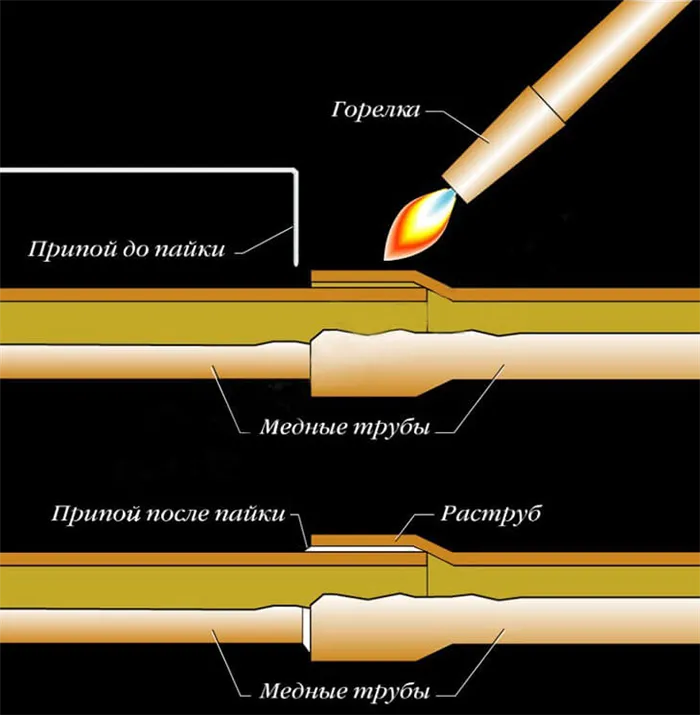
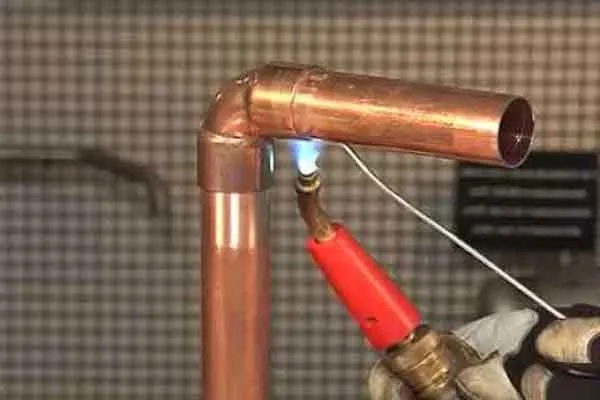
Сварка двух медных труб таким способом требует использования профессиональной горелки. В процессе заполнения баллона используется смесь пропана с ацетиленом, а также ацетилен, смешанный с воздухом.
Правила пайки меди и бронзы

Сварка меди может быть осуществлена с помощью одного из четырех методов: с использованием паяльника, газовой горелки, печи или ванной. Методы, относящиеся к низкотемпературной пайке, подразумевают применение паяльника, тогда как остальные способы относятся к высокотемпературным процессам.
Правила паяния медных деталей
Паяльник предназначен только для соединения небольших деталей, а сам процесс сварки осуществляется при температуре, достигающей +350 ℃. При работе с более крупными деталями рекомендуется применять пламенную горелку из-за их высокой теплопроводности, что позволяет избежать перегрева и последующих деформаций.
Что касается ванн и печей, здесь выделяются два основных материала, которые используются в процессе: это может быть как соль, так и специальные составы для сварки. Соли играют двойную роль: они выступают в качестве источника тепла и одновременно функционируют как флюс. Это важно знать, так как в технологиях, включающих в себя печи или соляные ванны, флюсы не применяются.
Процесс соединения, независимо от того, из какого металла изготовлены детали, в целом остается одинаковым для всех материалов. Он включает шесть основных этапов:
Сварка меди также может быть аналогична другим технологиям соединения материалов. Главное различие заключается в требуемой степени сварки и используемом флюсе. Бронза, представляющая собой сплав, состоящий из меди, олова и различных других элементов, не создает особых сложностей при выборе сварочного материала.
В контексте бронз стоит отметить, что к этой категории относят сплавы меди с кадмия, бериллием, свинцом и алюминием. Важно учитывать, что состав меди непосредственно влияет на свойства конечного изделия.
Подбор припоя и флюса
При соединении медных сплавов с использованием низкотемпературных методов рекомендуется использовать оловянно-свинцовые и свинцово-серебряные сварочные сплавы. Для достижения качественного соединения в процессе сварки также рекомендуется добавлять либо канифоль, растворенную в спирте, либо хлорид цинка, в качестве флюсов. Однако нужно учитывать, что добавление олова и свинца может стать причиной повышенной хрупкости соединения за счет образования интерметаллид, что, в свою очередь, может привести к образованию трещин при низких температурах сварки.
Поэтому для медных соединений предпочтительно выбирать сварочные материалы с максимальным содержанием олова не более 15 процентов; свинцовый компонент в этом случае улучшает ударную прочность соединения. В случае добавления серебра к материалу шва, соединение становится устойчивым к воздействию как низких, так и высоких температур, однако важно учитывать, что серебро снижает прочность соединения.
Диффузионная сварка позволяет соединять медь с различными металлами, такими как олово, свинец, индий и гадолиний, однако важно помнить, что при низкотемпературной обработке высокая прочность соединения не гарантируется — ее уровень обычно не превышает 70 МПа.
Капиллярная сварка также может проводиться с использованием указанных клеящих материалов, но с обязательным условием: зазор между деталями не должен превышать 0,5 мм, а температура сварки не должна превышать +900 ℃.
При сварке оловянной бронзы также рекомендуется использовать серебро, оловянно-свинцовые и медно-цинковые сварочные сплавы. При этом медно-цинковый материал нежелателен, если в сплаве содержится большое количество олова. Важно помнить о необходимости равномерного нагрева бронзы, чтобы избежать перегрева и обеспечить хороший контроль за процессом.
Какие инструменты и материалы нужны
Сварка может осуществляться как в промышленных условиях, так и в домашней обстановке. Для этого следует подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальная щетка.
Выбор инструментов зависит от удобства и предпочтений мастера, а также от размеров соединяемых деталей. При этом мощность инструмента необходимо выбирать на основании температуры плавления сварного шва. Флюс может быть как жидким, так и твердым, при этом каждый из видов обладает уникальными характеристиками, которые учитываются в процессе работы. В случае применения вязкого флюса его необходимо наносить как до, так и после соединения. Жидкий флюс, в частности, играет важнейшую роль в защите поверхности от окисления, способствует созданию прочного шва, а также улучшает его качество.
Сварочная паста представляет собой вязкую массу, содержащую мелкие сварочные частицы, флюс и специальные добавки, что делает ее пригодной для использования в промышленности при пайке компонентов на печатных платах. Изготовление пасты требует соблюдения ряда условий:
- после нанесения должны оставаться легко удаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не должно негативно влиять на обрабатываемую поверхность;
- не просачиваться на одежду в процессе плавления.
Обработка с использованием пасты зависит от типа и размеров содержащегося в ней припоя, а также от вида флюса (канифоль, смываемый водой, без смываемого остатка). Флюс же необходим для компактного расположения мелких деталей, что делает процесс соединения более удобным.
Технология пайки
Технология пайки весьма проста, что позволяет проводить сварочные работы самостоятельно, без привлечения специалистов, нужно лишь учесть, что без подготовительного этапа качественная сварка будет затруднительной.
Качество конечного соединения зависит от тщательности подготовки. В первую очередь следует обратить внимание на разрезанные детали: они должны быть строго вертикальными, без заусенцев и с ровными, гладкими краями. Если обнаружены малейшие неровности, необходимо использовать наждачную бумагу для устранения всех дефектов.
Если необходимо соединить две медные трубы, то после осуществления не менее качественного разреза следует вставить трубу в фитинг. После этого отвести трубу и удалить ту часть, которая имела контакт с арматурой, чтобы она была очищена от окисления. Далее непосредственно наносится флюс — это нужно делать аккуратно, равномерно распределяя его по всей детали, с особым акцентом на стык элемента.
После того как элементы соединены, их необходимо зафиксировать. Следующие действия зависят от того, каким образом будет выполняться сварка — газовой горелкой или паяльником. Для обеспечения неподвижности компонентов желательно иметь помощника, который сможет удерживать их в заданном положении. Если помощника нет, процесс потребуется выполнять в одиночку.
Если предстоит сварка в домашних условиях, обычно применяется твердая паста, хотя можно подобрать и специальные пасты. С помощью правильно подобранных муфт можно добиться хорошего, качественного и максимально плотного соединения двух труб или радиоарматуры.
Работы проводятся как при высоких, так и при низких температурах. В первом случае процесс отличается высокой прочностью шва, а в соединении обеспечивается термостойкость. Это крайне важно, если в дальнейшем соединение будет частью различных транспортных систем. Однако важно помнить, что высокотемпературная сварка не подходит для резьбовых соединений, которые обычно выполняются с помощью горелки, работающей на пропане.
Низкотемпературная сварка же, в свою очередь, предполагает использование мягкого шва, пасты или геля, что делает его подходящим для начинающих, поскольку он предельно прост. В этом процессе температура не превышает 425 градусов, что в свою очередь позволяет использовать паяльник, который имеется почти в каждом доме.
Работа с паяльником
Каждый человек хотя бы однажды сталкивался с паяльником, при этом многие используют его постоянно. Таким образом, большинство мастеров не увидят ничего сложного в сварке медных изделий с использованием этого инструмента. Основной процесс при этом заключается в нагревании паяльником шва между двумя деталями, пока он не начнет плавиться.
Когда паяный шов затвердевает, два элемента становятся прочно соединены друг с другом. Для достижения качественного сварного шва необходимо равномерно распределять вещество по всей поверхности и заполнять все пустоты. Важно выбирать материал, способный хорошо выдерживать высокие температуры, которые могут быть достигнуты паяльником.

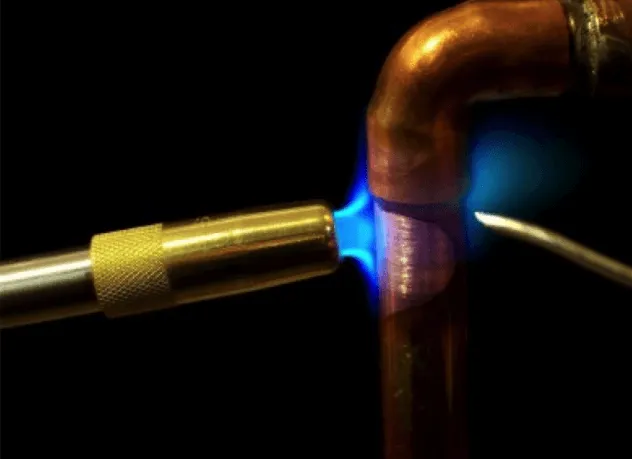
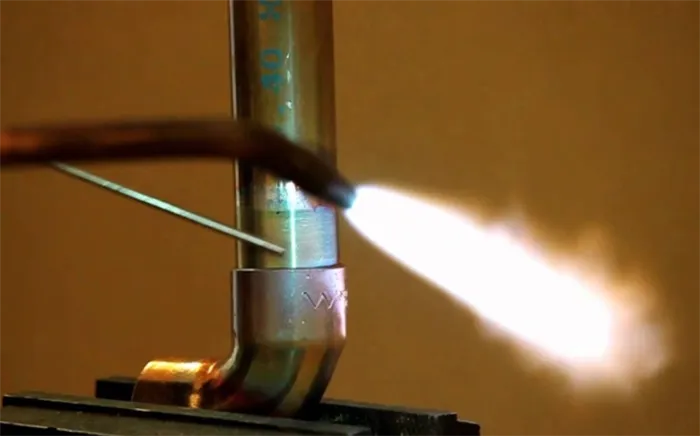
Работа с горелкой
Использование горелки начинается тогда, когда две детали уже соединены. Следует избегать излишнего нахождения горелки возле шва, так как температура обжога может достичь нескольких тысяч градусов. Достаточно нагреть конкретную деталь до 250-300 градусов, чтобы сварка прошла корректно.
Оборудование, инструменты и приспособления
Работа по сварке медных труб требует специального набора оборудования и инструментов. Для качественной подготовки следует использовать:
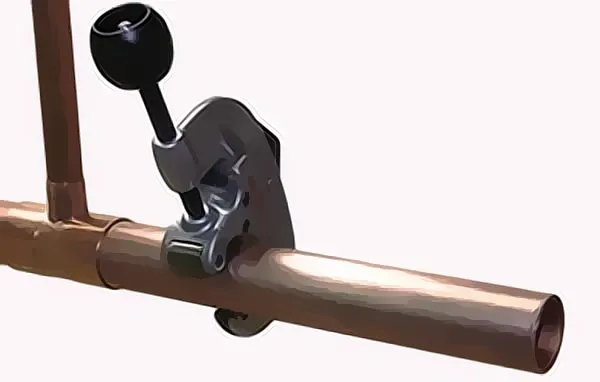
- Ручной труборез — позволяет проводить резку трубы под перпендикулярным углом, оставляя небольшую фаску и сглаживая рез.
- Устройства для снятия фаски — применяются после трубореза и предназначены для того, чтобы удалить заусенцы и стружку, восстанавливая номинальный диаметр трубы.
- Расширитель — используется, если медь была отожжена, позволяя увеличить диаметр трубы и вставить одну деталь в другую без необходимости применять фитинги.
- Ерш соответствующего размера и специальная губка — служат для очистки окислов и подготовки поверхности перед нанесением флюса.
- Газовая горелка — устройства бывают бытовыми, подходящими для пайки тонких труб в домашних условиях, и промышленными, используемыми для ответственных соединений.

Выбор инструмента зависит от специфики выполняемых работ: диаметра труб, типа сварки и назначения трубопровода. Например, сварка медных проводов может быть осуществлена с применением специализированного фена.
Материалы
Соединение труб осуществляется с использованием:
- флюса;
- припоя;
- фитингов — их можно избежать при использовании расширителей трубок.
Все расходные материалы делятся на подтипы в зависимости от их состава, свойств и размеров.
Флюс
Для качественной сварки соединений необходимо уделять строгое внимание выбору флюса. Если соединение меди и олова производится без применения флюса, прочное и герметичное соединение в результате не получится. Выбор флюса зависит от применяемого процесса: низкотемпературного или высокотемпературного.

Флюс необходим по нескольким основным причинам:
- он удаляет окислы, способные ухудшить качество соединения;
- защищает зону пайки от попадания атмосферного кислорода;
- улучшает адгезию припоя;
- способствует равномерному распределению припоя по соединению.
В качестве флюса часто используется сварочная паста — вязкая смесь всех необходимых компонентов для выполнения сварки. Она обеспечивает легкое нанесение и удержание на трубе перед нагревом, что значительно облегчает процесс.
Припои
Выбор сварного шва зависит от назначения трубы. Промышленность предлагает широкий ассортимент твердых и мягких сплавов для соединения медных фитингов и труб. В домашних условиях можно применять низкотемпературную сварку, при этом для резки медных труб можно использовать стандартный переносной труборез.
Важно избежать перегрева соединения, так как это может вызвать растекание металла шва и неконтролируемое протекание соединения. В процессе капиллярной сварки флюс подогревается до изменения цвета, после чего следует вводить припой. При этом металл буквально втягивается в обрабатываемое соединение, полностью его заполняя.
Сварочный материал, как правило, содержит олово с добавлением меди, сурьмы и серебра. Особенно предпочтительным является содержание серебра в сплаве. Материалы, содержащие олово и свинец, менее безопасны и не используются в современном производстве.
Припои на основе меди и фосфора востребованы для высокотемпературных применений. Особенностью этой сварки является то, что для соединения медных труб не требуется применение флюса, так как соединение гарантированно станет прочным благодаря равномерному тепловому расширению меди.
Сварка медных труб с помощью твердых сварочных прутков осуществляется в зависимости от диаметра соединения: для толстых соединений подходят толстые стержни, а проволока толщиной 2-3 мм — для более тонких соединений.
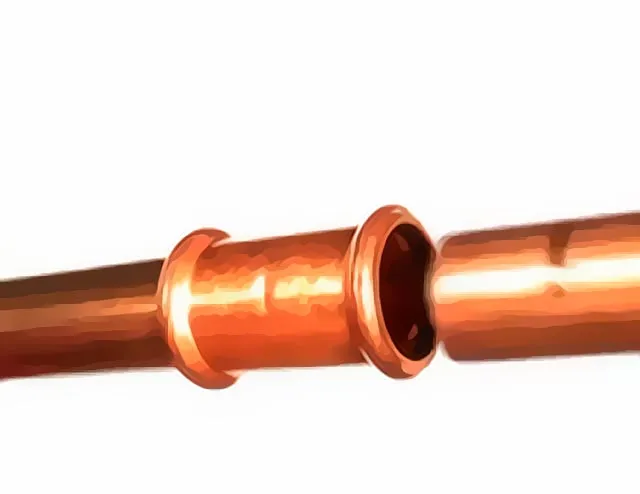
Соединительные фитинги
Если нет возможности расширить стык и организовать плотное соединение между двумя медными трубами, можно воспользоваться фитингами. Размер этих фитингов адаптируется под диаметр трубы, и раструб не требует дополнительных изменений в геометрии. Фитинги различаются по формам:
- угловые отводы;
- стыковочные муфты;
- тройники;
- отводы с резьбой — для подключения потребителей к трубопроводу.

Разнообразные медные трубы можно соединять с помощью редукционных фитингов разного диаметра. Основным недостатком такого подхода является высокая стоимость фитингов, что сказывается на общем расходе на эксплуатацию трубопровода.
Также существуют фитинги, реализующиеся с уже наложенными сварными швами в виде валиков внутри соединения — эти изделия необходимо только подсоединить к трубе и согреть.
Технология пайки медных труб
Качественные соединения могут быть достигнуты, если сварщик медных труб внимательно изучил весь процесс работы. Если каждую стадию выполнения работ вести тщательно и добросовестно, с успехом справится даже новичок. Эти навыки окажутся крайне полезными при ремонте трубопроводов и восстановлении систем охлаждения, где особенно высок спрос на сварку негерметичных медных труб для систем кондиционирования воздуха в летний период.
Отрезка труб
Трубы можно резать с помощью ручного трубореза, угловой шлифовальной машины или ножовки. Главное требование — это сохранение геометрии реза. Для этого необходимо удалять стружку с металлической кромки, а прокатные края выравнивать специальным инструментом. Перед нанесением флюса соединение должно быть тщательно выровнено — детали должны плотно прилегать друг к другу, избегая заеданий. Возможна внутренняя ротация сустава.
Нанесение флюса
Перед тем как нанести флюс, необходимо провести подготовительные действия:
- внутренняя часть соединения обрабатывается ершом подходящего размера (для маленьких диаметров). Трубы большого диаметра очищаются с помощью специальной губки;
- конец трубки, который будет соединяться, обрабатывается специальным материалом — жесткой губкой.
После такой тщательной обработки шероховатость существенно снижается, что позволяет флюсу лучше прилипать к поверхности. Паста наносится на внешнюю поверхность трубы равномерно, избегая пропусков.

При выполнении ювелирной склейки, важно удалить флюс после пайки, а выполненный продукт также следует тщательно смыть после остывания.
Стыковка перед пайкой
После соединения обе части поворачиваются друг к другу для того, чтобы равномерно заполнить флюсом весь шов. Любые остатки на внешней стороне трубки следует тщательно удалить с помощью ткани.
Медные трубы соединяются с зафиксированным стыком таким образом, чтобы фитинги находились на удобной и стабильной базе.
Как паять?
Рассмотрим, как производить сварку различными способами.
Трубы
Сварка секций труб может осуществляться самостоятельно в домашних условиях. Предварительная очистка довольно проста и не требует применения агрессивных веществ. Высокотемпературная сварка осуществляется при температуре не ниже 450 градусов, при этом в качестве материала для сварки допустимо применение серебра или меди. При высокотемпературной капиллярной сварке обычно используют BAg или BCuP.
Рекомендуется предварительно отжечь металл, чтобы облегчить его смягчение. Физическое охлаждение подготовленных сварных швов помогает избежать чрезмерного снижения прочности. Избегать сильного обдува, особенно погружения в холодную воду, следует. Твердая сварка применяется для труб диаметром от 1,2 до 15,9 см, тогда как для газовых труб необходимость высокотемпературной сварки очевидна — это важно, когда нужно создать монолитное соединение в фитингах диаметром более 2,8 см или в ситуациях, когда требуется обеспечить циркуляцию жидкости, нагреваемой выше 120 градусов.
Высокотемпературная обработка также применяется для создания нагревательных контуров, что позволяет легко сделать ответвление от существующей системы, не разбирая ее. Низкотемпературная обработка позволяет соединять швы шириной от 0,7 до 5 см. Несмотря на свою низкую прочность, низкотемпературная сварка не подходит для соединения газовых труб. Однако отжиг при этом не требуется, что сохраняет приемлемый уровень прочности, а весь процесс становится более безопасным, позволяя делать соединения размером от 0,6 до 10,8 см.
Обрезка труб до необходимой длины обычно производится с использованием ручного трубореза. Прямой рез будет получен, если заготовку держать строго под 90 градусов к арматуре. На соединяемых деталях не должно остаться заусенцев, иначе это может препятствовать нормальному протоку жидкости. Перед нанесением потока детали должны быть тщательно обезжирены. После равномерного нанесения потока обе части трубы можно соединить и произвести сварку.




С алюминием
Необходимо помнить, что наряду с медными трубами, также есть особенности сварки алюминия — эта работа является не менее распространенной. Процесс свариваения алюминия довольно сложен и сопряжен с большим риском появления производственных дефектов. Если вы будете выполнять работу тщательно, то сможете избежать множества проблем. Обычные флюсы для алюминия и меди в этом случае не подойдут.
Только квалифицированный специалист сможет успешно выполнить эту работу. Потребуются специальные расходные материалы, а в некоторых случаях необходимо использовать стальные адаптеры (другие адаптеры могут оказаться неэффективными). По мнению экспертов, предпочтительной является связка (Castolin192FBK) — это стержень с низкотемпературным флюсовым наполнителем. Низкая текучесть флюса позволяет закрывать даже крупные отверстия и подобные дефекты.
Рекомендации
На поверхностях перед сваркой не должно оставаться мелкой пыли или пятен краски. Перегревать компоненты не рекомендуется — достаточно работать с большей энергией, чтобы избежать их остывания. Если у вас нет опыта, целесообразно предварительно потренироваться на деталях, которые не понадобятся. Научитесь определять достигнутую температуру на глаз.
Помните, что сварка меди представляет собой довольно опасный процесс. Всегда надевайте защитные перчатки, и убедитесь, что деталь остыла перед тем, как прикоснуться к ней. Оптимально выполнять работы на открытом воздухе или там, где обеспечить хорошую вентиляцию. Сварка твердых и кислотных металлов должна проводиться исключительно с использованием респиратора и защитных очков.

Перед началом работы проверяйте все используемые инструменты. Соединяемые детали должны быть надежно закреплены в тисках или зажимах. Для уверенного направления сварного шва необходимо тщательно нагреть соответствующую зону. Носите только одежду из не сгораемых тканей. Металлы и соли, в свою очередь, следует нагревать заранее перед добавлением в плав, чтобы удалить всю влагу.
Нарушение этого правила может привести к неожиданным выбросам или взрывам нагретого вещества. Оценки гигроскопичных потоков следует проводить только с помощью инструментов с предварительно нагретой поверхностью. Компоненты, подверженные воздействию испарения или горения, добавляются в последнюю очередь. После внедрения важно обеспечить строгий контроль, чтобы избежать перегрева сплава. Сварочные ванны и формы должны содержаться в чистоте, а перед заливкой сварного шва (потока) их желательно размягчить.

Каждый инструмент следует применять исключительно по назначению. Флюс наносят кистью или фарфоровым шпателем в нужные участки. Чтобы сделать порошок флюса более безопасным и менее повреждающим, его смешивают с подходящими растворителями, формируя пасту. Рабочие столы и другие поверхности желательно покрывать легко очищаемыми материалами. Если предполагается продолжительная сварка меди, целесообразно оборудовать каждую рабочую зону отдельным колпаком.

Смотрите следующий видеоролик, где подробно объясняется, как правильно сваривать медные трубы.
Подготовка к пайке – что необходимо знать об этом процессе?
Сегодня сварка меди может осуществляться двумя основными методами, каждый из которых различается по температурному режиму нагрева. При высокотемпературном способе температура поднимается до 900 градусов Цельсия — этот метод проявляет свою эффективность в трубопроводах с очень высоким давлением стенки. Для высокотемпературной сварки медных труб потребуются специальные материалы, такие как порошок твердого сплава и порошковая сварка. Обычный припой здесь будет неуместным, так как только его твердая версия достигает необходимых температур плавления.

Низкотемпературный метод намного проще: в этом случае металл нагревается лишь до 500 градусов Цельсия, хотя обычно достаточно температуры в 380 градусов. Этот метод часто применяется для сварки различных медных изделий в домашних условиях. Необходим конкретный флюс, который плавится при таких температурах, а также пруток или проволока диаметром до 3 мм. Для пайки рекомендуется использовать мягкий припой, например, сплав, содержащий примерно 97% олова с другими металлами, например, сурьмой, серебром или селеном.
Чтобы обеспечить стабильность и прочность соединения сваренных деталей, важно правильно подобрать флюс. Флюс — это пастообразное вещество, содержащее хлорид цинка, его нужно наносить достаточно толстым слоем на поверхность трубы или другой медной детали. Функции флюса разнообразны: среди основных можно выделить:
- позволение припою равномерно распределяться по месту спайки;
- выступает индикатором, позволяя определить нужный момент для подачи припоя и начала процесса соединения;
- значительное улучшение сцепления между медью и припоем;
- в основном полностью удаляет кислород, что предотвращает окисление метала.
Сварка — это довольно опасный процесс, как при высоких, так и при низких температурах. Поэтому важно соблюдать осторожность и следовать всем правилам безопасности. Необходимо учитывать все нюансы выполнения работы, ведь раскаленный металл опасен для здоровья и жизни человека, так же как и сам резак. Медь — отличный проводник тепла, что подразумевает нагрев внушительной площади трубы, а не только той части, к которой прикладывают паяльник.
Если необходимо соединять медные элементы, не включенные в систему труб, важно заранее подготовить соответствующую обстановку. Специальные огнестойкие подставки помогут удерживать медные элементы до полного охлаждения.
Приспособления и материалы
Для успешного выполнения поставленной задачи вам потребуется небольшой набор инструментов и оборудования. Большинство из них владелец самоделок уже имеет, а оставшиеся можно прикупить в магазинах DIY или одолжить у знакомых. Вот список необходимых материалов:
- припой;
- паяльный флюс;
- специальный экспандер, предназначенный для расширения труб;
- фаскосниматель;
- большая угловая шлифовальная машина, ножовка по металлу или труборез;
- паяльник для меди, для этих целей подойдет и пропановая горелка;
- бумажные салфетки;
- резиновые перчатки и защитные очки.
Перед началом сварки необходимо отрезать необходимый участок медной трубы, для чего можно использовать трубы различных моделей. Выбор инструмента должен зависеть от диаметра труб и их расположения: будет не слишком удобно использовать большие инструменты в труднодоступных местах. Для этих целей также подойдут труборезы и ножовки, но качество реза при этом будет хуже, чем при использовании трубореза.
Далее необходимо удалить заусенцы и неровности в области среза. Отсутствие заусенцев способствует качественному сварному соединению, в то время как их наличие негативно сказывается на эксплуатационных характеристиках трубопровода, так как вызывает турбулентность в потоке воды. Если проблем с турбулентностью нет, система трубопроводов не подвергается ненужным нагрузкам и исправно функционирует. Зачистка осуществляется средней или толстой наждачной бумагой. При этом не получится добиться идеальной гладкости, однако каждый может сделать поверхность среза устойчивой к царапинам.

После ручной шлифовки можно наносить флюс на внешнюю поверхность трубы.
Эксперты советуют использовать серый флюс. Это связано с тем, что нагревание такого флюса изменяет его цвет с серого на оловянный. Так степень нагрева металла будет легче оценить. Белый флюс, напротив, становится прозрачным, и с его помощью гораздо сложнее определить нужный момент для нанесения шва.
Такие меры предосторожности, как использование хороших защитных перчаток, помогут предотвратить порезы и защемления кожи из-за осколков и заусенцев, которые могут образоваться при резке.
Некоторые специалисты применяют для шлифовки дрель с вращающимися насадками. Обычные матерчатые или тканевые перчатки быстро загрязняются во время работы с такими насадками.
При сварке есть некоторые аспекты, которые требуют упоминания. Так, например, флюс можно наносить только кистями, которые не оставляют ворсинок. Остатки на поверхности медной трубы могут серьезно повлиять на герметичность шва после процесса пайки, и это в свою очередь может вызвать утечку воды.
Что же делать, если на трубе остаются щетинки? Существует два варианта устранения возможного дефекта:
- тщательно очистить поверхность повторно, обработать ее ортофосфорной кислотой, нагреть флюс паяльником и ввести последний слой оловянного припоя;
- использовать горелку: нужно тонким слоем повторно нанести флюс на медь, после чего разместить слой припоя и нагреть до максимальных температур, расплавляя все.
Газовая горелка или паяльник – особенности работы с каждым инструментом
Опытные мастера способны без труда сваривать медные элементы как с помощью паяльника, так и газовой горелки. Однако первый метод требует наличия больше навыков и терпения, так как работа с этим инструментом может показаться более сложной на первых порах. Это особенно актуально для труднодоступных участков, например, при сварке медного радиатора во время ремонта автомобилей. Для таких задач начинают использовать мощные электрические паяльники.

Принцип работы остается неизменным: существенные различия проявляются лишь в том, что паяльник может работать быстро, ведь его мощность нагрева выше. Кроме того, только паяльник может эффективно остановить процесс высокотемпературной сварки, так как газовая горелка не обеспечивает необходимого объема тепла для медных изделий.
В итоге, заделать трещины или свариваеть медные трубы в домашних условиях может любой желающий, если будет внимателен и следит за деталями.
Недопустимые ошибки

Основной причиной плохого качества соединения двух компонентов чаще всего выступает спешка. Поэтому стоит уделять внимание проверке краев изделия на предмет наличия инородных тел, которые могут образоваться после резки.
При нанесении флюса не следует упускать из виду даже самые крошечные участки поверхности, так как любая ошибка может привести к недостаточному контакту.
Если участок поверхности оказывается недостаточно нагретым, это приведет к слабому сплавлению двух металлов. Пере температуры, напротив, может привести к сгоранию флюса и образованию солей или окислов на сварном шве, что негативно скажется на прочности шва.
Техника безопасности
С учетом того, что работы ведутся с высокими температурами, во время выполнения всех операций важно надевать защитные перчатки.
Поскольку возможны опасные химические пары, способные вредить дыхательной системе, работы следует проводить в хорошо проветриваемом помещении либо в респираторе.
Сварка медных труб не представляет собой особой сложности. Учебные видеоролики по сварке медной проволоки, доступные на различных платформах, помогут вам повысить уровень знаний о процессе пайки.
Первоначально опубликовано 2018-03-28 15:01:27.
Медные трубы инструкция пайки медных соединений
Специалисты определяют сварку как группу процессов соединения, в которых соединение материалов достигается путем нагрева до определенной температуры. При этом применяют присадочный металл (сварной шов), температура ликвидус (расслабленное состояние) которого не превышает 450°C, в то время как температура солидус (твердое состояние) ниже температуры базового металла. В инструкциях по сварке указано, что большинство работ выполняется при температуре от 175°C до 315°C.
- 1 Последовательность подготовки и проведения операций пайки
- 2 Инструкция пайки медных труб и фитингов
- 2.1 Подготовительная часть: измерение медной трубы и резка
- 2.2 Инструкция пайки: развёртывание области отреза
- 2.3 Инструкция пайки: очистка области пайки
- 2.4 Инструкция пайки: применение флюса под припой
- 2.5 Инструкция пайки: сборка медного узла
- 2.6 Инструкция пайки: нагрев узла медного соединения
- 2.7 Инструкция пайки: как применять припой?
- 2.8 Инструкция пайки: охлаждение, очистка, тестирование
Последовательность подготовки и проведения операций пайки
Как сваривать стыки медных труб? Ниже приведены подробные инструкции по сварке стыков медных труб, в которых охвачены все детали этой процедуры. Для того чтобы получить удовлетворительные и непрерывные сварные швы, необходимо придерживаться последовательности подготовки и выполнения работ.
Процесс организован в соответствии со стандартной практикой ASTM B 828 и охватывает следующие шаги:
- измерение и резка;
- развертывание;
- очистка;
- применение флюса;
- сборка и поддержка;
- нагрев;
- применение припоя;
- охлаждение и очистка;
- тестирование.
Инструкция пайки медных труб и фитингов
Данные инструкции продемонстрируют методы сварки, необходимые для получения водонепроницаемых сварных швов между трубами и фитингами, изготовленными из меди и медных сплавов, как в лабораторных условиях, так и в полевых условиях.
Для достижения высококачественных сварных швов необходимы соответствующие навыки и знание инструкции. Поэтому следите за инструкциями по сварке, особенно при пайке мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Длина каждого отрезка медной трубы должна быть точно измерена. Уточним, что неточные измерения могут существенно снизить качество соединений. Если медная труба окажется короткой, т.е. не достигнет дна чашки фитинга, такое соединение будет нарушенным.
Если же отрезок трубы окажется слишком длинным, это создаст риск деформации соединения, что негативно скажется на долговечности сварного шва. Это обязательно учитывается во всех инструкциях по сварке.

Медная труба отрезается до заданной длины. Для этой процедуры можно использовать разные инструменты, следя за тем, чтобы конец разреза оставался строго под прямым углом. Предпочтительно использовать циркулярный резак, но также разрешается применение:
- ножовки;
- абразивного круга;
- стационарной или переносной ленточной пилы.
Необходимо уделять внимание качеству реза медной трубы, чтобы не деформировать стенку.

Инструкция пайки: развёртывание области отреза
Отрезанные концы медной трубы требуют развальцовки до полного внутреннего диаметра, чтобы удалить возникающие заусенцы, неизбежные при резке.
Если шероховатые внутренние кромки не будут устранены после развальцовки, возможно возникновение коррозии из-за локальной турбулентности и увеличенной скорости потока жидкости в трубе.
Правильно выполненная обработка концов медной трубы обеспечивает гладкую поверхность для свободного перемещения агентов в ее внутреннем пространстве. Также необходимо очистить внешнюю сторону отрезанной области трубы от заусенцев для обеспечения качественного соединения с фитингом.

Для выравнивания концов труб можно использовать следующие инструменты:
- полукруглые или круглые напильники;
- складные карманные ножи;
- другие подходящие инструменты для удаления заусенцев.
Следует быть осторожным при работе с мягкой (отожженной) медной трубкой, так как существует вероятность деформации ее торца из-за больших усилий.
В случае непреднамеренной деформации мягкой медной трубки, ее округлость можно восстановить с помощью калибровочного инструмента — специальной втулки.
Инструкция пайки: очистка области пайки
Удаление окислов и загрязнений с кромок (пересечений) медных труб и монтажных фитингов крайне важно для правильного распределения сварного шва на соединяемой поверхности.











