В практике работы сантехников существует метод проверки герметичности сварного шва, который включает дуновение в трубу после завершения сварки. Хотя у некоторых может возникнуть это желание, по моему опыту, такие ситуации крайне редки, если правильно выбраны температура сварки и время нагрева. Тем не менее не стоит забывать, что низкокачественные полипропиленовые трубы могут быть произведены безымянными заводами, что в свою очередь может отразиться на долговечности и надежности системы.
Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Сантехнические системы в жилых и общественных зданиях представляют собой один из главных компонентов, необходимых для полноценного функционирования любых строительных объектов. Полипропиленовые трубы получили широкое применение благодаря их прочности, высокой надежности и длительному сроку службы. Эти свойства можно гарантировать только при условии, что трубы будут установлены правильно, а соединения сделаны с соблюдением всех необходимых технологий.
Качество шовного соединения трубопровода зависит от состояния и обработки поверхностей, контактирующих друг с другом, именно поэтому для труб различного диаметра разрабатываются специфические методы соединения.
Полипропиленовые трубы можно соединять двумя основными способами:
- Раструбной сваркой (или раструбной установкой);
- Стыковой сваркой.
В обоих этих случаях герметичность соединения достигается за счет диффузии нагретого полимера — процесса, в ходе которого молекулы пластика проникают друг в друга, образуя прочное соединение.
Для выполнения сварки необходимо использовать специальное оборудование, позволяющее аккуратно нагреть пластиковые детали до нужной температуры.
Важно отметить, что второй метод — стыковая сварка — требует значительно более высоких профессиональных навыков и обычно применяется в производственных условиях. В быту чаще всего используется именно раструбная сварка. Основные принципы этой операции будут подробно разобраны в следующем разделе.
Используемое оборудование
Одним из важнейших аспектов, обеспечивающих надежное и плотное соединение в трубопроводе, является одновременный нагрев обеих соединяемых деталей до одной и той же температуры, что характеризуется понятием полиэфирной сварки. Не следует производить попеременный нагрев, так как время, необходимое для охлаждения пластика, при котором прекращается молекулярная диффузия, составляет от 6 до 15 секунд.
По этой причине для сварочных работ обычно используют специальные сварочные аппараты с парой нагревательных сопел. Такие устройства в народе часто называют «паяльниками», что связано с их внешним сходством с утюгами. Важное замечание связано с тем, что это оборудование также может именоваться сварочным аппаратом.
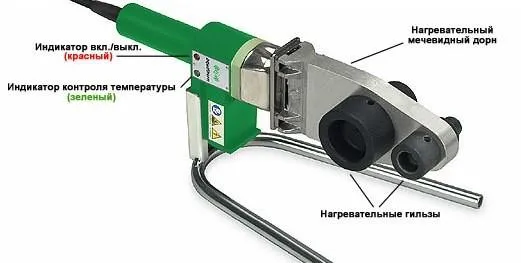
Тепло от этого аппарата передается через сопло, специально подобранное под номинальный диаметр трубы, что позволяет достичь необходимой температуры нагрева.

В промышленных условиях активно используются напольные сварочные машины, которые, как правило, располагаются на полу, а не на столах. Это позволяет удобно и эффективно обрабатывать трубы большего диаметра и веса.

Для обеспечения надежного соединения в процессе сварки крупных труб необходимо использовать специальные фитинги, которые удерживают трубы на месте. Эти компоненты также играют критическую роль в правильном выравнивании сварных поверхностей, чтобы нагретые части были точно состыкованы друг с другом.
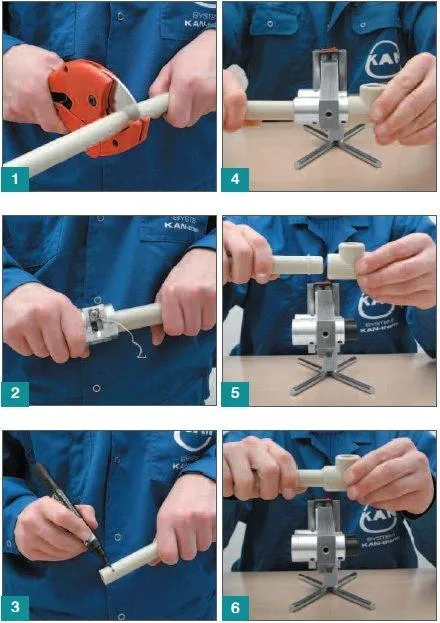
Кроме того, не обойтись без инструментов для разметки и резки полипропиленовых труб.
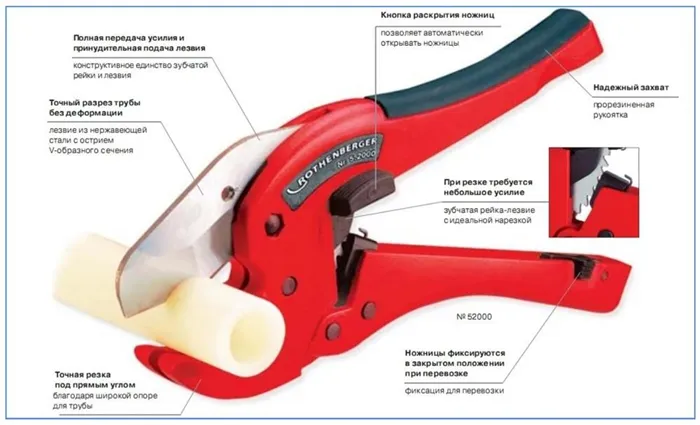
Не рекомендуется использовать обычные ножницы или лучковые пилы для резки материалов, так как они не обеспечивают необходимую точность и гладкость среза. Оптимально использовать труборезы, которые обеспечивают чистый и аккуратный срез.
Для труб большего диаметра следует применять труборезы с подвижным режущим диском, которые позволяют легче контролировать процесс резки и добиваться нужного результата.

Установите шланг под углом для оптимального прилегания к фитингу. Такая операция возможна как вручную, так и с использованием углового резака, что значительно облегчит задачу и улучшит результат.

Для труб меньшего диаметра подойдут ручные модели инструмента, которые также позволяют качественно обрабатывать края.

Армирующий слой можно аккуратно удалить с помощью бритвы или специального режущего устройства.

Особенности труб, учитываемые при монтаже
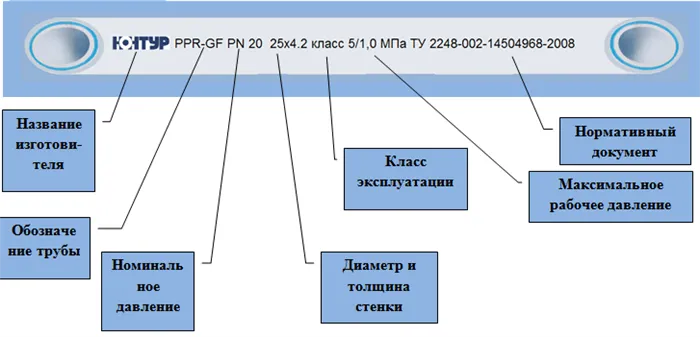
При выборе метода сварки пластиковых труб важно учитывать не только диаметр, но и толщину стенки труб. Поэтому перед началом работы рекомендуется подтвердить фактические параметры, измерив толщину стенок и сопоставив их с заводской маркировкой для лучшего контроля качества.
Обязательно проверьте маркировку и соответствие данных в нормативной документации, чтобы гарантировать правильное соответствие требуемым показателям.
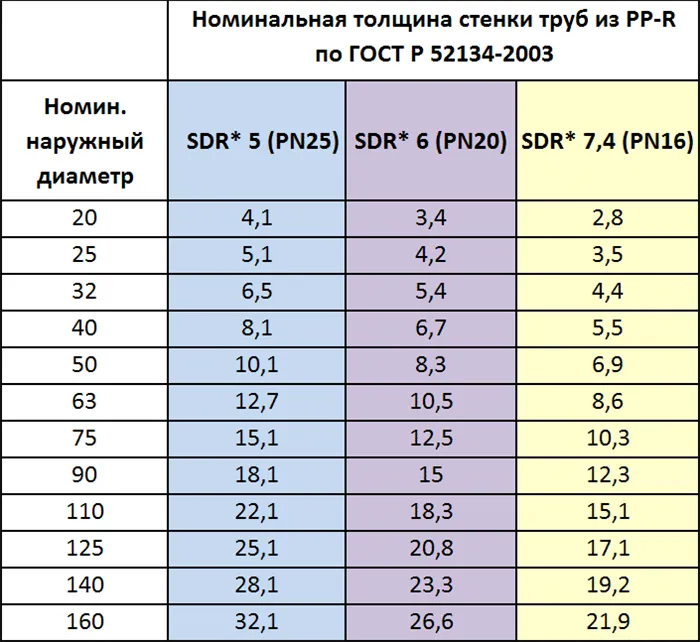
В целом, технические характеристики для термопластичных труб под высоким давлением регламентируются согласно ГОСТ Р 52134-2003. Однако стоит отметить, что для каждого продукта могут существовать свои особенности, и в случае иностранных производителей этот стандарт может не применяться вовсе. Отсюда возникает рекомендация обратить внимание на допустимые диапазоны температур, как в процессе эксплуатации, так и в случае аварийных ситуаций, которые не должны превышать температуры, используемой для сварки.
На основании полученных данных следует рассчитать время нагрева и температуру, необходимую для сварки подготовленных пластиковых труб, а также время, необходимое для их последующего охлаждения.

Ширина зоны сварки, то есть длина нагреваемой области, должна определяться с учетом увеличения толщины стенки относительно номинального наружного диаметра. Это значит, что процесс диффузии (взаимопроникновения частиц материала на молекулярном уровне) должен происходить по всей соединяемой поверхности, которая должна быть одинаковой как для труб, так и для фитингов. Обратите внимание на таблицу, чтобы правильно рассчитать ширину сварного скоса (глубину вставки трубы в раструб) и размер самого скоса.
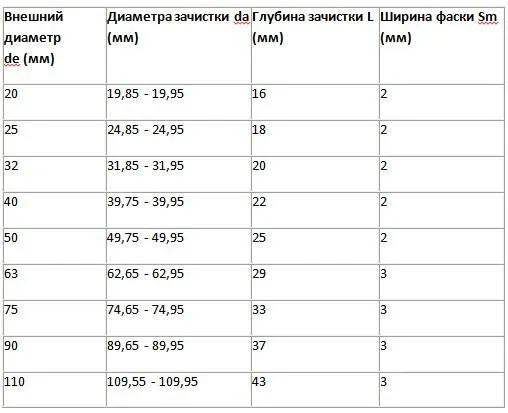
Максимальная глубина для установки без скоса, то есть фактическая ширина сварной муфты, также должна быть учтена.
Кроме того, в зависимости от используемого материала пластика можно регулировать необходимый уровень нагрева сварочного аппарата, то есть, нагревательного элемента (двойные сопла).
Также настоятельно рекомендуется уточнить у производителя или в магазине, так как температура сварки полипропиленовых труб может варьироваться и иногда составлять не 200-220°C, а достигать порядка 260°C, что значительно влияет на качество сварного соединения.
При установке труб и соединении трубопроводной арматуры важно иметь под рукой проекты отопления и трубопроводов. В случае, если схема разводки еще не создана и диаметр труб не определен, рекомендуется заранее ознакомиться с рекомендациями по выбору систем бытового отопления, чтобы избежать ненужных ошибок и несоответствий.
Виды пластиковых труб, тонкости процесса спайки
Пластиковые трубы представляют собой разнообразные изделия, имеющие различные области применения и различные химические составы. Выделяют несколько ключевых типов пластиковых труб:
- Поливинилхлорид (ПВХ). Это идеальный выбор для подачи холодной воды. ПВХ трубы отличаются легкостью и прочностью, что делает их подходящими для наружной установки.
- Полипропилен (PP). Трубы из этого материала справляются с высокими температурами и давлениями, предназначены для высокотемпературных систем транспортировки и ведения нагрева жидкостей. Соединение осуществляется также посредством сварки полипропиленовых частей.
- Полиэтилен (ПЭ). Этот материал является гибким и эластичным, он начинает размягчаться при нагревании. Существует два типа: высоко-, и низкопроницаемый полиэтилен (ПНД). Эти трубы также используются для холодной воды и характеризуются способностью переносить механические нагрузки и температуры.
- Многослойные трубы. Используются для транспортировки питьевой воды и отопительных систем.

Склеивание между полимерными элементами осуществляется за счет их термопластичности. При нагревании этот податливый материал мягчает, как глина, а под давлением различные части щелка соединяются между собой. После остывания происходит образование прочного соединения.
Во время процесса сварки молекулярные структуры распадаются и происходит взаимодействие на биомолекулярном уровне, что приводит к созданию прочного химически однородного соединения, которое сохраняет первоначальные физические свойства полимерного материала.
Способы соединения полимерных труб
Существует несколько основных методов соединения пластиковых труб, среди которых выделяется сварка. Рассмотрим каждый из них более подробно.
Стыковая сварка.
Данная процедура предполагает соединение изделий с равными внутренними и внешними диаметрами. Процесс выполняется следующим образом:
- Края труб выравниваются с помощью кромкореза, чтобы они точно совпадали.
- Плоский нагреватель устанавливается на поверхность края, чтобы осуществить нагрев до нужной температуры до их плавления.
- После снятия нагревателя, края сжимаются вместе для остывания, что приводит к полимеризации и образованию качественного шва.
Для достижения высококачественных соединений обычно применяются специализированные сварочные аппараты, которые выбираются опытными экспертами. Обратите внимание, что этот метод не так часто используется для домашних соединений полипропиленовых труб.
Паяльная сварка
Паяльная сварка полипропиленовых труб находит самое широкое применение при их установке в жилых и общественных зданиях. В этом процессе используются две ключевые детали: раструб и труба. Важно, чтобы внутренний диаметр раструба соответствовал наружному диаметру трубы. Розетки могут быть различной формы: трубами, квадратами, отводами, кранами и прочими аксессуарами.
Для осуществления сварки используется деталь, одна сторона которой имеет гнездо, а другая — вал. Трубка вставляется в раструб фитинга, затем раструб надевается на вал для соединения. В обеих частях происходит нагрев. При этом следует строго контролировать время нагрева, дабы не допустить плавления стенки трубы.
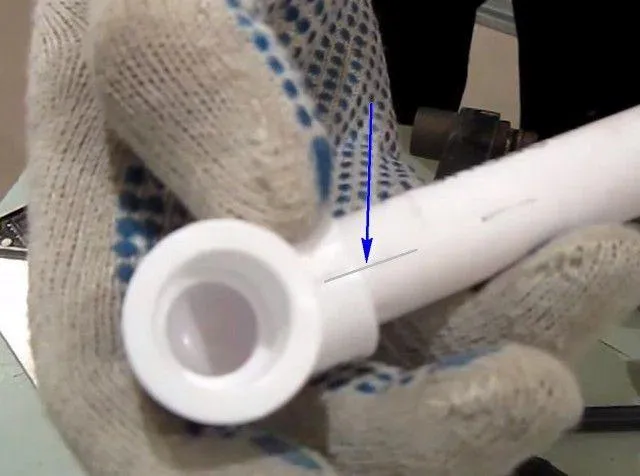
После того как обе детали нагреты, их следует снять с нагревателя и вставить трубку в раструб на отмеченную глубину. Процесс охлаждения запускает процесс полимеризации, который обеспечивает прочное соединение соприкасающихся поверхностей.
Сварка электросваркой
Электросварка полипропиленовых труб осуществляется при помощи специального устройства с электрическим кабелем. В трубу устанавливается раструб, который после этого подключается к нагревателю. Температура нагрева достигает 260 °C, что позволяет расплавить детали и обеспечить их соединение. По завершении процесса машина отключается, и раструб отсоединяется от элемента. После остывания происходит образование надежного контакта.

Другие методы сварки
Одним из альтернативных методов соединения полипропиленовых труб является холодная сварка. Этот процесс осуществляется с использованием клея на основе органических растворителей. После нанесения на пластиковую поверхность данный клей размягчает материал. Поскольку растворитель быстро испаряется, соединяемые части должны быть определенно быстро соединены между собой. Этот метод чаще всего используется для соединений ПВХ, которые обладают низкой пластичностью при нагреве.

Аппараты и другие инструменты для пайки полипропиленовых труб
Для выполнения сварных соединений пластиковых труб небольших диаметров, например, от 20 до 63 мм, можно использовать компактные сварочные аппараты. Эти устройства, как правило, имеют простую конструкцию, и их иногда называют «утюгами» для сварки. Наряду с этим, существует различные формы нагревательного элемента, включая цилиндрические и с машообразной формой, причем последние чаще применяются для поверхностной сварки.
В дополнение к основному сварочному аппарату необходимо иметь и такие инструменты:
- Инструменты для обработки кромок, которые помогут подготовить детали перед сваркой.
- Рулетка или линейка для обеспечения точности при разметке труб.
- Индексы для точной настройки размеров.
- Органический спирт для обезжиривания соединяемых частей, а также тряпки для очистки.
- Перчатки для обеспечения безопасных условий труда.

После того как все необходимые инструменты будут собраны, процесс сварки можно считать благополучно подготовленным к выполнению.
- Ручной сварочный аппарат для полипропиленовых труб с тефлоновой насадкой диаметром от 14 до 63 мм;
- Ручной станок для снятия фаски (принципы работы такой техники можно видеть в специализированных видеороликах);
Какие полипропиленовые изделия выбрать
Для систем холодного водоснабжения с низким давлением оптимальным выбором будут трубы марки PN 16. Они способны выдерживать давление до 2 бар при температуре до +40°C, что более чем достаточно для эффективной работы водопроводных систем в частных домах или теплицах.
Более устойчивые к различным воздействиям являются изделия, вырабатываемые из полипропилена марки PN20. Они универсальны и могут эксплуатироваться также для отопления, где температура теплоносителя достигает 95°C, что делает их отличным выбором для теплоснабжения.
Тем не менее наивысшую надежность представляет собой пайка труб марки PN 25, которая дополнительно армирована алюминием или стекловолокном, что значительно увеличивает её прочность и долговечность.
Оборудование для монтажа полипропилена
Трубопроводные системы, изготавливаемые из полипропилена, обладают уникальными характеристиками, на которые желательно обращать внимание при монтаже, поскольку они определяются особенностями самого материала. Перед сваркой полипропиленовых труб настоятельно рекомендуется подготовить все необходимые инструменты.

Хотя процесс удаления ненужных деталей трубы может показаться несложным, без специального оборудования его невозможно сделать качественно.
Ножницы для резки пластиковых труб необходимы для того, чтобы добиться идеально ровного среза. Любые зазоры могут стать причиной утечек в будущем.
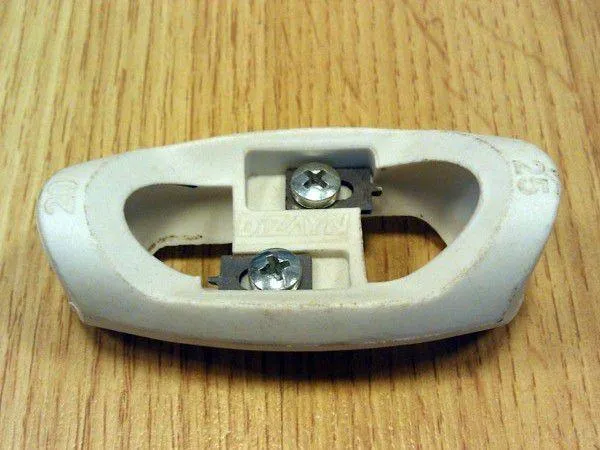
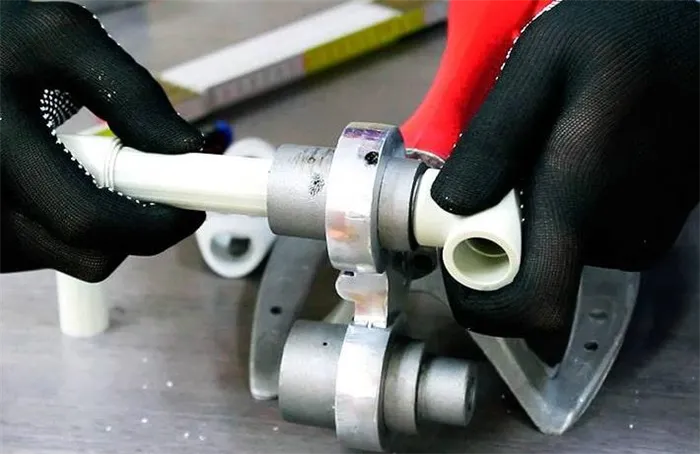
Шайбы — это инструменты, предназначенные для снятия внешнего слоя заготовки перед сваркой. Без подобного приспособления невозможно произвести надёжное соединение полипропиленовых труб, особенно если они имеют армированную структуру. Процесс соединения основан на диффузии, в ходе которой расплавленные материалы проникают друг в друга.

Важно помнить, что алюминий и стекловолокно не подойдут для данного процесса. Использование этого инструмента также помогает создавать срезы на соединяемых элементах под углом 45°, что упрощает их соединение во время сварки.
Существует множество конструкций фаскоснимателей, так что можно будет выбрать подходящий инструмент в зависимости от ваших потребностей.
Сварочное железо остаётся основным инструментом, используемым для сварки полипропиленовых труб. Его устройство состоит из основы, на которой устанавливаются сменные гильзы различного размера. Эти гильзы идут парами: одна для фитинга, другая — для трубы.

Соединяемые компоненты располагаются на сменном оснащении. Питание включается при помощи ручного управления, а температура настраивается регулятором. Нагрев компонентов должен происходить не менее 6 секунд, причем точные параметры указаны в паспорте паяльника. Нагретые детали, соединенные и удерживаемые в течение до 30 секунд, остывают и застывают, образуя прочное соединение.
В комплект инструмента обычно также входят отвертка для установки сменных насадок, маркеры для разметки и рулетка для точных измерений.