Как только будет выполнен необходимый этап, отложите горелку в сторону, чтобы сварочный шов смог гарантированно заполнить капиллярный зазор между соединяемыми элементами. Если сварной шов по-прежнему не начинает плавиться, продолжайте нагревание. Основной особенностью низкотемпературной сварки является тот факт, что клей не нагревается заранее; он расплавляется под воздействием тепла, исходящего от нагретого крепежа.
Как и чем паять медь в домашних условиях видео
Процесс подготовки включает в себя не только сбор всех необходимых компонентов и материалов, но и обеспечение средств индивидуальной защиты, а также сам этап сварки.
Существует два основных метода сварки меди с медью: высокотемпературный и низкотемпературный. Высокотемпературный метод подразумевает нагрев меди до 900 °C и используется для соединений, которым требуется высокое давление или значительная тепловая нагрузка.
Нагрев меди до температуры 600 °C (в большинстве случаев оптимальной температурой является диапазон от 300 до 380 °C) достаточен для осуществления низкотемпературной сварки, которая может быть выполнена в условиях домашних мастерских. Для этой сварки применяем мягкую паечную проволоку или стержни диаметром до 3 мм, где используется легковоспламеняющийся флюс. Составом сварки служит сплав, состоящий примерно на 97% из олова и других металлов, таких как медь, селен, серебро и сурьма, что благоприятно сказывается на её свойствах.
Ключевым элементом правильной сварки медных труб является использование флюса — специального пастообразного состава (содержащего хлорид цинка), который необходимо наносить на большую площадь соединяемых участков трубы. Флюс выполняет несколько важных функций:
- Он препятствует окислению металла, удаляя кислород с поверхности,
- Улучшает адгезию сварного шва к медной поверхности, обеспечивая надежное соединение,
- Сигнализирует о достаточном уровне нагрева, подсказывая, когда следует наносить припой и производить сварку,
- Способствует равномерному распределению сварного шва вдоль соединения, что особенно важно для прочности шва.
Техника безопасности при сварке медных труб является обязательной. Несмотря на несложность процесса, поджатие требует серьезного внимания к безопасности. Ожоги могут возникнуть не только от пламени горелки, но и от давления нагретого металла. Медь как малый, но эффективный проводник тепла делает область, где ведется сварка, теплой и пастозной. Вся труба нагревается, что требует осторожности. Если необходимо произвести сварку медных труб, которые не установлены в трубопроводную систему, их следует помещать на негорючие опоры, подготавливая место для охлаждения, чтобы избежать перегрева. Важно дождаться полного остывания сваренного металла перед прикосновением к нему.

Работа с открытым пламенем резака представляет собой рисковую задачу, поэтому рекомендуется приобрести удобное в обращении устройство с подвижным соплом, к которому удобнее подводить трубку.
Техника безопасности при пайке меди
Не забывайте о высокой теплопроводности меди, поэтому необходимо избегать прикосновений к незащищенным сварным деталям, чтобы не получить ожоги. При работе с очень мелкими компонентами меньше 30 см их стоит обрабатывать исключительно в защитных перчатках либо с помощью плоскогубцев. Если при пайке флюс случайно оказался на кожных участках, его стоит немедленно смыть с помощью мыльной воды, так как он может вызвать как химические, так и термические ожоги.
Не рекомендуется использовать синтетические ткани во время работы с открытым огнем и расплавленным металлом, либо при обращении с кислотным флюсом – они могут легко загореться и плавиться, что создает повышенную опасность. Хорошая вентиляция рабочего пространства также является обязательной, так как дым от горящего флюса может быть вреден для здоровья.
Тем, кто не имеет практического опыта в сварочном деле, рекомендуется предварительно практиковаться на нескольких кусках трубы или проволоки, не переходя к главной работе, пока не будут усвоены базовые навыки. Зачастую достаточно 2-3 тренировок для освоения основных техник. Если вы планируете создать водопровод, рекомендуется сначала собрать всю конструкцию на полу до её монтажа. После окончательной сборки и сварки системы необходимо тщательно промыть её теплой, чистой водой, чтобы удалить внутренние остатки флюса и частиц сварки.
Устойчивые к возгоранию и прочные медные трубы для водопроводных или отопительных систем являются достаточно затратными, но при этом они обладают высокой прочностью и долговечностью. Медь, обладая великолепным проводимым качеством, обеспечивает защиту от коррозийных процессов, обладает антибактериальными свойствами и эффективна в долгосрочной эксплуатации. Сварка меди в бытовых условиях не вызывает особых трудностей: надетая гильза на трубу аккуратно запаивается, и шов герметизируется. Интересный подход, когда чаще всего вместо крана один конец трубы развальцовывают и вставляют в другой – это практичное решение, исключающее использование фитингов и обеспечивающее долгий срок службы труб, равный сроку службы самих труб.
Необходимые материалы и приспособления олово и другие
Для успешной работы с медными трубами необходимо обеспечить наличие следующих инструментов:
- Труборез или пила по металлу, а также тонкий шлифовальный круг,
- Резак для металлических труб с тонким лезвием либо специализированный инструмент для снятия фаски,
- Расширитель для труб,
- Сварочный флюс,
- Припои для сварки,
- Паяльник для меди, например, пропановые горелки обычно используются для сварки медных труб,
- Резиновые перчатки для защиты рук,
- Бумажные полотенца для очистки.
Выбор труборезов зависит от размеров труб, которые будут резаться. Более крупные устройства имеют значительное радиус поворота, что делает их сложно управляемыми в узких пространствах. Поэтому, если нужно провести резку ранее проложенных труб, предпочтение следует отдать меньшим образцам труборезов. Также можно разрезать медь ножовкой или шлифовальным кругом, но высококачественный срез в большинстве случаев получается именно при помощи трубореза.
После резки труб важно убрать заусенцы, поскольку их наличие может вызвать неприятную гидравлическую турбуленцию в системе. В результате, если элементы без преград свободно пересекаются, то система будет функционировать аналогично правильно смазанному механизму, без нежелательных дополнительных нагрузок.
Перед тем как сваривать медь, концы труб должны быть полированы с помощью мелкой наждачной бумаги, которую можно без труда приобрести в удобных хозяйственных магазинах. На практике для этой цели иногда применяются маленькие щетки диаметром примерно 22 мм, которые подходят практически ко всем трубам стандартного размера. Чтобы процесс полировки осуществлять быстрее и эффективнее, головка щетки может быть установлена в шуруповерт или дрель.
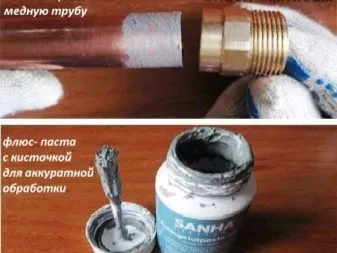
На тщательно зачищенную внешнюю поверхность следует равномерно нанести необходимый флюс, который предназначен для снижения окислительных процессов на меди.
Перед нанесением флюса рекомендуется учитывать предпочтения конкретных производителей, таких как Sanha.
Рекомендация: Наиболее подходяще применять серый флюс, который изменяет цвет при нагреве, превращаясь в оловянный при достижении нужной температуры для сварки. Анализируя изменение цвета, можно легко определить, когда металл достаточно раскален для успешной пайки. В отличие от флюсов белого цвета, которые мгновенно становятся прозрачными при нанесении, серый флюс более практичен в этом плане.
Обязательно защищайте руки резиновыми перчатками во время работы, поскольку резка и очистка меди создают множество мелких фрагментов, которые могут прилипать к коже, как щепки. При этом вращающаяся щетка может повредить перчатки при зачищении поверхности, создавая дополнительные риски.
Для успешной сварки меди убедитесь, что промежуток между этапами зачищения, нанесения флюса и сварки не превышает получаса; в противном случае зачищенный участок следует обрабатывать повторно. Если же флюс накладывается при помощи кисти, следует следить за тем, чтобы на поверхности не остались волосы или остатки щетины, так как это может привести к образованию неводонепроницаемых швов, что может вызвать утечку после поступления воды.
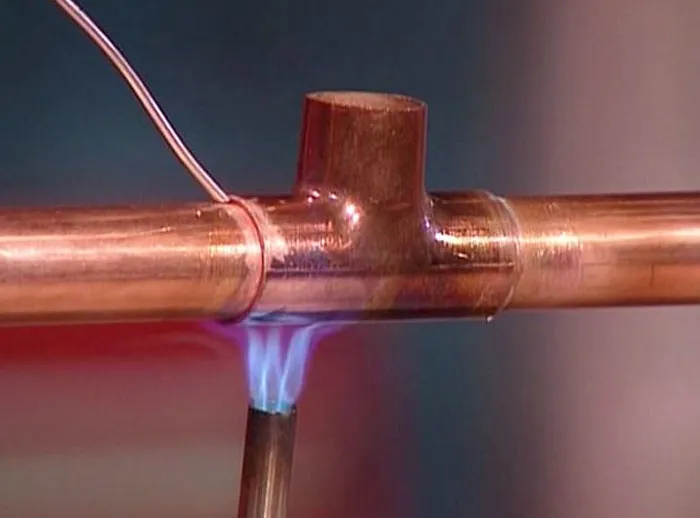
Когда труба помещена в раструб, не следует полностью удалять остатки потека с помощью тряпки; они должны оставаться в виде небольшого края в 1-2 мм в стыке, позволяя клею втягиваться внутрь благодаря капиллярному эффекту. Применяйте данную технику, тщательно нагревая стык горелкой, чтобы испарить влагу между стенками. После этого горелку следует поднять еще раз, чтобы постепенно нагреть медь, наблюдая, как флюс меняет цвет на оловянный. В этот момент следует применять клеящийся материал к лицевой части, сваривая его, при этом расплавленный сплав будет стекать вниз, застывая во время охлаждения. Избыток металла, возникший на нижней стороне, будет отделяться естественным образом, что делает назначение этого метода достаточно удобным и результативным.
Сварка меди, как правило, осуществляется без особых усилий. Поверхность меди не требует применения агрессивных чистящих средств. Кроме того, многие легкоплавкие металлы обладают высокой адгезией, благодаря чему выбор метода сварки становится упрощенным.
Место для пайки меди
Процесс сварки медных труб легко реализуется на верстаке, так как на данном этапе требуется объединить как можно больше стыков, а затем собрать конструкцию. Чтобы избежать нежелательных перемещений или смещений, используются специальные держатели или зажимы, которые фиксируют трубки на месте до завершения сварки соединений. Учитывая, что в местах контакта происходят электрохимические реакции, не забудьте, чтобы подвесы проводили из меди или пластика.
Важно помнить: необходимо работать исключительно с сухими трубами, так как при нагреве вода при переходе в пар может выбросить сварной шов из соединений, добавляя трудности и необходимости повторного выполнения действий.
Умение сварить медь также позволяет эффективно устранять разрывы или повреждения в медных кабелях при различных применениях.
Какие материалы и инструменты вам понадобятся для пайки
В процессе сварки медных соединений вам понадобятся такие инструменты:
- Ножовка или, еще лучше, труборез, что значительно упростит ваши действия. Если вы не планируете заниматься профессиональной пайкой медных труб, можно обойтись обычной ножовкой.
- Напильник для предварительной обработки труб,
- Наждачная бумага для удаления оксидного слоя, который может негативно повлиять на качество сварки,
- Кисть для нанесения флюса,
- Горелка для сварки. В случае ограничения в бюджете лучше использовать резак; однако для удобства и качества процесса настоятельно рекомендуется использовать крайний вариант,
- Паяльник (бытового типа), пригодится лишь для пайки медного провода сечением до 4 кВ/мм,
- Металлическая щетка также будет полезна для обеспечения необходимой очистки заводских заготовок.
Непосредственно для пайки вам также понадобятся следующие материалы:
- Медные трубки (их размеры рассчитываются на основе готового проекта). Заметьте, что медные трубы также могут иметь изоляцию из ПВХ, которую обязательно надо снять на участках стыков,
- Сварные фитинги для медных труб, к которым относятся различные отводы, соединители и стенки. Они следует выбирать в соответствии с проектом системы водоснабжения, важно не путать их с обжимными фитингами,
- Медный провод, например, используемый при необходимости спаивания электрических проводов в вашем доме,
- Припой для сварки меди,
- Концентрат флюса, который поможет очищать металл или кислоту, необходимую для применения химического травления, чтобы убирать окислительные образования с металлических поверхностей.

Подготовка соединений для пайки
Основным условием для успешной сварки является наличие стабильного зазора между деталями. Поверхности, которые будут соединяться, должны иметь цилиндрическую форму, что обеспечивает надежность стыковки. Крайне важно, чтобы фитинги были без видимых дефектов, таких как заусенцы, образовавшиеся при нарезке резьбы, или деформации материала. Ошибок можно избежать, если трубы отрезаются максимально прямолинейно и концы зачищаются с помощью напильника для получения ровной поверхности.
Дефекты, возникшие во время сварки, могут быть устранены при помощи ручного инструмента, а оксидный слой и металлические загрязнения следует убрать с помощью шлифовки наждачной бумагойили очисткой металлической щеткой. Завершающим этапом очистки станет протирка поверхности чистой и сухой тряпкой. Такая тщательная очистка оснований соединений поспособствует надежности и долговечности стыковки. Примеси на уровне металла могут резко снизить уровень смачиваемости поверхности, что, в свою очередь, повлияет на равномерность распределения сварного шва, а, следовательно, и на общий уровень качества соединения.
Компактные труборезы идеально подходят для труб, которые требуют ремонта и уже интегрированы в систему, однако применение труборезов меньшего размера может вызвать определенные сложности.
Особенности пайки меди
Соединение двух отрезков трубы можно осуществить как с помощью фитинга, так и непосредственно замыкая края. При этом фитинг должен соответствовать необходимым диаметрам, а также запрашиваемым характеристикам. Чтобы соединить два трубных отрезка, конец одной трубы можно расширить с помощью специализированного инструмента. После этого детели обрабатываются мелкой наждачной бумагой до идеальной гладкости – это необходимо как на внутренней стороне одного конца, так и на внешней другой трубы. Появившуюся заготовку требуется удалить мягкой щеткой или тканью.
Если соединение не является самофлюсующимся, на него следует нанести тонкий слой флюса, используя обычную кисть. Затем сварочной горелкой нагревается участок соединения; важно разогреть его равномерно. Обычно достаточно одной минуты нагрева. В процессе прикладывается необходимо количество клеевого материала на горячую поверхность, при этом его движение регулируется одновременно с позицией резака. При правильной температуре расплавленный материал соединяет трубы вместе.
Когда выполняется сварка с использованием паяльника, нагревание клея производится за счет кончика прибора. Для обеих методов сварки требуется определенный уровень навыков. Это связано с тем, что для того, чтобы добиться качественного результата, материалы не должны подвергаться перегреву. Необходимо тщательно следить за тем, чтобы достигнуть оптимальной температуры для правильного плавления припоя. Неудачи в процессе могут возникнуть и при недостаточном нагреве, так как в таком случае припой просто не сможет надежно прилипнуть к меди и соединение будет ненадежным. Перегрев также нежелателен; в этом случае флюс, что улучшает равномерность распределения припоя, может сгореть, что сделает соединение хрупким.
Когда приходится соединять медные трубы из небольших отрезков, предыдущее соединение должно остынуть перед началом следующего. Чтобы ускорить процесс естественного охлаждения, можно воспользоваться увлажненной в холодной воде салфеткой.
Важно: при проведении ремонтных работ на существующей трубе она должна быть полностью очищена от любых жидкостей и тщательно высушена. Сварка медных труб в условиях наличия влаги категорически запрещена.
Почему медные трубы так популярны
Медь является мягким, но удивительно гибким металлом, что делает ее относительно легкой для обработки. Это второй по электропроводности металл после серебра, поэтому часто используется в электротехнической сфере. В чистом виде медь не подходит для применения в гидравлике из-за своей высокой пластичности. Для изготовления труб и фитингов используются медные сплавы, компоновка которых регулируется государственными стандартами. Трубы могут производиться как холодно-тянутыми, так и горячекатанными, что определяет их прочность и текучесть. Изделия из медных сплавов дороже их аналогичных изделий из стали или пластика, но цена оправдана их эксплуатационными характеристиками. Основные преимущества включают:
- долговечность в компактных и сложных условиях эксплуатации — более 50 лет; известны случаи, когда они служили до 100 лет,
- абсолютная устойчивость к коррозии и воздействию хлорированной жидкости,
- возможности работы в широком диапазоне температур, не изменяя своих технических характеристик,
- относительно небольшой вес, что делает их легкими для транспортировки, монтажа и дальнейшей эксплуатации,
- отсутствие осадка и солей на внутренних поверхностях, благодаря высокому уровню гладкости,
- антибактериальные свойства, благодаря которым медные трубы способны безопасно транспортировать питьевую воду.
Среди прочего, благодаря высокой теплопроводности медные трубы идеально подходят для систем создания теплообменников, установок кондиционирования и охлаждения воздуха. Однако использование меди в комбинации с другими металлами может быть нежелательно, поскольку это может привести к потенциальным химическим реакциям. Установка медных элементов подвержена риску повреждения от высококоррозионных жидкостей и твердых частиц.
Минусы труб из меди

Главным недостатком меди является высокая цена, так как медные проводники стоят значительно дороже, чем их аналоги из стали или пластика. Но, несмотря на это, недостаток легко компенсируется длительным сроком службы. Кроме того, любой сплав с наличием меди может подвергаться деформациям при механическом нажатии. Сборка медных систем занимает относительно не много времени, но сопряжена с определенными сложностями. Ясная последовательность и состав процесса сварки должны быть строго соблюдены, что требует определённого уровня навыков и практики.
Медные сплавы могут успешно применяться для передачи горячей воды, но необходимо соблюдать особую осторожность в таких случаях. Прокладки трубопроводов следует выполнять в условиях, где они не попадут в труднодоступные места. Высокая теплопроводность данного материала обозначает, что изделия быстро нагреваются, а неосторожное обращение может привести к ожоговым травмам. Дополнительно, наблюдается значительная потеря тепла. Однако эту проблему можно легко решить при помощи теплоизоляции, сделанной из специализированных полимеров.
Добиться аккуратного разреза поможет соблюдение правил: необходимо, чтобы деталь имела четко цилиндрический край с минимальным наклоном и обязательно очистить, а также обезжирить внутреннюю часть с помощью щетки. Аналогичным образом нужно подготовить второй кусок трубы.
Что понадобится в процессе?
Для изделия с качественными швами потребуются специальные материалы и инструменты. Сначала необходимо обработать флюсом предварительно очищенную поверхность фитингов и соединительных элементов. Это позволит удалить окислы, улучшить текучесть расплавленного припоя и снизить поверхностное натяжение.
Важно правильно выбрать клей, предназначенный для работы с медью. Если задействованы высокотемпературные процессы, убедитесь, что в составе нет свинца. На упаковке должно четко указываться «без свинца» или «свинец отсутствует».
Для низкотемпературных процессов подойдут низкотемпературные клей-расплавы, содержащие олово, медь, висмут или серебро. Низкотемпературная пайка может быть осуществлена с применением проволоки диаметром 3 мм.

Флюсы подбираются в зависимости от типа сварки, их можно найти в продаже в удобной упаковке с специальной кистью для нанесения.
Для сварки также необходимы специальные инструменты. Первым делом, конечно, станет труборез, который поможет быстро и аккуратно отрезать кусочки нужного размера. Важно использовать качественный инструмент, чтобы избежать возможных деформаций мягкой меди.
Вам также понадобится инструмент для удаления заусенцев. В противном случае невозможно подложить одни детали к другим. Для очистки внутренней поверхности использует специальную щетку или кисть.

Следующим важным инструментом станет расширитель труб, позволяющий увеличить диаметр одной из соединяемых частей, это необходимо, поскольку трубы имеют идентичное сечение.
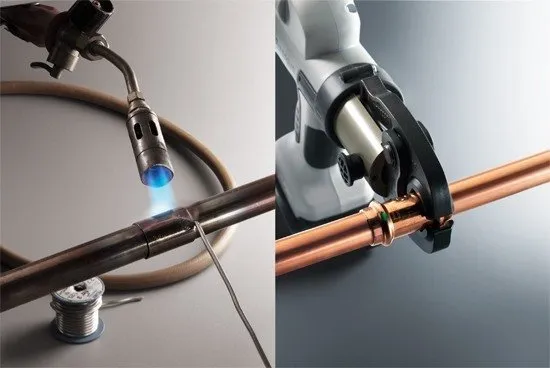
Для обеспечения нагрева медных элементов используют разнообразные устройства. Наиболее распространенным выбором для низкотемпературной сварки является газовая горелка с узким пламенем. Особенностью данного оборудования, как правило, является работа от баллонов со смесью пропана и бутана либо чистого бутана. Запасов обычно хватает для выполнения 3-4 сотен соединений.
Это оборудование работает эффективно и нагревает трубы всего за несколько секунд. Для выполнения высокотемпературной сварки можно использовать пропан-кислородные или ацетиленовые смеси.
В качестве альтернативы сварку также можно выполнять с помощью специального электрического паяльника, который будет подходить для медных фитингов. Данное устройство может использоваться как с твердым, так и с мягким припоем. Паяльник должен подключаться к электросети и удобен для использования в местах, где работа с открытым пламенем невозможна. Инструмент может включать зажимные клещи и сменные электроды.
Кроме того, для процесса укладки труб понадобятся: маркер или карандаш, рулетка, молоток и уровень для спирта.
Новые мастера часто интересуются, как правильно паять медные трубы, забывая о важности соблюдения техники безопасности. Этого делать нельзя. Нужно понимать, что медь, как проводник тепла, требует осторожности при работе — нежелательно держать детали в руках без защитного покрытия, чтобы избежать возможных ожогов.
Необдуманные действия в процессе монтажа медных труб могут приводить к термическим ожогам. Компоненты небольшого размера до 30 см стоит обрабатывать только в защитных перчатках или с использованием плоскогубцев.
Также следует быть особенно осторожным при работе с флюсом. Это крайне агрессивное вещество. Если флюс каким-либо образом попадает на очищенные разделы тела во время сварки, нужно немедленно прекратить работу и промыть аппликацию мыльной водой, так как это может привести не только к термическим, но и к химическим ожогам.

При обращении с медными сварочными материалами также важно соблюдать осторожность и придерживаться правил подходящей техники безопасности во избежание химических или термических повреждений.
Также учитывается одежда, так как правильная рабочая форма имеет немаловажное значение. Использование синтетических тканей категорически нежелательно. Синтетические волокна крайне чувствительны к высоким температурам и могут быстро загореться и расплавиться. Следовательно, для работы более рекомендовано использовать более плотные и удобные одежды из натурального хлопка.
Следует учитывать и важное дополнение: при высоких температурах жидкости начинают выделять пары, которые могут быть токсичными. Поэтому пространство, где осуществляется пайка меди, должно быть хорошо проветриваемым.
Опытные мастера настоятельно рекомендуют практиковать первую сварку на оставшихся кусках труб. Практика показывает, что уже после нескольких проведенных стыков можно переходить к укладке труб. Перед началом сварки рекомендуется провести предварительную сборку системы на полу.
Готовые трубы следует очищать с использованием теплой воды, чтобы убрать остатки припоя и флюса с внутренних поверхностей фитингов.
Основные ошибки, допускаемые при пайке
Сварка медных труб, хотя и достаточно простая, требует определённой практики. Новички в процессе выполнения часто совершают ошибки, которые могут повлиять на конечный результат.
Рассмотрим несколько наиболее актуальных моментов:
- Ошибки в виде дефектов на поверхностях соединяемых элементов. Такие недостатки могут возникнуть во время резки труб. Если сварка выполнялась на дефектной поверхности, то шов будет неустойчивым.
- Наличие загрязнений в местах соединения деталей. После проведения процесса резки и чистки детали необходимо дополнительно обезжиривать.
- Недостаточная ширина зазора для крепления. На уровне норм размер зазора должен находиться в диапазоне от 7 мм до 50 мм для деталей с поперечным сечением от 6 до 108 мм.
- Недостаточный уровень нагрева арматуры. В такой ситуации сварной шов не сможет эффективно сцепиться с основой, что делает его уязвимым даже под малейшими нагрузками.
- Флюс не полностью покрывает поверхность трубы. На фитингах могут оставаться окислы, что негативно найдёт отразиться на качестве сварного шва.
- Перегрев области соединения. Это приводит к окислению флюса и образования солей, что значительно ухудшает качество соединения.
- Проверка соединения ещё до его полного остывания. Перед тем, как проверить прочность, убедитесь, что соединение полностью остыло, в противном случае оно может деформироваться и потерять свою прочность.
- Несоблюдение правил техники безопасности. Сварка производится в условиях высоких температур и с использованием агрессивных химикатов. Всегда важно надевать защитную одежду, маску и перчатки.
Опытному мастеру может быть сложно самостоятельно определить уровень нагрева деталей, в связи с чем стоит вызвать профессионала для помощи в первых стыках и обучении.
Следующая статья представит собой введение в технологии построения отопительных контуров с использованием медных труб, и мы рекомендуем внимательно ознакомиться с этой темой.
Неопытному специалисту может быть трудно самостоятельно определить уровень нагрева деталей, поэтому рекомендуется обратиться к профессионалу, чтобы выполнить первые стыки под его руководством.
Необходимые в процессе инструменты
Для самостоятельного выполнения сварки медных труб вам понадобятся такие инструменты:
- Газовая горелка. Ручные бензиновые инструменты, как правило, используются для сборки небольших металлических конструкций, но их потенциальная опасность высока.
- Труборез — инструмент, который используется для резки труб. Этот инструмент может быть представлен в разных диаметрах или в наборе с несколькими размерами инструмента для выполнения различных работ. Труборезы помогут легко обрезать мягкий металл, не повреждая края трубы.
- Инструмент для расширения. Широко применяемый инвентарь для достижения необходимого диаметра при соединении перекрывающихся деталей. Если сечение одинаковое, потребуется увеличить один из элементов, что значительно упростит соединение.
- Уборщица. Используется для удаления образовавшейся пыли после работы с труборезами. Эти инструменты бывают разных типов, хотя циркулярные инструменты относятся к наиболее практичным решениям.
- Металлические щетки и щетки. Их применяют для предварительной очистки поверхности, что крайне важно для достижения качественного шва.

Что нужно для соединения
Кроме этого, для сварки медных труб вам понадобятся расходные материалы.
Флюсы и пасты
Флюсы типа F-38H или ZIL-2 считаются отличным выбором. Также можно прибегнуть к использованию сварочной смазки или ортофосфорной кислоты. Несмотря на то, что медь считается достаточно устойчивой к коррозии, после выполнения сварки нужно тщательно обрабатывать швы. Качество выбираемого флюса определяет успешность соединения меди с алюминием или нержавеющей сталью.
Фитинги
При отсутствии трубореза и расширителя для соединения элементов могут быть использованы медные переходники с точно определённым диаметром. Наиболее часто встречаются коленные фитинги, соединители для прямых соединений и разветвляющиеся точки. Поскольку расходные детали несут значительные затраты, профессионалы стремятся минимизировать их использование в трубопроводе. Производители также предлагают сварные фитинги.

Сварка с использованием данных фитингов осуществляется с легкостью: нужно просто нагреть их до температуры плавления добавки.
Припои
Припои делятся на несколько категорий в зависимости от их технических свойств:
- Низкотемпературные клеевые составы, которые используются для пайки медных труб. Они применяются совместно с маломощными инструментами, которые не способны нагревать детали до критических температур. Каждый работает на основе умеренной прочности, поэтому такой способ не применяется для сборки систем, подвергающихся давлению.
- Среднетемпературные пасты. Они используются тогда, когда применяются резаки с высокой интенсивностью горения. Такие составы обеспечивают прочные швы с нормальными эксплуатационными характеристиками, однако они мало распространены по различным причинам.
- Высокотемпературные сварочные сплавы. Они формируют очень прочные швы. Важно помнить, что при работе с такими материалами необходимо соблюдать аккуратность, так как медь может деформироваться под воздействием перегрева.
Способы пайки медных труб
Технологии сварки разнятся в зависимости от типа сварного шва и температуры воздействия.
Высокотемпературные методы
При выполнении сварки с использованием сплавов металл нагревается до 700 °C, что приводит к его размягчению. Для этого процесса используется пламенная горелка. Присадочный металл обычно представлен в виде стержней медно-фосфорной конструкции. При высокотемпературной сварке не применяется жидкие элементы.
Преимущества этого метода включают:
- Повышенная прочность сварного шва,
- Устойчивость к воздействиям сварочного тепла.

Работа с припоем требует практических навыков. Перегрев может привести к поломке медных фитингов.
Низкотемпературные соединения
Здесь соединение следует нагреть с помощью бензиновой или пропановой газовой горелки. Применяется мягкий припой. Паяльная горелка с пьезоподжигом упрощает процесс сварки. Заготовки без этой функции более трудоемки в работе. Низкотемпературная сварка обычно выражается в умеренной производительности.
Даже в процессе ремонта необходимо очищать поверхности перед работой, в противном случае конструкция может быстро дать сбой. Если фитинг начинает протекать, следует отрезать кусок трубы и сварить новую деталь с новым раструбом. Если сдвинулась гайка или прокладка, нужно поменять только данный элемент.
Предварительная подготовка
Перед выполнением работы медные трубы необходимо подготовить.
Очистка поверхности
Качество сварного шва в значительной степени зависит от тщательности очистки материалов. Наличие загрязнений и остатков других веществ мешает полноценному соединению в шве, снижая его текучесть. То есть материал распределяется неравномерно, а поверхность не получает должного покрытия сварным швом, что может вызывать плохую работу и разрыв соединения.
Очистка металла может осуществляться двумя методами: химическим и механическим. Внешняя часть трубы и внутренняя поверхность фитинга очищаются от оксидного слоя и загрязнений при помощи металлической щетки. В качестве альтернативы можно использовать стальную пасту или наждачную ткань. После этого клей равномерно распределяется по поверхности.


Чистящие салфетки на основе нейлона удобны в использовании.
Отличительной особенностью их, по сравнению с металлическими щетками и наждачной бумагой, является то, что после чистки на поверхности трубы не остаются следы очистки. Если использовать нейлоновые салфетки, на медной поверхности не останется никаких абразивных частиц или остатков стали.
При химическом методе можно использовать кислоты, которые вступают в реакцию с оксидами. Можно применить специальные жидкости, которые способны очищать и хорошо обезжиривать поверхности, эффективно устраняя окислительную пленку.


Использование флюса и сборка частей
Флюс нужно наносить только на очищенные поверхности. Для этого состав флюса прикладывается в место соединения трубы с фитингом или муфтой, причем флюс должен быть равномерно распределен по поверхности. Обратите внимание, что оксидные остатки после флюса могут негативно сказаться на соединении. Рекомендуя выдержать определенное время, чтобы детали могли соединиться до начала сварки. Поверните трубное соединение до конца, чтобы подтвердить правильность стыковки и распределения флюса. Затем вытирайте излишки флюса подготовленной тряпкой, прежде чем начать процесс нагрева.

Для низкотемпературной сварки используются флюсы, основанные на соли хлорида алюминия. Жидкие препараты являются опасными веществами. Следует быть внимательным, чтобы избежать остатков на наружных поверхностях трубы. Это пренебрежение может привести к коррозии металла и появлению утечек. После сварки внимательно проверьте поверхность, так как там может остаться немного флюса от термического воздействия. Флюс внутри трубы также нужно повторно удалить.
Этапы процесса
Обратим внимание на процесс шаг за шагом для различных соединений.
Соединение при низкотемпературной пайке
Наиболее правильным будет использование клея с низким температурным режимом плавления и низкотемпературным флюсом. Газовая горелка должна быть заправлена смесью пропана или бутана с воздухом.
Пламя нужно направить точно на шов труб, проходя над областью соединения. Это сделано для того, чтобы обеспечить равномерный нагрев всей области. Важно не забывать возобновлять сварку зазора, так как он начнет плавиться. Как только процесс плавления начнется, необходимо быстро нанести пайку, чтобы она заполнила капиллярный зазор. После полного заполнения шва компоненты должны остыть при нормальных условиях без усиленного охлаждения. Не прикасайтесь к неоконченной массе.

Важно следить за тем, чтобы медь не перегревалась во время процесса, так как это может негативно сказаться на качестве соединения. Флюс может быть поврежден и не защитит металл от окисления, что неизбежно скажется на функционировании системы в целом.
В некоторых ситуациях сварка становится неэффективной, тогда отдают предпочтение обычной сварке. Процесс остается похожим на сварку, но перед её началом важно ознакомиться с правилами и основами техники безопасности. Не забудьте защитные очки.


Пайка высокотемпературного типа
Атмосфера газового резака заменяется на смеси пропана с кислородом или ацетилена с воздухом. Устройство довольно быстро нагревается и образует голубое пламя.
Сугубо следуйте инструкции по расположению пламени: направляйте его вдоль шва, изменяя местоположение горелки, как при низкотемпературной сварке. При повышении нагрева металла примерно до 750 °C он очень восприимчив: появляется темно-красный цвет. В этот момент следует начнется настройка на создание сварного шва— его следует нагреть горелкой. В идеале, следует наводить пламя непосредственно на заготовку.

Температура элемента должна обеспечивать, чтобы сварной шов плавился быстро, заполняя пространство между элементами. После полного заполнения шва ему следует дать остыть, чтобы не было механических воздействий.
Не оставляйте соединения или поверхности без присмотра, обязательно удаляйте все остатки флюса, чтобы избежать коррозии. В идеале, стоит промыть завершенные трубы горячей водой, чтобы избавить их от излишков флюса и клеящих материалов.


Ремонт
Самостоятельно устранить проблемы с сантехникой или бытовыми устройствами, например, холодильниками или сплит-системами, вполне возможно.
Одной из распространенных ошибок является поломка металла. В таком случае рекомендуется использовать высокотемпературную сварку, чтобы значительно продлить срок службы системы. Трещины на изгибах труб — это довольно частое явление, и их устраняют с помощью низкотемпературной сварки.
Причины дефектов
Процесс сварки не так сложен, как это может показаться. Однако многие люди продолжают совершать одни и те же ошибки.
Рассмотрим наиболее распространенные из них:
- Дефекты на поверхностях труб, фитингов и клапанов. Следите за состоянием всех соединяемых материалов. Любые повреждения могут усугубить качество соединения.
- Загрязнения на трубах и фитингах. После завершения резки или охлаждения обязательно обработайте детали препаратом для обезжиривания. В противном случае любые остаточные компоненты могут обеспечить преграды на пути к качественному соединению.
- Неэффективный нагрев арматуры. Если фитинг не достаточно прогрет, клей не сможет прилипнуть к поверхности. Это может вызвать образование пустот в шве.


- Перегрев, который может нарушить защитный слой флюса и свести на нет его защитные функции. Это приводит к образованию оксидов и солей.
- Проверка соединения еще до его полного остывания. Не нагружайте конструкцию до полного остывания, иначе соединение станет деформированным, и его надежность только ухудшится.
- Пренебрежение правилами безопасности. Сварка осуществляется в условиях высоких температур и агрессивных химикатов. Поэтому обеспечить наличие защитной одежды, маски и перчаток крайне необходимо.
- Соединение труб с превышением разницы в диаметрах. Разница в сечениях должна быть как минимум в пределах 0,5 мм; в противном случае качество соединения будет уязвимым, и срок службы его сократится.
Полезный мастер-класс о сварке медных труб можно просмотреть ниже.
Работа с открытым пламенем резака требует внимательности, именно поэтому рекомендовано использовать удобные устройства с подвижным соплом на длинной трубке.
Необходимые материалы и приспособления: олово и другие
Для работы с медными трубами нужно обеспечить следующие инструменты:
- Труборез, пила по металлу или тонкий шлифовальный круг,
- Резак для металлических труб с тонким лезвием или специализированный инструмент для снятия фаски,
- Расширитель труб,
- Сварочный флюс,
- Припой для сварки,
- Паяльник для меди, чаще всего используемая газовая горелка,
- Резиновые перчатки,
- Бумажные полотенца.
Для резки могут использоваться труборезы различных размеров. Крупные образцы имеют больший радиус поворота и могут быть сложнее в использовании на сложных участках. Поэтому, если необходимо отрезать участок уже установленной водопроводной трубы, рекомендуется взять в руки небольшой труборез. Трубу также можно разрезать ножовкой или мелким шлифовальным кругом, но более качественный срез обеспечивается только с помощью трубореза.
После резки трубы обязательно необходимо удалить заусенцы. Это важно для обеспечения отсутствия турбулентных потоков жидкости в системе. Если нет преград, гидравлические системы не будут испытывать нагрузки и вполне способны будут функционировать корректно.
Прежде чем начать сварку меди, концы труб следует полировать с использованием мелкой наждачной бумаги, которую легко можно найти в любом хозяйственном магазине. В некоторых случаях применяют небольшие щетки диаметром 22 мм, которые подходят почти для всех труб стандартного размера. Чтобы упростить данный процесс, головка щетки устанавливается на шуруповерт или дрель, что значительно ускоряет очистку и улучшает её качество.
Флюс — это специальный состав, предотвращающий оксидирование меди, наносится на зачищенную внешнюю поверхность трубы.
Можете использовать флюс различных производителей, например, Sanha.
Рекомендация: наилучшим образом подойдет серый флюс. При нагреве он меняет цвет и становится оловянным, что предоставляет возможность легко определить, когда металл достиг нужной температуры для выполнения сварки. В случае, когда флюс белого цвета, после нанесения он сразу становится прозрачным, что усложняет процесс определения времени для начала сваривания.
Не забудьте надеть резиновые перчатки, работая с трубами, так как при резке и очистке меди образуются мелкие кусочки материала, прилипающие к коже, как щепки, а вращающаяся щетка может согнуть перчатки, создавая риск травмы.
Чтобы избежать ошибок, необходимо удостовериться, что время между зачищением, нанесением флюса и сваркой не превышает получаса; в противном случае потребуется повторная зачищка. Если флюс наносят при помощи кисти, на поверхности не должно остаться щетины или волос, иначе соединение будет протекать из-за отсутствия герметичности.
После установления трубы в раструб остатки флюса не следует полностью убирать с помощью тряпки, они останутся в виде небольшого обреза 1-2 мм в стыке и позволят клею втягиваться внутрь — применяется капиллярный эффект. Сначала следует нагреть стык горелкой до появления пара. Далее, когда медь нагревается и флюс принимает оловянный цвет, необходимо нанести клеящий материал на лицевую сторону и сварить его; расплавленный сплав должен стекать вниз, где он затем остывает. Избыток металла, образовавшийся на нижней стороне, отделяется сам по себе. Медь можно успешно сваривать разными методами.
Основные ошибки, допускаемые при пайке
Хотя сварка медных труб достаточно проста, она требует соответствующего опыта. Новички часто допускают сквозные ошибки в процессе выполнения.
Давайте рассмотрим наиболее критичные из них:
- Отсутствие должного состояния на поверхности соединяемых элементов. Такие недостатки могут возникнуть при резке труб. Сварка на дефектной поверхности приводит к нестабильному шву.
- Загрязнения в месте стыка. После резки и очистки детали всегда необходимо обезжиривать.
- Недостаточная ширина зазора для крепежа. Существуют стандарты, согласно которым зазор должен составлять от 7 мм до 50 мм для деталей с сечением от 6 до 108 мм.
- Недостаточная температура нагрева фитинга. Это приводит к недостаточному сцеплению сварного шва с основанием, что делает его уязвимым даже при небольших нагрузках.
- Флюс не охватывает всю поверхность трубы. На фитингах могут оставаться подверженные окислению частицы, что приводит к снижению качества шва.
- Перегрев области стыка. Это приводит к сгоранию флюса и возникновению оксидов и солей, что значительно ухудшает качество соединения.
- Проверка соединения, которое еще не остыло. Не стоит проверять на прочность, пока шов не остынет; это неизбежно приведет к деформации соединения и потере прочности.
- Несоблюдение норм безопасности. Сварка осуществляется под влиянием высоких температур и с использованием угрожающих химических веществ. Защита обязательна: специальная одежда, маска и перчатки.
Если вы неопытный специалист, имеет смысл сразу же прибегнуть за помощью к профессионалу, чтобы выполнить первые стыки.
Следующая часть статьи представляет собой введение к построению отопительных контуров с помощью медных труб и появления их использования; рекомендуется внимательно ознакомиться с данными материалами.











