлаждении обратный процесс не происходит, и материалы становятся монолитными. Это качество активно используется для соединения двух труб. Рассмотрим методы, которые применяются для достижения данного результата.
Сварка раструбов
Это один из самых распространенных методов, который отличается своей простотой. При соединении труб одинакового диаметра применяются специальные элементы (муфты). Внутренний диаметр раструба меньше наружного диаметра трубы, что позволяет осуществить процесс соединения.
Сварка осуществляется путем нагрева и расплавления внешней поверхности трубы и внутренней части раструба. После этого трубка вставляется в раструб, и такая же процедура повторяется с другой частью трубки, чтобы завершить соединение.
Стыковая сварка
Данный метод чаще всего используется в производственных средах. Он предполагает плавление концов труб одинакового диаметра и их соединение, формируя стык. Однако данный метод значительно усложняется необходимостью обеспечить идеальное выравнивание, что трудно осуществить в бытовых условиях.
Другим значительным недостатком данной методики является низкая прочность получаемых соединений. Это становится причиной того, что стыковая сварка не получила широкой популярности среди домашних мастеров.
Холодная сварка
Холодную сварку, при которой используется специально разработанный клей, наносят на поверхность трубы. Данный клей содержит мощный растворитель, который оказывает влияние на смягчение покрытия трубы, позволяя добиться соединения.
Основной недостаток этого метода заключается в его прочности и водонепроницаемости соединения. Кроме того, время высыхания таких соединений составляет более 24 часов, что делает холодную сварку менее предпочтительным вариантом по сравнению с термической.
В условиях домашнего использования рекомендуется применять именно эту технику. Подробнее о ней будет упомянуто далее.
Необходимые инструменты
Прежде чем приступить к работе, важно подготовить все необходимые инструменты. Убедитесь, что у вас есть:
- Сварочный аппарат — это нагревательное устройство с насадками на трубы различного диаметра. Некоторые модели оснащены термостатами для поддержания заданной температуры, что облегчает использование таких устройств.
- Ножницы. Трубы могут быть нарезаны пилой или обычными ножницами, однако в большинстве случаев это приведет к неаккуратной неровной поверхности. Поэтому рекомендуется использовать специальные ножницы, которые обеспечат более качественный срез.
- Перчатки. Для защиты рук лучше всего подойдут плотные перчатки, которые снизят риск получения ожогов во время работы.
- Бритвенный станок. Этот инструмент применяется для удаления внешнего алюминиевого слоя, если используются армированные трубы. В зависимости от материала, он может быть обязательным или необязательным.
- Контроллер. Его используют для удаления части внутреннего армирующего слоя, что помогает избежать попадания воды между слоями трубы.
- Очиститель. Это устройство предназначено для удаления примесей и жира из пробирки. Можно использовать изопропиловый или этиловый спирт. При этом не рекомендуется использовать ацетон, так как он может сделать ПВХ слишком мягким.
При выборе сварочного аппарата обратите внимание на количество отверстий в насадках — в идеальном случае их должно быть два или три. Это значительно ускорит процесс сварки труб различного диаметра.
Некоторые сантехники дунут в трубы после сварки, чтобы проверить, не осталась ли труба запаянной. На мой взгляд, если температура сварки и время нагрева соблюдены, то этот сценарий никогда не произойдет. Хотя теоретически возможно, что можно приобрести некачественный полипропилен от анонимного производителя.
Важные моменты сборки трубопроводной системы
Перед началом сварочных работ важно тщательно продумать всю конструкцию и последовательность соединений. Рекомендуется подготовить схему, на которой будет обозначено расположение всех элементов: краны, радиаторы и другие комплектующие. Поскольку полипропиленовые соединения являются монолитными, могут возникнуть ситуации, когда дальнейшая сварка становится невозможной. Это особенно актуально при работе в труднодоступных местах.
Учет температурных деформаций
При монтаже полипропиленовых труб необходимо учитывать уникальные физические свойства материалов, которые способны наглядно растягиваться при наличии тепла. Среди всех типов труб полипропилен имеет значительный коэффициент теплового расширения (0,15 мм/м * K). В этом аспекте он уступает лишь полиэтилену. Поэтому сварка, особенно длинных прямых или окончательных участков, должна осуществляться с учетом компенсации их расширения.
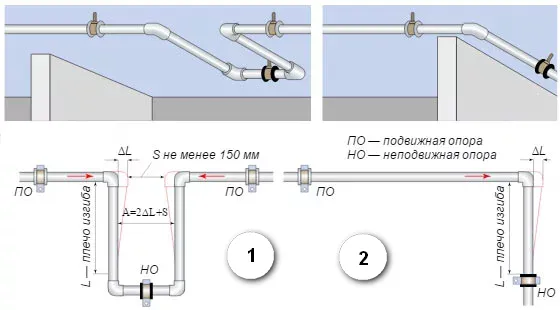
При открытой укладке используется U-образная секция, которая вырезается у основания или L(2), и устанавливается с площадкой для полипропиленовой трубы или заводским компенсатором. Система также может быть компенсирована криволинейной конструкцией, однако она должна обеспечивать свободное скольжение.
При монолитной укладке трасса фиксируется на гофрированной трубе или пенопластовом чулке при помощи эластичных рукавов с толстыми стенками, например, стандартного диаметра или энергетического.
Тепловое расширение усовершенствованного продукта значительно ниже (примерно в 3-5 раз), что упрощает монтаж систем горячего водоснабжения и отопления.
Важно: Отсутствие температурной компенсации может привести к значительным синусоидальным искажениям геометрии трубы. В результате может возникнуть необходимость подключения к открытым установкам, либо удаления плитки со стен или снятия штукатурки в скрытых настенных установках.
Соблюдение правил для обеспечения безопасности здания
Для пластиковых инженерных сетей надежное крепление еще более критично, чем для стальных. Размер и тип опоры зависят от диаметра полипропиленовой трубы и температуры трубопровода. Ignore при несоблюдении крепежа может привести к ослаблению трубы, особенно при ее нагреве, что может вызвать «отскок» и удары от импульсов давления.
Обратите внимание на таблицу 2, в которой указаны рекомендованные расстояния между опорами для стандартного размещения горячего и холодного водоснабжения в диапазонах ММ.
| пп, мм наружный диаметр | Температура воды, ºC | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Трубы, поднимающие воду, диаметром до 32 мм могут быть чаще всего закреплены. Расстояние между крепежными зажимами не должно превышать 1000 мм. Для подъемных труб большего диаметра допускается максимальное расстояние 1500 мм.
При установке крепежа не следует блокировать линейные деформации пластикового материала. Используйте скользящие опоры. Компенсаторы на полипропиленовых трубах должны быть предусмотрены по линии жестких фиксирующих частей.
Следует подчеркнуть, что прерывающие и регулирующие клапаны в системах с номинальным диаметром 40 мм должны быть жестко установлены. Для труб меньшего диаметра тоже желательно производить крепление, чтобы предотвратить передачу нагрузки от гидравлических устройств на трубопровод.
Работа с аппаратом для сварки полипропиленовых труб
Процесс монтажа полипропиленовых труб не является технологией космического класса, однако несоблюдение некоторых из его правил может привести к серьезным последствиям. Проблемы могут возникнуть как в процессе монтажа, так и на этапе эксплуатации.
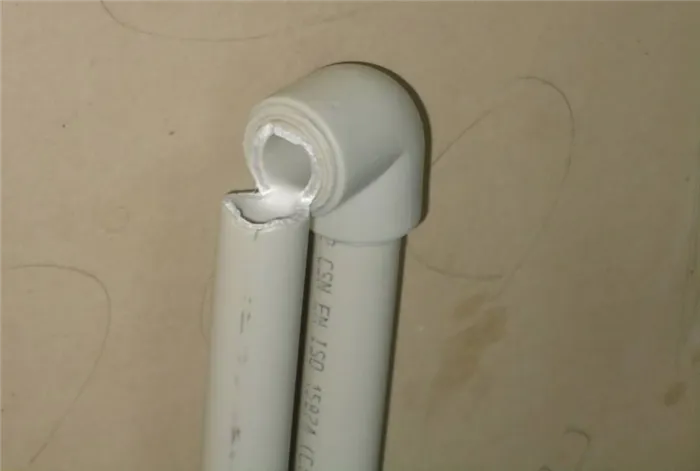
Например, если труба будет запихана слишком глубоко в приемное отверстие фитинга, в системе возникнет засор, что может вызвать серьезные гидравлические потери на данном участке или полное прекращение жидкости.
При несоблюдении условий сварки не произойдет полной диффузии полимерных молекул между свариваемыми поверхностями, если соединение останется холодным. Химическая структура и форма материалов могут быть разрушены из-за перегрева соединения.

Такое сужение условного отверстия в трубе из-за перегрева последнего участка соединения.
Перед сваркой полипропиленовых труб настоятельно рекомендуется ознакомиться с Руководством по сварке. Это руководство содержит множество полезных практических рекомендаций по установке.
Например, среднее время сварки панелей для наиболее распространенных размеров плоских гидравлических элементов выглядит следующим образом:
| Стандартный диаметр | Минимальное время нагрева материала головки матки, с | Время для соединения частей, s | Время ожидания для охлаждения соединения, s |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно: Время между сварочными процессами определяется температурой пайки полипропиленовых труб, установленной в диапазоне 255-265°C (максимум 270°C). Он может варьироваться в зависимости от температуры в рабочем помещении. Например, при температуре +5°C время нагрева полипропиленовых труб и их аксессуаров должно быть увеличено на 50%.
На современном уровне развития профессионального оборудования для сварки полипропиленовых труб (от 40 мм) детали централизуются, вытягиваются/продвигаются и прижимаются с должным натяжением. Такие аппараты для сварки полипропиленовых труб обычно снабжены специальными зажимами и узлами, что значительно сокращает влияние человеческого фактора на соблюдение технологии. В противоположность этому, при укладке труб малого диаметра с использованием простых инструментов важно уделить особое внимание правильному ручному выравниванию, корректной глубине и отрегулированной интенсивности, а также времени нагрева этих компонентов.
Практический этап пайки и сборки водопровода
После изучения вышеизложенных рекомендаций можно немедленно приступить к монтажу системы транспортировки воды или тепла. Предположим, что рабочее место готово. Старые соединения демонтированы, рабочая зона очищена от мусора и лишних предметов, а также собран необходимый набор материалов и инструментов.
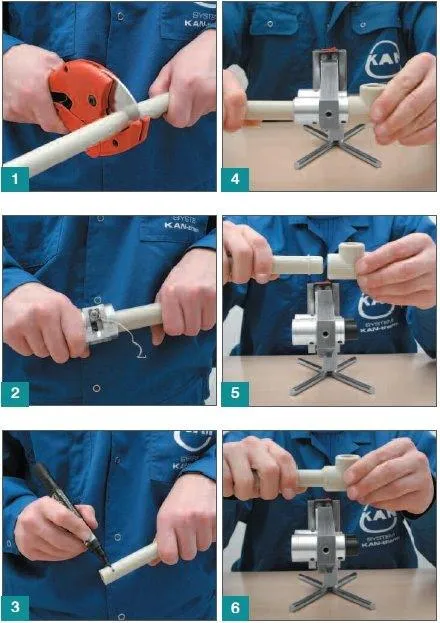
- При использовании аппарата для сварки полипропиленовых труб настройте насадку на диаметр, соответствующий выполняемой работе. Установите регулятор температуры на нужную отметку и запустите машинку. Подождите два-три раза, пока сработает термостат, чтобы сопло хорошо прогрелось. Первое сварочное соединение лучше всего протестировать с помощью специально адаптированных компонентов, поскольку необходимо будет отрегулировать температуру нагрева инструмента.
- Прорежьте трубу в каждом соединении. Это нельзя делать заранее для каждой части системы, даже если есть точные замеры. При монтаже пластиковых водопроводных труб длина отдельных элементов должна регулироваться в процессе.
- Работа с полипропиленовыми материалами разных производителей в основном сопоставима. Из-за небольших различий в упругости может потребоваться корректировка температуры сварки полипропиленовой трубы. Для армированных изделий с алюминием нужно очистить внешнее покрытие с помощью стиральной машины, а внутреннее — с помощью специального инструмента. Для улучшения качества сварного шва желательно применять диагональный инструмент. Это может быть дополнительным инструментом или являться комбинацией с шайбой или инструментом для фаски.
- Трубы следует зачищать на ширину сварочной фаски. Ширину фаски можно определить, учитывая размер головы матки или измерив глубину вставки в воспринимающий фитинг. Можно использовать чистую сухую тряпку для очищения. Дополнительная обработка (спирт, изопропанол, специальные растворители) позволяет добиться равномерного сцепления без жировых и грязевых остатков. Также освобождение зоны сварочного пояса обеспечивает длительный срок эксплуатации насадки без загрязнения.
- Согласно рекомендациям таблицы времени сварки (табл. 3), труба и муфты нагреваются соплом. Аккуратно двигайте аксессуары и без задержек сопоставляйте их. Важно, чтобы при соединении полипропиленовых труб их не поворачивали. Данное действие может вызвать неравномерное распределение пластика в зоне сварки, что в итоге повреждает сварной шов.
Использование трубных ножниц является важнейшим инструментом. Если у вас нет возможности, то можно использовать утюг или (в крайнем случае) обрезать с помощью болторезов. Но это довольно неэффективные методы — лучше всего использовать трубы для достижения хороших результатов!
Ошибки при пайке полипропиленовых труб
Следует строго соблюдать перечисленные рекомендации по сварке полипропиленовых труб и выполнять все шаги, указанные в инструкции.
Ниже представлены ошибки, которые могут указывать на неисправности в системе:
- Грязь или масляная пленка не была удалена с поверхности арматуры.
- Трубы были обрезаны некорректно, не под прямым углом.
- Концы труб неправильно вставлены в фитинг.
- Если нагревательные элементы не нагреваются, время выдержки не соблюдается.
- Армирующий слой не был полностью удален с изделия.
- Компоненты регулируются дольше установленного времени.
Высококачественные материалы могут не иметь внешних дефектов при перегреве, но иногда они скрывают внутренние искажения, что приводит к уменьшению поперечного сечения. В результате, функционирование инженерных коммуникаций может оказаться затрудненным, так как это может значительно снизить пропускную способность сети. Сужения в местах стыков могут привести к более быстрому образованию засоров, что негативно скажется на нормальном притоке воды.
При неправильной установке срезы, расположенные не под прямым углом, будут называться косыми. Это приведет к неточному выравниванию элементов, что станет особенно критичным при осуществлении сборки длинных секций.
Как следствие, может возникнуть необходимость разбирать и переделывать весь процесс. Если детали не выровнены должным образом, это затруднит накладывание варки на шайбе.
Перед завершением сварки поверхности обязательно должны быть продезинфицированы. Ошибки могут привести к возникновению островков отторжения материала. Полиэфирная сварка в этих зонах может выполняться некачественно или вообще не составляться.
Такая ошибка может быть допущена на начальном этапе, позволяя системе функционировать, однако со временем гарантированно проявятся утечки. Аналогично, ошибки могут происходить при ненадлежащей настройке температуры пайки.
Если армирующий слой не полностью убран, оставшееся алюминиевое покрытие может стать причиной образования несваренных участков, где вероятность утечки значительно выше.
Существуют ошибки, связанные именно с перекручиванием компонента. Это нарушает однородность структуры по всему периметру шва, что делает соединение ненадежным и способным разрушаться при повышении давления в системе.
Как паять полипропиленовые трубы — видео
Существует огромное количество видеоуроков, которые могут помочь вам в этом. Ознакомьтесь с опубликованными материалами.
Как сварить армированную полипропиленовую трубу — видео
Установка и монтаж многослойных вспомогательных элементов с помощью сварки является распространенным вариантом для создания надежной системы. Этот метод широко используется для организации канализационных, водопроводных и отопительных сетей в частных домах и квартирах.
Ошибки при сварке полипропиленовых труб — видео
Простота применения сварки содействует ее популярности. Благодаря наглядной простоте процесса его могут использовать даже новички. Тем не менее, температура нагрева компонентов ПП должна строго контролироваться и соотноситься с рекомендациями от профессионалов.
Муфельные соединения требуют точного соединения элементов трубок. Концы должны быть полностью обрезаны без неровностей. Если концы труб заплавлены от устройства, они слипнутся. Если во вложении имеются дефекты, это может привести к утечкам или поломкам.
Как правильно спаять отопление и водопровод из полипропилена

Стоимость полипропиленовых труб и комплектующих (иногда именуемых ППР) значительно ниже, чем у других полимеров, таких как металлопластик и сетевой полиэтилен. Однако с помощью экономичных методов можно сэкономить дважды: приобрести недорогие уголки и выполнить сварку своими руками или нагреть их вручную, что идею не звучит рационально.
Суть проблемы заключается в том, что в интернете представлено множество инструкций и видео по подключению трубопроводов, но реальная практика укладки имеет множество нюансов. Новичок может научиться правильно сваривать формованные элементы на столе, но он может не знать всех тонкостей укладки и соединения готовых секций. Важно принять во внимание, что пайку и монтаж полипропиленовых труб нужно осваивать одновременно.
Этапы монтажных работ
Низкая себестоимость полипропиленовой системы вполне компенсируется сложностями сварки деталей PPR. Адекватной альтернативой им может быть лишь стальные и медные трубы, которые требуют газа и специализированного оборудования для сварки. Монтаж металлопластиковых и полиэтиленовых труб проще, однако они значительно дороже.

Для надежной и эстетически привлекательной сварки полипропиленовых трубопроводов водоснабжения и отопления рекомендует проводить следующие шаги:
- Сначала чертите схему расположения трубопроводов и отопления, а затем перенесите эти черты на стену места.
- Подготовьте все необходимые инструменты и оборудование. Желательно арендовать профессиональный сварочный аппарат (также именуемый «паяльник» или «утюг»), чем приобретать его.
- Проведите нарезку заготовок и сварочных секций системы в удобных условиях, на своем рабочем столе.
- Крепите готовые секции на место и соединяйте их друг с другом. Подключите трубопроводы и систему отопления.
Примечания. Создание схемы и разметка трассы на стене позволяет четко выбрать аксессуары (майки, отводы, муфты) и определить количество труб, которые необходимо закупить.
Подготовка схемы установки
На этапе прокладки трубопровода и подключения сантехнических приборов у вас на руках должна быть схема отопления и водоснабжения. Если еще не составлена схема разводки и не определен диаметр, рекомендуется предварительно ознакомиться с инструкциями по выбору систем отопления для частного дома.
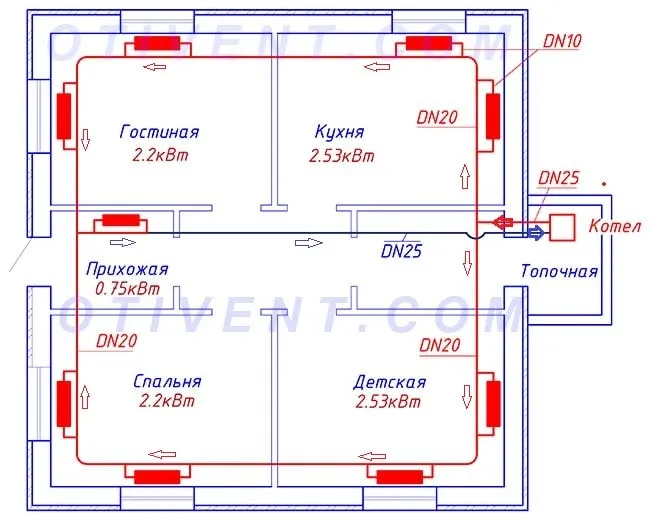
Пример однотрубной системы отопления для одноэтажного дома.
Перед тем как приобретать и сваривать полипропиленовые элементы, перенесите схему на реальные условия.
- Разметьте контуры радиаторов или предварительно установите радиаторы.
- Карандашом или маркером на внутренней стене отметьте места установки сливаемых кранов, коллекторов распределения воды и других приспособлений.
- С помощью длинных стержней и строительного уровня соедините отмеченные точки линиями и проложите по ним пластиковые трубы.
- Количество ответвлений и поворотов в трубопроводе определяет необходимость использования фитингов (Т-образных, муфт и колен).
Важно знать, что грязеуловители должны устанавливаться в правильном положении — горизонтально, с «носком» вниз. Также выберите подходящее место для установки водяного фильтра.
Размечая проекции на стене, вы сможете правильно рассчитать необходимое количество полипропиленовых труб. Воспользуйтесь рулеткой, чтобы измерить длину линий. Не забудьте о пластиковых зажимах для спутанных труб.

Разметка стен способствует лучшему пониманию контуров будущей системы.
Покупая фитинги и трубы, обратите внимание на следующие рекомендации:
- Подключение пластиковых труб производится путём углубления внутренних концов формованных элементов на глубину 14-22 мм (в зависимости от диаметра). Это означает, что длина каждого прямого сегмента должна максимально увеличиваться на 3-5 см.
- В системах отопления, где полипропилен ГВС расширяется от тепла, важно закупить специальные фитинги (расширительные петли), чтобы избежать перегиба линий.
- Для пересечения с другими трубопроводами помогут обводные элементы из ППС.
- Для подачи горячей воды и охлаждающей жидкости используйте трубы, армированные алюминиевой фольгой, базальтом или стъкловолокном.
Соединение ППР без сварки
Иногда возникают ситуации, когда использование обычной сварки полипропиленовых соединений невозможно. Например, соединение может находиться в труднодоступном месте, или во время монтажа внезапно отключилось электричество, о чем требовалась последняя сварка. В таком случае доступны три способа соединения:
- Применение предварительного подогрева с помощью газового пламени, за которым следует соединение.
- Использование компрессионных муфт Gebo.
- Применение анаэробных клеев для склеивания компонентов.
Стоит отметить, что эти методы можно считать расходными. Пламенная сварка или нагрев не обеспечивают необходимую надежность соединения, поэтому такие способы следует использовать только в крайних случаях, например, в системах для охлажденной воды. Соединения для отопления и бытовой горячей воды не должны осуществляться подобным образом. Крепления Gebo надежны, но стоят дорого.

При беспаечных соединениях компоненты чистятся, нагреваются газовой горелкой до необходимой температуры, затем соединяются и фиксируются на 6-10 секунд. Подобная техника демонстрируется в следующем видео.
Варе проводите согласно инструкциям, которые подходят к упаковке анаэробного герметика. Концы труб и гнезда фитингов очищаются, обезжириваются, а затем клей наносится маленькой кисточкой. После этого фитинги нужно зажать вместе.
При этом важно провести соскабливание компонентов, однако это не требуется для изделий из композитных материалов. Эти также соединяются так же, как и неармированные трубы.
Распространенные вопросы и ответы по пайке полипропилена
Можно ли сваривать трубы одного производителя с фитингами другого? Конечно, можно, но необходимо помнить, что и раструб, и труба должны быть высокого качества. Использовать трубы анонимных производителей нежелательно. В неспециализированных магазинах можно встретить трубы разных компаний, но с одинаковыми компонентами и зачастую от анонимных производителей. Такое сочетание не рекомендуется. В общем, ничего не препятствует комбинированию труб и фитингов разных производителей, однако имеется риск неполадок, возникающих из-за несовпадения качества.
Что делать, если полипропилен прилипает к соплу? Прежде всего необходимо проверить фактическую температуру паяльника. Она может не совпадать с температурой термостата. Не следует очищать сопло металлическими предметами, так как расплавленный пластик может прилипнуть к поцарапанному соплу. Сопло можно очистить с помощью плотной бумаги, однако такой способ не всегда эффективен. Если насадка начинает быстро загрязняться, следует что делать наиболее разумным решением будет приобрести новую насадку.
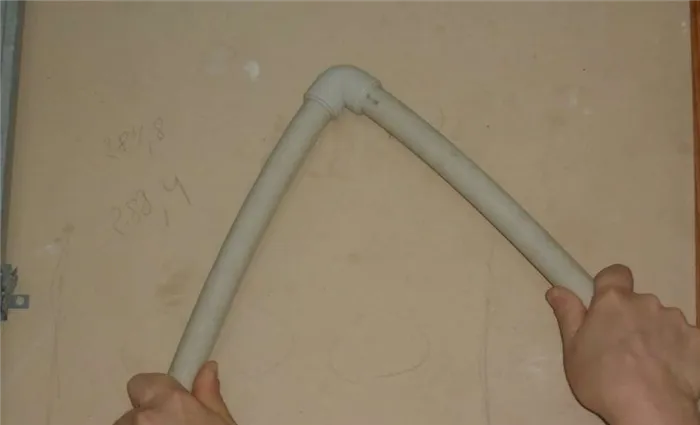
Можно ли сгибать полипропиленовые трубы? Нет, особенно это не рекомендуется делать в процессе или после установки. Если во время монтажа требуется согнуть трубу, следует использовать обводные или угловые фитинги. Справедливости ради отметим, что проблемным местом трубопровода является соединение между трубой и фитингом. Эта точка подвержена поломке при определенном изгибающем усилии. Для проверки возьмите образцы и соедините их на одном углу, затем соедините две отрезка трубы длиной 50 см и попытайтесь сломать эту «кочергу» рукой.
Может возникнуть необходимость приклеивания узлов под нестандартными углами. Однако существует всего два типа углов под 90° и 45°. Мы не видели других ракурсов. Что же делать, если нужен другой угол? Есть два способа:
Имея два угла по 45°, можно образовать любой угол, меняя взаимное положение углов между собой. Минус этого метода заключается в том, что из-за неравномерного вращения соединение не будет расположено в одной плоскости.
Второй вариант заключается в намеренном расположении трубы и фитинга под разными углами. Не забывайте, что прямая линия в месте соединения трубы и фитинга не должна отклоняться более чем на 5°.


Как сваривать полипропиленовые трубы, если нет свободного пространства для маневра? Существуют разные варианты в зависимости от ситуации. К ним относятся использование двух паяных соединений, использование разъемных соединений, и т.д. Однако если установка находится в скрытой части трубопровода, самым простым решением будет создание байпаса. В самой простой версии это можно решить двумя дополнительными углами по 90 градусов. Дело в том, что если не удается удлинить трубы горизонтально, сварив 2 угла, можно сварить их вертикально или в другой плоскости.
Важно! Этот способ считается довольно рискованным — съемная насадка быстро остывает, здесь необходимо точно установить время удерживания. Ошибки могут стоить: при утечке соединителя придется разбирать часть системы и устранять последствия затопления.
Особенности пайки
Сварка полипропиленовых труб делается быстрыми движениями, что предполагает прижатие нагретых участков друг к другу так, чтобы труба вошла в раструб фитинга на необходимую глубину. Важно следить за выравниванием концов, чтобы избежать перекоса на месте соединения. Обрезка и корректировка длины должны быть проведены до сварки; иначе возможно появление статического напряжения и невзрывной разгерметизации системы.
Чтобы избежать охлаждения сварного шва во время паузы в работе, оборудование следует располагать так, чтобы расстояние между зоной установки и аппаратом было минимальным. Это стоит учесть изначально. Время, требуемое для перемещения устройства и компонентов, приводит к потере тепла, что затрудняет соединение. Без этого частичная диффузия утратит прочность и соединение начнет давать сбои.
У вас есть 2-4 секунды, чтобы исправить положение. В течение этого времени элементы не следует скручивать или раскатывать. Если шов не прошел, рекомендуется отрезать участок и повторить процесс. Помните, что подобные ошибки приводят к уменьшению длины трубы и перерасходу материала. Если у вас нет соответствующего опыта, рекомендуется привлекать профессионала.
Не следует принудительно охлаждать шов. Колебания температуры могут спровоцировать трещины и деформации именно в месте сплавления. Позвольте трубке остыть естественно. Температуру можно проверить нажатием. Заранее проверьте герметичность охлаждаемой зоны с помощью перфоратора-пузырька. После завершения процедуры сварки пропустите воду через трубу, постепенно повышая давление и проверяйте стыки на наличие утечек.
Часто ошибки происходят у мастеров без практического опыта работы, даже когда они знают, как правильно сваривать полипропиленовые трубы. Многие из них пренебрегают этапом измерения длины труб: они измеряют на глаз или просто отрезают, не учитывая допуска. Если длина трубы измерена неверно, это значительно усложнит установку соединений.
Часто новички стараются согнуть трубу на месте, чтобы увеличить расстояние между частями. Это приводит к повышению статического давления на сетевые соединения и, как следствие, снижению герметичности. Подобные неточности испортят внешний вид сети. При открытой укладке коммуникаций важно учитывать эстетический аспект системы.
Также обязательно учтите последовательный нагрев. Использование данной методики приводит к быстрому охлаждению соединяемых компонентов, что приводит к разрыву соединения. Пока второй элемент нагревается, первый, как правило, успеет остыть. Популярная часть диффузии может привести к разрушению соединения при повышении давления и возникновении гидроудара. Это явное нарушение технологии, и такая линия не будет иметь достаточную функциональность.
Чтобы избежать серьезных ошибок, стоит следовать следующим рекомендациям:
- Ошибки между компонентами при удерживании пальцами должны быть минимальными.
- Перегрев компонентов может привести к недостаточной вязкости, отсутствию качественного диффузионного проникновения.
- Перегрев может спровоцировать чрезмерное расплавление растяжек и изгибов, уменьшая внутренний диаметр соединений.
- Расстояние между железной точкой и зоной установки может достигать 1,5 метра.
- Не рекомендовано сваривать полипропиленовые трубы в неотапливаемых зданиях, особенно при низких температурах.
- При корректировке уровня нагрева следует учитывать параметры относительно температуры в помещении и диаметра трубы.
- Температура соединяемых элементов должна быть одинаковой; допуски не допускаются.
После того как шов затвердеет, компоненты фиксируются на своем месте. Скручивание, изгибы и другие деформации крайне нежелательны. Не нагревайте область сварки для исправления дефектов. Некачественные соединения должны быть удалены, обработаны и снова заварены. Сварка полипропиленовых труб считается сложной задачей, поскольку качество соединения трудно контролировать. Стыки должны выглядеть практически одинаково на разных участках трубы.
О перегреве концов труб говорит разжижение и увеличение полипропилена. После соединения труб, дефекты могут не быть видны снаружи. Их можно заподозрить по резким ударам или наблюдаемой течи воды. Когда расплавленный конец закручивается, поток воды уменьшается, и давление падает. При высоких температурах, степень перегрева может привести к двукратному уменьшению внутреннего диаметра трубы. Полипропиленовые линии должны оставаться открытыми, чтобы обеспечить быстрый доступ к соединению. Не прячьте их в пол или заливайте раствором.
Как снизить вероятность брака?
В условиях, когда доступ к работам затруднен, рекомендуется, чтобы два человека занимались сваркой одновременно. Второй техник может помочь извлечь второй элемент из насадки и помочь удалить припой на платформе. Первый мастер работает обеими руками, аккуратно совмещая компоненты, минимизируя паузы. Иногда требуется третий человек, когда трубы нужно закрепить на стене соседней комнаты. Пытаться все делать самостоятельно на сложных участках всегда будет сопряжено с дефектами, и в результате сварку придется переписывать.
Следите за тем, как будет двигаться шов в процессе сварки. Обязательно следуйте правильному углу соединения относительно других частей. Также учтите угол осевого вращения в трубе и глубину вставки муфты в соединение. На обеих детальках желательно изготовить маркировку для контроля глубины вставки и угла поворота. Чтобы избежать одновременного измерения, следует использовать стандарты.
В процессе сварки не следует отключать утюг. Излишние усилия на разогрев оборудования будут бесполезными. Когда уровень нагрева погаснет, это будет означать, что паяльник готов к работе. Световой индикатор сообщит, что зеркало достигло нужной температуры. Если начинать сварку в этот момент, труба не будет нагрета должным образом. Рекомендуется также проверять параметры в соответствии с таблицей, и при наблюдении процесса времени выдержки обязательно следует позаботиться о буфере.
Если вы приобретаете композитные трубы, они соединяются только после принудительного удаления смазки. Глубина скоса обязательно должна быть на 2 мм больше глубины втулки, в которую вставляется элемент. Армирующий слой уменьшает расширение в 10 раз. На изделиях с внешним усилением перед сваркой необходимо снять часть фаски на глубину, требуемую для соединения. Трубы с внутренним армированием не нужно очищать; они могут быть установлены быстрее.