«`html
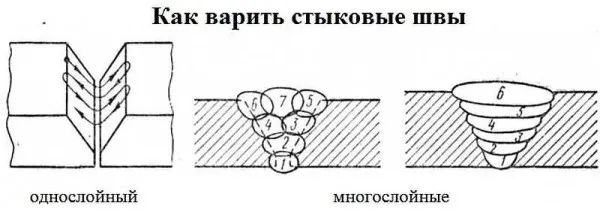
Если вы решили варить более толстый металл одним резом, сварной шов должен быть заполнен за несколько проходов. Такие сварные швы называются многопроходными. Процесс сварки в этом случае показан на рисунке ниже (цифры обозначают порядок расположения слоев металла во время сварки).
Способы сварки вертикальных швов
Сварные швы классифицируются по множеству параметров. К числу наиболее значительных характеристик относятся тип сустава и его положение в пространстве. В зависимости от этих факторов швы подразделяются на кромочные и заполняющие.
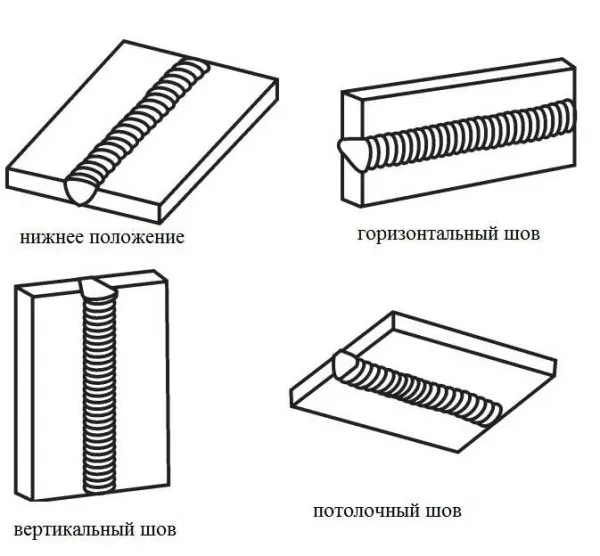
Что касается их положения в пространстве, они могут быть строго горизонтальными (расположенными внизу), вертикальными или находящимися под углом к горизонту. Наиболее простым является нижний шов, который легче всего сваривается благодаря простоте контроля за сварочной ванной и, соответственно, качеством формирования шва.
Все остальные сварные швы, в том числе вертикальные, требуют от сварщика специальных навыков и знаний техники сварки металлов и их сплавов в различных пространственных положениях.
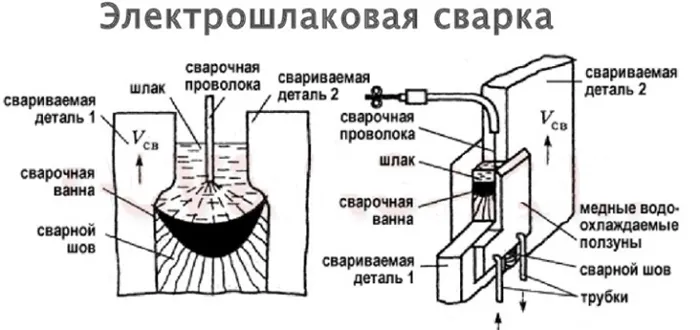
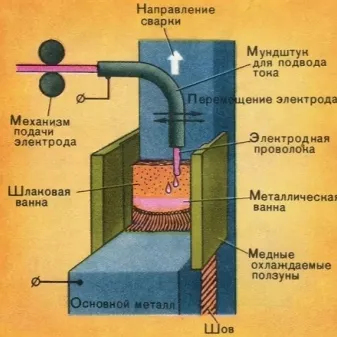
Электрошлаковый метод
Электрическая дуга позволяет сваривать почти все толщины металлов. Соединение может быть выполнено за один проход, независимо от толщины свариваемого материала. Эта особенность делает метод электрошлаковой сварки особенно эффективным.
Данный метод является идеальным для сварки вертикальных швов благодаря особенностям процесса. Однопроходный способ сварки обеспечивает значительное сокращение энергозатрат и расходных материалов, что в свою очередь повышает производительность. Кроме того, качественные сварные швы, образуемые на вертикальных стыках резервуара, имеют высокую прочность.

При процессе сварки с применением электролитического шлака на стыках заготовок, между их кромками и медными пластинами образуется шлаковая ванна. Процесс сварки можно охарактеризовать следующими этапами:
- Как только электрод погружается в шлаковую ванну, сварочный ток проходит через него и нагревает его до такой температуры, что как края заготовки, так и сам электрод начинают плавиться.
- Расплавленный металл создает зону сварки, которая по мере охлаждения кристаллизуется и формирует сварное соединение.
- По мере остывания сварного шва электрод и медные пластины, образующие закрытую зону сварочной ванны, поднимаются.
Таким образом, вертикальные швы любой толщины могут быть сварены за один проход. Жидкий шлак, являясь наиболее легким компонентом, всегда находится на поверхности и защищает сварной шов от воздействия атмосферного кислорода. После завершения сварки холодный шлак убирается с помощью молота.
Электродуговой метод
Перед началом сварки необходимо тщательно подготовить поверхности соединяемых материалов. В зависимости от их толщины и типа соединения края деталей должны быть подготовлены и обрезаны согласно установленным стандартам.
Далее следует надежно закрепить заготовки с использованием специальных зажимов или других крепежных средств. Чтобы избежать тепловой деформации, детали свариваются между собой на определенном расстоянии с применением поперечных соединений, которые называют заклепочной сваркой. Это обеспечивает надежное крепление деталей.
При сварке вертикальных швов электродуговым аппаратом расплавленный металл под действием силы тяжести начинает стекать вниз. Перенос жидкого электродного сплава в сварочную ванну осуществляется без образования капель.
Чтобы обеспечить равномерное стекание капель и предотвратить их разрыв, используется короткая дуга. В некоторых случаях возможно осуществление контакта кончика электрода со свариваемым изделием для избежания прилипаний.
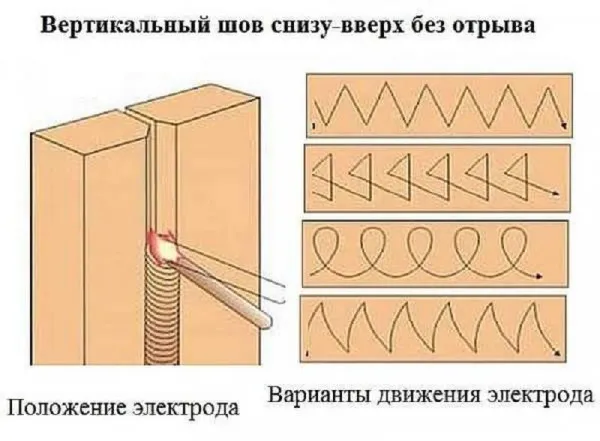
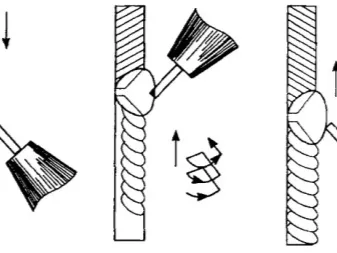
Вертикальные швы могут быть сварены двумя способами: снизу вверх или сверху вниз.
Снизу-вверх
При методе сварки «снизу вверх» сварочная ванна изначально располагается в нижней части. Расплавленный металл подается в ванну сверху. Сварочный электрод наклоняется под углом к вертикальной плоскости сварки, чтобы предотвратить вытекание жидкого металла.
Кончик электрода находится выше противоположного конца, который крепится к опоре, что помогает удерживать сварочную ванну на месте и предотвращает выброс металла.
Нижние слои кристаллизуются, создавая опору для последующих слоев. Таким образом выполняется ручной дуговой метод сварки вертикального шва.
В обоих подходах сварочный ток должен регулироваться так, чтобы скорость кристаллизации шва превышала скорость плавления электрода и его кромок. Это достигается путем поддержания короткой дуги и формирования небольших капель расплавленного металла.
Сверху вниз
При сварке вертикальных швов методом «сверху вниз» электрод также ориентирован так, чтобы кончик электрода был направлен вверх. Кромка сварочной ванны поддерживается дугой и электродом.
Задача заключается в том, чтобы расплавить нижний конец ванны перед другим концом, удерживая верхний конец на месте, чтобы обеспечить достаточное время для его кристаллизации, так как теплоснабжение от плавящегося электрода отсутствует.
При возникновении брызг следует увеличить силу сварочного тока и повысить скорость опускания электрода. Дополнительно рекомендуется увеличивать ширину сварного шва.
При использовании инвертора это делает вертикальную сварку более качественной по сравнению с применением традиционных аппаратов, так как более стабильная сварочная дуга обеспечивает высокое качество выполнения шва.
Неоспоримым преимуществом метода сварки с отрывом является то, что даже начинающий сварщик может осваивать вертикальную сварку. Этот процесс значительно упрощает задачу, однако следует учитывать, что скорость сварки может быть значительно снижена.
Вертикальная сварка
Когда возникает необходимость соединить две металлические детали, находящиеся на разных уровнях, применяется метод вертикальной сварки. Этот метод считается сложным, так как отличается от стандартных, и некоторые методы могут быть неприменимы. Это связано с тем, что в вертикальном положении деталей возникают трудности из-за силы тяжести, которая может заставить их соскальзывать. Поэтому сварщик должен обладать высоким уровнем технического мастерства, опираясь на правильные теоретические знания.
Данная методика широко используется при производстве труб, где вертикальная сварка становится основным методом соединения. Начав тренироваться на ненужных кусках металла, можно значительно ускорить процесс набора опыта, однако предварительно необходимо тщательно подготовиться.

Для успешного старта новичку важно изучить базовые правила эксплуатации сварочного аппарата, которые обеспечат легкость в зажигании дуги и равномерности горения. Основные рекомендации включают следующее:
- Полуавтоматическая сварка. При применении этого метода качество соединения достигается весьма высокое. При правильной настройке машины сварка осуществляется плавно и без перебоев. В то же время некоторые могут столкнуться с неудобством, связанным с использованием газовых баллонов.
- Метод электроцарапинной сварки. Данная сварка осуществляется путем нагрева области сплавления в шлаковой ванне. С помощью этого метода возможно соединение металлов любой толщины.
- Электрический метод, представляющий собой самый удобный вариант на сегодняшний день. После освоения работы с аппаратом сварка вертикального шва становится несложной задачей для начинающих.
Каждый из вышеперечисленных методов вертикальной сварки имеет свои достоинства. Для достижения наилучшего результата необходимо учитывать и множество других факторов.
Условия для качественного вертикального шва
Для обеспечения качества сварного шва необходимо соблюдение следующих условий:
- Шов должен обладать высокой прочностью.
- Важно, чтобы шов имел высокое качество.
- Эстетический внешний вид шва также имеет значение.
Наиболее распространенные ошибки, которые допускают сварщики, следующие:
- Неправильное положение штанги во время работы. Наиболее часто допускаемые ошибки возникают из-за неверной установки планки. Она всегда должна быть вертикальной, иначе формируется угол, из-за чего дуга ведет себя неправильно.
- При сварке вертикального шва дуговым методом сварщик может неправильно определить длину дуги. Избыточная длина может привести к утечкам.
- Стержень наклоняется в попытке уменьшить количество утечек, что нарушает весь процесс сварки.
Рекомендуется помнить об этих полезных советах:
- Подготовьте изделие: очистите от загрязнений, удалите остатки масла, ржавчины или краски.
- Если избежать утечек не удается, увеличьте силу тока и ширину сварочного шва.
Технология производства вертикальных швов
Рассмотрим условия испытания электрода, управляемого преобразователем во время процесса сварки. Основной совет заключается в следующем:
- Работу можно выполнять двумя способами: снизу вверх и сверху вниз.
- Электрод должен быть установлен перпендикулярно рабочей точке, и его конец должен быть подведен под углом, направленным вперед.
В зависимости от ширины шва, удар можно наносить в направлении конца стержня:
- широкий шов: по полукругу, кругу, капле или петле с наложением стежков в заданном направлении;
- узкий шов: полукругами вверх, при этом начало каждого последующего стежка перекрывает середину предыдущего;
- или другие часто используемые схемы: «елочка» (с расстоянием между секциями 2-3 мм), «треугольник» (расстояние менее 2 мм), «лесенка» (максимальное расстояние).

Новых работников часто волнует продолжительность времени, в течение которого электродный стержень должен прижиматься к свариваемой поверхности. Опытные сварщики советуют произносить число «двадцать два» каждый раз, когда они нажимают на активированный аппарат. Это время, необходимое для обеспечения того, чтобы электрод не отсоединился от листа. Следовательно, при сварке толстых металлов этот период следует увеличивать, а при работе с тонкими металлами — немного уменьшать.
Например, оптимальным вариантом считается установка мощности на 30 А на каждый миллиметр электрода. Если технология и толщина используемого материала позволяют, можно немного отклониться от указанных значений. Однако лучше не делать этого, поскольку:
- если мощность установлена на низком уровне, шов получается неэстетичным, и осадок скапливается толстым слоем;
- если мощность слишком высока, есть риск прожечь металл.
При сварке «снизу вверх» металл в сварочной ванне поддерживается за счет кристаллизации уже сваренного материала. Утечка расплавленного металла особенно заметна при повышении температуры, когда он становится более жидким.
Как варить вертикальный шов
Наиболее простым и удобным положением для сварки является нижнее положение. Это начальная точка для обучения профессии. Понимая ключевые аспекты, сварщики становятся более уверенными и переходят к горизонтальной, вертикальной и кровельной сварке. Стоит изучать различные подходы к выполнению этих задач.

Классификация сварных соединений
Основным признаком, по которому классифицируются сварные швы, является их пространственное расположение. В свою очередь, они делятся на следующие категории:
Чтобы понять, как сваривать вертикальный шов, нужно ознакомиться с особенностями этого вида сварки. Главная особенность — стремление расплавленного металла стекать вниз. Сварочная ванна наклоняется под воздействием силы тяжести. Эту ситуацию можно удержать при повышении вязкости металла. Чтобы добиться большей вязкости расплавленного металла, его температура должна быть снижена до определенного значения.
Однако при низких температурах детали не плавятся и не свариваются. В этот момент становятся очевидными ключевые характеристики вертикальных швов. При вертикальной сварке с использованием ММА плавление происходит при коротком контакте электродов, после чего следует удаление электрода. Во время удаления снижается энергозатраты в зоне сварки и ускоряется кристаллизация металла. Кристаллизованный металл формирует пластину, на которую помещается следующая порция расплавленного материала.
Технология сварки вертикальных швов
Как уже упоминалось, ускоренная кристаллизация металла является необходимым условием для удерживания расплавленного металла на вертикальной поверхности. Этот эффект достигается за счет короткой длины дуги. Идеальная длина дуги должна составлять половину диаметра электрода. Однако такая «ювелирная» работа требует высокой квалификации сварщиков.
На практике длина дуги равняется диаметру электрода. Обычно вертикальные швы свариваются электродами диаметром 3 мм, что также соответствует длине дуги. Лучшее направление сварки для вертикального шва обычно считается «снизу вверх». В этом случае затвердевший объем металла в нижней части служит опорой для сварочной ванны.
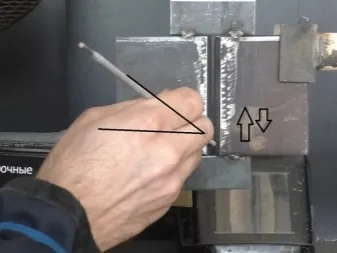
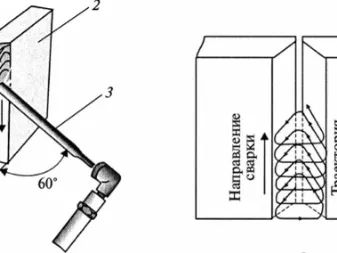
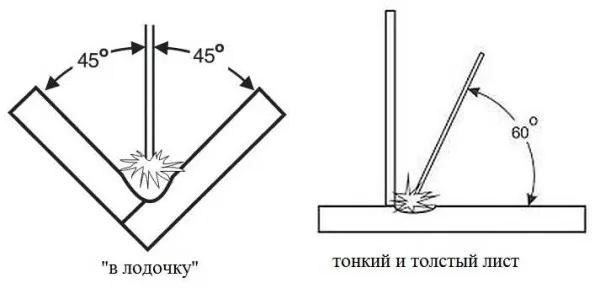
Два хорошо закрепленных листа свариваются короткими швами, чтобы исключить их смещение во время сварки и частично предотвратить деформацию. Электрод следует направить вверх под углом не менее 45 градусов, так как чем больше угол (ближе к вертикали), тем выше вероятность прожога металла шва.
Чтобы обеспечить надежный сварочный процесс, сварочный ток следует понизить на 10-20% по сравнению с аналогичными условиями в нижнем положении. Скорость сварки должна оставаться низкой, и размер сварочной ванны следует постоянно контролировать, чтобы она не превышала определенные габариты.
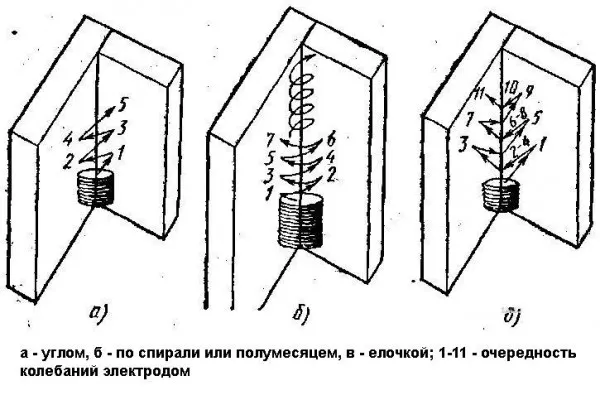
Сварка пластин толщиной 4 мм и более требует применения поперечных движений электрода. Эта техника значительно влияет на прочность сварного шва. Поперечные движения следуют конкретным схемам, и среди них наиболее распространенной является схема «елочка».
Процесс плавления металла электрической дугой
Чтобы лучше понять формирование вертикального сварного шва, следует рассмотреть физические процессы и свойства плавления металла электрической дугой, которая зажигается в определенных условиях в зазоре между электродом и свариваемым изделием.
Когда электрод касается поверхности металла, который соединяется с другой полярностью сварочной проволоки, цепь замыкается, что является одним из условий протекания электрического тока. Второе условие создается за счет электродвижущей силы, обеспечиваемой источником питания: это может быть сварочный трансформатор, выпрямитель или инвертор.
Другой способ сварки вертикального шва электродом заключается в перемещении его сверху вниз. В этом варианте электрод также устанавливается так, что его кончик направлен вверх. Сварочная ванна переносится электродом и дугой.
Дефекты сварных швов
Новички часто совершают ошибки во время сварки, что приводит к образованию дефектов. Некоторые из них критичны, в то время как другие могут быть незначительными. В любом случае важно быстро распознать ошибку и устранить ее. Наиболее распространенными ошибками для начинающих являются неравномерная ширина стежка и недостаточное заполнение шва. Это является следствием неравномерного движения кончика электрода, различной скорости работы и амплитуды движений. С опытом данные дефекты становятся менее заметными и в конечном итоге полностью исчезают.
Другие ошибки заключаются в неправильном выборе силы тока и длины дуги. Их можно определить по форме шва, их трудно описать словами, однако легче представить визуально. На приведенной ниже фотографии показаны основные ошибки формы: подрезы и неравномерное заполнение, а также причины их возникновения.
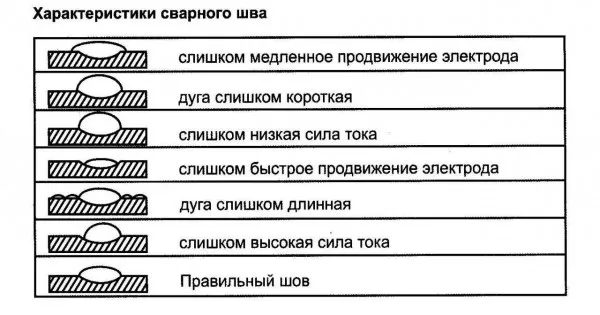
Ошибки, которые могут возникнуть во время сварки.
Непровар
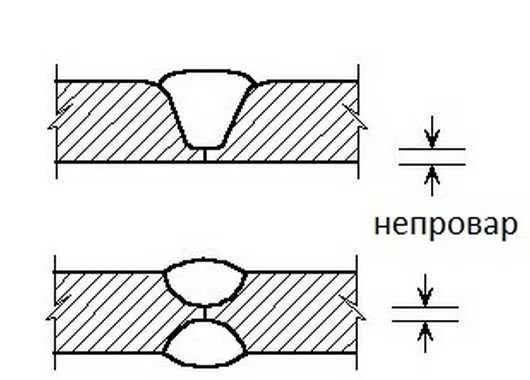
Одна из распространенных ошибок начинающих — это непровар.
Данный дефект заключается в неполном заполнении соединительных швов. Этот недостаток следует устранять, так как он негативно сказывается на прочности соединения. Основные причины возникновения непровара:
- Недостаточный сварочный ток.
- Слишком высокая скорость перемещения аппарата.
- Недостаточная обработка кромок, что особенно касается более толстых металлов.
Ужесточение условий сварки (например, при использовании более толстых заготовок, более тяжелых швов и металлов) требует правильного выбора всех параметров, чтобы избежать непровара.
Подрез
Этот дефект представляет собой канава вдоль сварного шва. Обычно он возникает, когда дуга слишком длинная. В результате сварной шов становится более широким, однако температура дуги оказывается недостаточной для нагрева, что приводит к быстрому затвердеванию металла на краях, и образованию канавок. Исправить это можно, используя более короткую дугу или повышая силу тока.
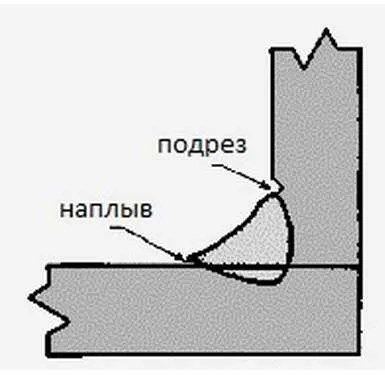
Подрез на угловом соединении возникает, когда электрод ориентирован преимущественно на вертикальную плоскость. В этом случае металл стекает вниз, создавая канавку по другой причине: из-за чрезмерного нагрева вертикальной части шва. Его можно устранить, понизив силу тока или уменьшив длину дуги.
Прожог
Прожог представляет собой сквозное отверстие в сварном шве. Основные причины этого дефекта:
Чтобы избежать прожога, следует находить оптимальный режим сварки и скорость перемещения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут быть сосредоточены в цепочку или разбросаны по всему шву. Они являются ненормальным дефектом, так как значительно ослабляют прочность соединения.
- Недостаточная защита сварочной ванны и избыток защитных газов (что может быть следствием использования некачественных электродов).
- Ток в рабочей зоне, отклоняющий защитные газы, что позволяет кислороду достигать расплавленного металла.
- Наличие грязи и ржавчины на свариваемых элементах.
- Недостаточная обработка кромок.
При сварке с использованием присадочной проволоки накопления дефектов возникает из-за неправильного выбора технологии и параметров сварки, вплоть до образования металла, который не соединяется с заготовкой.
Кончик электрода должен располагаться выше, чем другой конец, который крепится к опоре, что помогает удерживать сварочную ванну на месте и предотвращает выброс металла.
Как варить вертикальный шов: движения электрода
Для вертикальных швов чаще всего используются три типа перемещения электрода:
- Колебательные движения вдоль сустава.
- Повторяющееся движение вдоль сустава.
- Прямое (прямолинейное) движение.
Осциллирующее движение электродов позволяет выполнять широкие швы (до 3-4 диаметров электродов за один проход). Это значительно повышает производительность, особенно при работе с металлом толщиной 20 мм и более.
Возвратно-поступательные и линейные движения применяются при сварке корневого прохода, также для деталей небольшой толщины и для нержавеющих сталей. Сварной шов становится более чистым и прочным, и облегчается контроль состояния шлакозоля и металла во время сварки. При использовании этого метода легче поддерживать постоянную скорость и длину дуги, что делает его более доступным для начинающих сварщиков.
Если вас интересует, что такое MIG-MAG сварка и в чем ее отличие, переходите по ссылке.
Возвратно-поступательные (для рутиловых электродов)

Возвратно-поступательное движение при вертикальной сварке чаще всего используется, когда толщина соединяемых донеров маленькая (до 5 мм) и сварка производится рутиловыми электродами. Этот подход также можно применять при сварке корневого шва (корневой шов — это шов, выполняемый первым в многослойном соединении).
Техника данного способа проста и осуществляется следующим образом:
- Загорается дуга, и сваривается небольшая часть шва (5-10 мм).
- Затем электрод перемещается назад на 1/3 зонировой области.
- Электрод поднимается снова вверх для сварки еще 10-15 мм, затем процесс повторяется до завершения шва.
Результатом будет сварной валик шириной от 1,3 до 1,5 диаметра электрода.

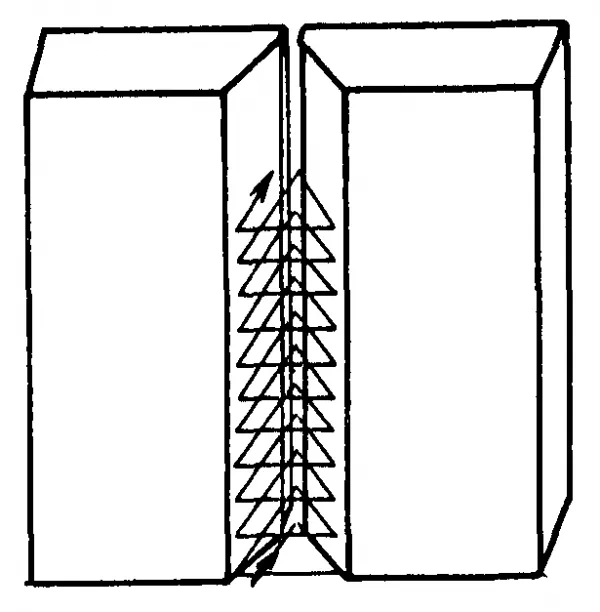
Елочка
Метод «елочка» при вертикальной сварке выполняется следующим образом:
- К нижней части детала приваривается небольшая пластина, чтобы предотвратить вытекание металла наружу.
- Электрод начинает двигаться вверх и вправо, а затем возвращается обратно вниз.
- На следующем этапе электрод поворачивается вверх и влево, а также снова возвращается вниз.
- Данный процесс продолжается до полного сваривания соединения.
- Процесс должен выполняться равномерно (с одинаковой скоростью) для получения наилучшего сварного шва.
Треугольник
Эта техника чаще всего используется при сварке с большими толщинами, так как она может обеспечить соединение до 4 диаметров электродов за один проход. Этот метод хорошо подходит для соединений Т-образного типа и выполняется следующим образом:
- Загорается дуга и начинается нагрев металла.
- На каждом краю с нижней стороны наводится небольшая полоса.
- Запускается сварка в середине, причем дуга зажигается и немного паузируется (до 0,5 секунды).
- Переместите электрод к правому краю и удерживайте его.
- Следующий шаг — движение к левому краю и удерживание устройства на месте.
- Далее перемещаемся снова к центру шва, немного выше, и повторите процесс, пока не закончите сваривание, удерживая каждый край и центр неподвижным.
Предусмотрите плавный переход к основному металлу (не слишком изогнутый и без подрезок) для удлинения шва.
Как правильно варить вертикальный шов полуавтоматической электросваркой
Вертикальные швы свариваются полуавтоматическим методом с использованием проволоки диаметром 0.8-1.2 мм. При толщине заготовок до 4 мм часто применяется метод «сверху вниз» без колебательных движений. Угол между резаком и деталью должен составлять приблизительно 20-35°.
При большей толщине сварка осуществляется снизу вверх. В этом случае горелка устанавливается в режим колебаний, аналогично ручной сварке. Обычно используется треугольное движение с задержкой в центре. Угол наклона резака к заготовке составляет примерно 75-85 градусов.
Сварочная дуга должна быть выровнена по передней стороне конструкций, уменьшая поток расплавленного металла, вызванный давлением дуги, и обеспечивая необходимое погружение корней.
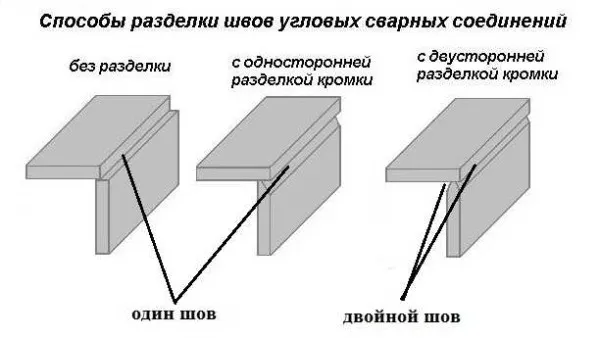
Виды соединений
Вертикальные сварные швы применяются в следующих типах соединений:
- Суставы.
- Сварные швы (стыковые швы).
- Т-образные соединения.
- Угловые соединения.
Встык
Вертикальная сварка чаще всего применяется для соединения труб, листов и конструкций с поперечным сечением. Процесс может быть либо одноступенчатым, либо многоступенчатым, односторонним или двусторонним, с подкладкой или без нее. Наиболее распространенным методом сварки является двухсторонний V-образный шов без подкладки.
Сварка до толщины 3.5-4 мм обычно выполняется без колебательных движений и без пре-обработки заготовок за один проход. Если толщина превышает 4 мм, края обрезаются, и процесс сопровождается колебательными движениями электрода.
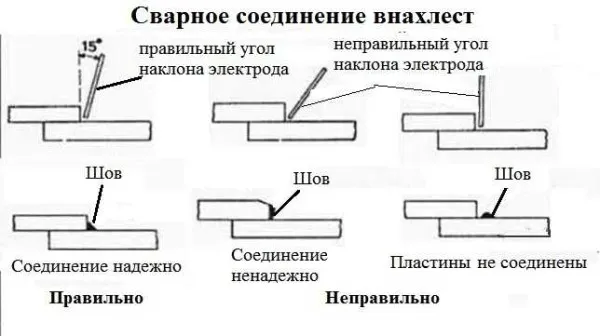
Внахлест
Анкерные соединители используются при сварке конструкций из листового металла, а также при сваривании фасонных деталей и профилей. Наиболее распространенное соединение — H1 по ГОСТ 5264. Толщина швов по этому ГОСТу может достигать 60 мм. Процесс сваривания осуществляется с применением Z-образных маятниковых движений, с направлением снизу вверх.
Как сваривать вертикальный шов при тавровом или угловом соединении
Вертикальные галтели и Т-образные швы свариваются снижением вверх с колебаниями электрода в форме треугольника с задержками на каждом углу и в середине.
При соблюдении всех необходимых условий в цепи может струиться электрический ток. Когда электрод отводится назад, замыкаем цепь. В этот момент дуга зажигается в результате сложного физического явления. Теоретически она может достигать температуры до 7000 °C, что позволяет плавить любой металл.
Варианты движения
Вертикальная сварка может происходить как вверх, так и вниз, в зависимости от выбранного направления. Метод «снизу вверх» представляет собой более простой и удобный вариант. Сварочная ванна поднимается дугой, что также исключает ее движение вниз.
Начальная позиция сварочной ванны — ее дно. Расплавленный металл подается в верхнюю часть сварочной ванны. Чтобы избежать разбрызгивания металла, электрод должен находиться под углом к вертикальной плоскости, в которой расположен шов. Так как сварочный конец выше другого конца, который находится на поддержке или удерживается рукой сварщика, он поддерживает ванну и предотвращает разбрызгивание расплавленного металла. Нижние слои кристаллизуются, создавая опору для новой ванны. Это именно так осуществляется сварка вертикальным электродом в соответствии с общепринятой методикой.
При выполнении вертикальной сварки из нижней позиции без прерывания дуги электроды перемещаются, не изменяя направление и не смещая горизонтально. Наклон электрода должен варьироваться в пределах 80-90 градусов. Это позволяет получить плоский сварной шов. Скорость движения электрода должна быть достаточно высокой. Важно постоянно контролировать режим сварки вертикальных швов. Таким образом, когда металл вытекает из одной стороны ванны, можно безопасно перейти к другой, не останавливая движения вверх.
Возможно также выполнение вертикального сварного шва с отключенной дугой, что доступно даже для начинающих сварщиков. В момент отключения дуги температура заготовок понижается. Кратер на дне может служить поддержкой для электрода, что аналогично предыдущему варианту.
Другой подход к сварке вертикального шва заключается в перемещении электрода сверху вниз. В этом случае электрод размещается так, чтобы кончик электрода был направлен вверх. Сварочная ванна переносится электродом и дугой.

Метод сварки сверху вниз более сложен в исполнении. В этом случае следует решить задачу удержания нижней кромки сварочной ванны перед плавлением. Из-за отсутствия теплоснабжения от электрода верхняя кромка должна успеть кристаллизоваться. В случае разбрызгивания расплавленного металла требуется увеличить силу тока и скорость движения электрода вниз. Также может помочь увеличение ширины сварного шва.
Различные технологии
Существует три варианта сварки вертикальных швов. Выбор метода зависит от величины зазора, толщины свариваемого металла и формы усеченных кромок.
Треугольник
Эта техника базируется на более известном методе «снизу вверх». Расплавленный металл укладывается поверх только что затвердевшего слоя. Стекая вниз, он покрывает шовный валик. Это исключает возможность новых капель попадания в эту зону.
Метод используется для сварки деталей толщиной до 2 мм. Использование данного метода может дать лучший результат при минимальном зазоре. Также стоит следить за тем, чтобы края были как можно более тупыми, как минимум 1-2 мм. Положение сварочной ванны также должно быть слегка наклонным.
Данный метод получил название «треугольник» за счет угла, который достигается следующим образом:
- В начале сварочного процесса создается полка.
- Дуга поднимается вдоль стенки к вакууму, при плавлении краев.
- Далее — по правой стене.
- Затем — по левой стене, формируя там сварной шов.
Следует придерживаться рекомендаций по выбору характеристик правильного сварочного процесса для вертикального сварного шва, используя «треугольный метод». Для этой техники диаметр электрода должен составлять 3 мм, а средний показатель электрического тока — 90-100 А. Электрод направляется по установленной траектории до полного заполнения шва. Метод хорошо подходит для сварки вертикальных углов.
Елочка
На конце электрода совершаются сложные движения. Суть метода заключается в том, что электрод перемещается из глубины, проникая в поверхность края. При возвращении он начинает скользить к другому краю. Затем процесс повторяется на меньшей высоте.
Этот тип сварки подходит, когда зазоры между свариваемыми элементами составляют 2-3 мм. Обострение краев имеет важное значение. Поперечное сечение цилиндра в этом методе меньше, чем в предыдущем. Процесс сварки начинается с выбранного края, когда электрод приближается к вам из глубины зазора.
Сварка происходит так:
- Электрод прижимается к одному из краев, начиная проводить его по всей толщине заготовки.
- После короткого подъема электрод возвращается в зазор.
- После перехода перейдите на другой край и повторите действия.
- Повторяйте эти операции, пока не окажетесь на вершине сварного шва.
Процесс сварки осуществляется короткой дугой, что обеспечивает равномерное нанесение сварочного материала по всему зазору. Следует следить за тем, чтобы на крае шва не образовывались подрезы, и чтобы металл не вытекал наружу. Непрерывность процесса является желательной, за исключением случаев, когда необходимо заменить электрод. Края не должны быть чрезмерно оплавлены. Полученный сварной шов по форме напоминает рождественскую елку.
Лестница
Метод используется в случае, когда зазоры между свариваемыми деталями превышают 2 мм. Он также эффективен, если края слегка затуплены или не имеют ни одной округлой формы.
Советы
Сварка вертикальных швов стала сложной задачей при правильном выполнении. Теоретическая подготовка по технике сварки может оказаться весьма полезной, так как она включает в себя возможность создания качественного вертикального шва и правильного управления им.
Необходимо соблюсти следующие рекомендации:
- При зажигании электрода он должен находиться перпендикулярно свариваемому материалу.
- Чем короче дуга, тем быстрее произойдет кристаллизация металла. Это уменьшает риск утечки и улучшает внешний вид сварного шва.
- Электрод должен быть наклонен, чтобы обеспечить целостность жидкости, избегая падения капель расплавленного металла.
- Если металл начинает течь, следует увеличить ширину сварного шва и силу тока.
- Перемещение должно происходить снизу. Если необходимо работать в направлении вниз, будьте готовы к более низкому качеству сварки. Легкое движение для повышения эффективности не помешает.
- Поскольку вы сваривали тонкие листы, их необходимо тщательно очистить заранее. В таких случаях разумно использовать точечную сварку, чтобы сократить риск сжигания тонких листов.
- Толстые листы свариваются в несколько слоев, составляя многослойный шов. Для следующих слоев допустимо применение электрода немного большего диаметра. Последний слой никогда не должен выходить за пределы подготовки кромок.
Вертикальные сварные швы являются качественными, если учитывать толщину заготовок и соответствующим образом выбрать технику. Поскольку вертикальная сварка ставит дополнительные трудности, необходимо убедиться в надежной фиксации соединяемых деталей.
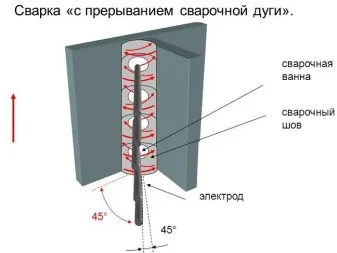
Фактическая сварка вертикального шва проходит в несколько этапов: сначала активируется сварочная горелка, причем длина искры в 2-3 раза превышает диаметр электрода. Это выполняется для нагрева металла, предотвращающего прилипание электрода. Нагрев длится 2-3 секунды, после чего длина становится равной 0,5-1 диаметру электрода.
Особенности
Вертикальная пайка обладает многими особыми свойствами. Например, при воздействии тепла на сплав образуются капли металла, стремящиеся стекать вниз. Этот процесс вполне естественен, но сопряжен с определенными трудностями. Например, эти капли могут не обеспечивать качественного контакта с обрабатываемой поверхностью. Для вертикальных соединений, по мнению экспертов, больше подходит относительно короткая длина дуги. Такой метод помогает обеспечить, чтобы силы поверхностного натяжения способствовали переходу от электрода к соединению. Чтобы закалить каплю в момент сварки, следует слегка сместить стержень в бок. Как только тепло заканчивается, металл затвердевает за короткий срок.
Важно также помнить о том, что верхняя зона способствует притоку тепла к металлу. Кроме того, выявляется более быстрая кристаллизация в швах и различных соединениях. Одна из важных характеристик — это сила тока. Обычно выбирается более низкое значение, чем обычно.
Не стоит забывать, что существует и техника точечной сварки, позволяющая осуществлять низкий зажим двух элементов.

Долговечность сварных металлических конструкций во многом зависит от качества и надежности соединения. В любой конструкции шов может быть одним из самых уязвимых мест. Как правило, сварной шов документации сообщает, насколько качественно выполнено соединение. Для мастера с малым опытом вертикальная сварка становится весьма трудоемкой техникой. Тем не менее, это стоит освоить, поскольку данный метод оказывается довольно распространённым. При использовании этого способа соединения металлических конструкций необходимо соблюдать определенные правила, иначе можно ожидать незаслуженно низкого результата. Для вертикальных швов рекомендуется использовать короткую дугу. В противном случае соединение может переполниться в результате плавления.

При прямом обжиге следует следить за тем, чтобы заготовка была перпендикулярна обрабатываемым областям. Это даст возможность получить надежный шов. В процессе желательно держать электрод слегка наклоненным вниз. Поддержание острого угла позволяет предотвратить стекание раскаленного металла вниз. Хотя зачастую остановить процесс стекания металла не представляется возможным, наилучшим решением станет повышение силы тока и увеличение скорости обработки.
В рамках этой процедуры важно остерегаться, чтобы длина дуги не становилась слишком большой. Также допустимо перемещать электрод из стороны в сторону с целью увеличения ширины сварного шва.


Способы
Существуют различные методы сварки, однако перед началом работы полезно ознакомиться с самыми часто используемыми.

Электрошлаковый
Процесс сварки можно использовать для соединения деталей практически любой толщины. Они могут быть сварены за одну операцию. Следует отметить, что только этот метод сварки имеет такую особенность. Он лучше всего подходит для сварки в вертикальной плоскости. Один проход экономит не только энергию, но и расходные материалы. Одновременно увеличивается производственная мощность. В результате получаются высококачественные суставы. Во время этого процесса между краями наконечника и медными пластины образуется ванна из влажного шлака.
После погружения электрода в воду протекает ток, и происходит нагрев до температуры плавления края рабочей поверхности и сердцевины электрода. В ходе плавления образуется сварочная ванна. После охлаждения металл начинает кристаллизоваться, и образуется высококачественный сварной шов. По мере остывания соединение стержня и пластин постепенно поднимаются. Таким образом, одной операции достаточно для получения качественного шва любой толщины. Расплавленный шлак, как легкий компонент, всегда находится на поверхности. Это защищает сварной шов от взаимодействия с кислородом. В конце сварочного процесса шлак удаляется с помощью легкого удара молотком, после охлаждения.

Электродуговой
Дуговой процесс требует тщательной подготовки свариваемых деталей. Этот показатель может варьироваться в зависимости от толщины свариваемого участка и типа сварки. Важно, чтобы соединяемые детали были закреплены специальными крепежами или подручными средствами. Для избежания тепловой деформации рекомендуется сваривать детали через равные промежутки с помощью крестообразного шва или гвоздевой сварки. Эта техника обеспечивает безопасное соединение.
Вертикальные швы свариваются дуговой сваркой, при этом капли расплавленного металла движутся вниз. Расплавленный электрод поступает в сварочную канавку через капельный канал. Чтобы обеспечить более равномерное стекание капель, удобно использовать укороченную длину дуги.
Также можно поместить конец стержня в передней части свариваемой зоны, чтобы избежать прилипания к изделию.

Для получения качественного вертикального шва используются следующие методы:
- «Снизу вверх» подразумевает, что сварное соединение располагается снизу, а капли расплавленного материала поступают сверху. Чтобы избежать утечки жидкого металла, рекомендуется располагать электрод не прямо, а под углом к месту соединения. Плавящийся кончик электрода должен быть выше, чем заготовка на опоре. Это сохраняет канавку и предотвращает утечку металла. Таким образом, нижние слои кристаллизуются и служат опорой для сварного шва. Данная техника создания шва в вертикальной зоне называется «ручной дуговой сваркой». В ходе сварки необходимо учитывать, что сила тока должна быть установлена на такое значение, при котором кристаллизация будет происходить быстрее, чем расплавление электрода и поверхности кромки. Для этого требуется короткая дуга, чтобы формировались маленькие капли металла.
Технология
Перед тем как правильно сварить вертикальный шов, необходимо подготовить заготовку. Нужно тщательно очистить ее от грязи, а затем отшлифовать. Важно, чтобы на металле не оставалось остатков масла, красок или ржавчины. После качественной подготовки можно переходить к следующему этапу — выбору метода сварки. Лучшим вариантом для вертикального соединения является инверторный сварочный аппарат и метод перемещения «снизу вверх» или «сверху вниз». Направление кончика электрода должно зависеть от ширины будущего сварного шва. Если он широкий, направление должно быть по полукругу, кругу, капле или петле. Электрод должен двигаться слева направо, следуя стежком.
Для узкой строчки рекомендуется сшивать небольшие участки вверх. Начало каждого следующего раздела должно начинаться с середины предыдущего. Метод «лестницы» удачен при крупных зазорах, а «треугольник» или «елочка» подойдут для более мелких. Эффективные сварщики должны произносить про себя число «22» каждый раз, когда они нажимают на сварочный прут. Это то время, которое требуется для контакта электрода с металлом.
Если металл толще, «двадцать два» следует произносить медленнее, в то время как на тонком — быстрее.

Чтобы достичь качественного сварного шва, необходимо тщательно подобрать значение силы тока. Если сила тока будет низкой, сварной шов получится неэстетичным, в то время как слишком высокий может привести к прожогу металла. Рекомендуется устанавливать мощность на уровне 30 ампер на миллиметр электрода. Важным моментом является именно удержание электрода под углом 45-90 градусов по отношению к рабочей плоскости. Процесс сварки вертикального шва выполняется поэтапно следующим образом:
- Сначала на подготовленные металлические поверхности наносится покрытие в нижней зоне.
- Начинайте процесс соединения не с точки нахлеста, а над ней, чтобы избежать необходимости исправлений в случае ошибки.
- Включите сварочный аппарат и подайте давление к сварной дуге. Не забывайте произносить число «22».
- После того, как все швы сделаны, очистите поверхности внутри и снаружи от образовавшегося шлака.
- Если требуется, приварите металлические детали с обратной стороны.
В следующем видеоролике представлена важная информация об угле наклона электрода при сварке вертикального шва.
«`