Аргоновая технология прекрасно подходит для тех, кто стремится к достижению идеальных сварных швов, а также для работы с тонкими материалами, толщина которых не превышает 1 мм. Этот способ также применим для сварки труб, рассчитанных на высокие давления. При этом можно использовать как постоянный, так и переменный ток.
Как варить нержавейку — 7 основных способов
Если вы желаете глубже разобраться в технологии сварки нержавеющей стали, данная статья предоставит вам исчерпывающее описание самого процесса, техник, режимов, а также используемых материалов и оборудования для сварки.
Процесс выбора подходящего метода сварки, как правило, зависит от самого изделия, которое необходимо сварить. Например, автоматические и полуавтоматические методы сварки применяются при соединении деталей авиационных моторов, изготовленных из жаропрочных хромоникелевых сплавов, в условиях промышленных заводов. На практике это подразумевает наличие специализированного оборудования и надлежащих условий труда.
В случаях, когда сварочные работы выполняются в домашних условиях, например, при работе с сантехническими резервуарами, традиционно используют ручные дуговые методы сварки.
Основные методы, которые чаще всего применяются в строительстве для сварки нержавеющей стали, включают:
- Сварка в среде аргонового газа с использованием неплавящегося электрода;
- Полуавтоматическая сварка, когда используется смесь газов или чистый инертный газ;
- Сварка методом Жизнь;
- Контактная сварка;
- Лазерная и электронно-лучевая сварка;
- Ручная сварка с применением расходуемых электродов;
- Сварка давлением, иногда называемая холодной сваркой.
В данном разделе мы сосредоточимся на методах, наиболее уместных в домашних условиях:
- Наиболее популярным методом является ручная дуговая сварка;
- Полуавтоматическая сварка в среде аргона или с использованием протяжной проволоки применяется реже и, как правило, в основном для ремонта машин.
Как сваривать нержавеющую сталь электродами (ММА)

Когда речь идет о сварке нержавеющей стали электродом, необходимо начать с выбора соответствующего электрода. Использование не специализированных электродов, которые не предназначены для работы с нержавеющей сталью, может привести к образованию трещин и коррозии, что существенно негативно отразится на прочности сварного шва, которая окажется значительно ниже, чем у основного металла детали.
Хоть этот метод и не будет рассмотрен в деталях в данной статье, он будет обсужден более подробно в следующих разделах, которые сосредоточены на том, как производить сварку нержавеющей стали электродами в условиях домашнего пользования.
Как сваривать нержавеющую сталь аргоном (сварка TIG).

В отличие от сварки с использованием плавящегося электрода, аргоновый процесс осуществляет соединение при помощи нерасходуемого вольфрамового электрода. Данный способ дуговой сварки идеально подходит для тонких металлов, толщина которых не превышает 3 мм. Использовать этот метод для сварки толстых деталей нецелесообразно, так как он требует больше времени и усилий.
При сварке нержавеющей стали с помощью аргона применяют постоянный ток так, чтобы положительная сторона была подключена к изделию, а отрицательная — к горелке. Оптимальным выбором будет использовать бесконтактный зажигание с искровым запуском, который оснащен осциллятором для лучшей стабильности процесса. Если данный вариант недоступен, рекомендуется использовать тонерную подушечку для зажигания дуги, что позволяет легко перемещать её к обрабатываемой детали. При отсутствии возможности данного метода, можно воспользоваться контактным способом зажигания, в результате которого на заготовке останется след от электрода.
Перед началом сварки отапливаемые поверхности необходимо промыть инертным газом, чтобы исключить наличие остаточного воздуха в горелке и в трубах, что обеспечит защиту начальной точки сварки.
Во время процесса сварки следует обязательно следить за тем, чтобы как присадочная проволока, так и неплавящийся электрод находились в зоне защитного газа. Непосредственный контакт сварной зоны с кислородом и азотом приведет к их попаданию в сварной шов, что может ухудшить качество соединения, спровоцировав неравномерное горение дуги.
Как сваривать нержавеющую сталь электродом в домашних условиях

В домашних условиях сварка нержавеющей стали зачастую выполняется с использованием доступных инверторов и стандартных электродов, предназначенных для работы с данными сталями. В этом разделе мы рассмотрим основные особенности и методы сварки, что будет полезно для начинающих сварщиков.
Теперь давайте кратко изучим сам процесс сварки:
Сначала необходимо подготовить участок, требующий соединения, надлежащим образом, обеспылив и обеспечив его шероховатость, чтобы избежать негативных последствий от грязи и жировых загрязнений. Для достижения столь необходимого металлического блеска, следует обработать поверхность с помощью шлифовальной машины.
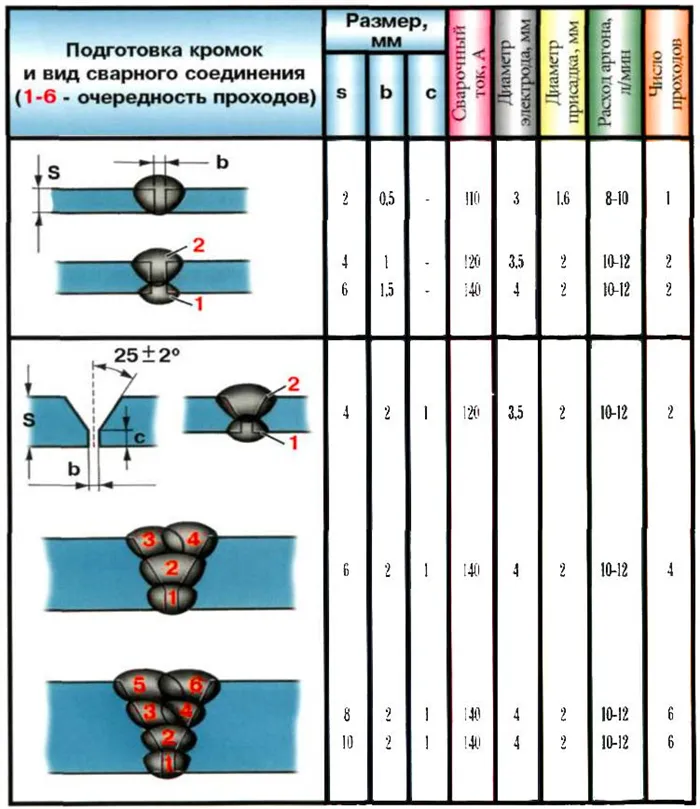
Если толщина детали превышает 3 мм, следует обратить внимание на то, что края заготовки должны быть обработаны в соответствии с ГОСТом (государственным стандартом). Края обычно отрезаются с помощью шлифовальной машины.
При подсоединении сварочных машин важную роль играет полярность. В этом случае рекомендуется использовать обратную полярность, соединяя положительную клемму аппарата с отрицательной клеммой кабеля заземления.
Если у вас нет сварочного аппарата или вы хотите проконсультироваться о том, какое оборудование лучше всего подходит для вашей работы, перейдите по этой ссылке.
Перед началом сварки необходимо надежно приварить кромки, чтобы они не смещались во время процесса. Расположение сварных швов должно быть на расстоянии 100-160 мм друг от друга, причем длина каждого сварного шва варьируется от 10 до 50 мм. Важно, чтобы сварные швы подгорали и были видны во время работы. Практика показывает, что если требования к качеству сварки высоки, то конечный результат будет удовлетворительным. Несоблюдение данных правил может привести к нелицеприятным результатам.
После того как все заложены условия для сварки, её можно начать. Если необходимо провести работы при температуре ниже 10°C, детали потребуют предварительного прогрева до 100-120°C с помощью газовой горелки или индукционных нагревателей.
Теперь, чтобы начать сварку, нужно зажечь дугу. Для этого электрод подносится к основной детали и может слегка касаться поверхности. Имеется два метода движения — удар и плавное перемещение. Удар подразумевает лёгкий контакт кончиком электрода с поверхностью, подобно подбору. Выбор типа движения зависит, прежде всего, от практики сварщика.
Процесс сварки нержавеющей стали следует производить на минимальном токе, чтобы избежать перегрева материала, и лучше использовать электроды меньшего диаметра — от 1,6 до 2,5 mm, в крайних случаях можно применять и 3 mm. Применение более крупных электродов осложняет сварку из-за перегрева.
Направление процесса сварки должно быть направлено на уменьшение размера «банта.» Длина носика электрода не должна превышать его диаметр. Этот параметр имеет большое значение, так как его соблюдение обеспечит лучшую защиту шва.
Нержавеющая сталь характеризуется высоким коэффициентом термического расширения, что означает, что металл может значительно увеличиваться в размерах при нагревании. Чтобы избежать деформации, крайне важно избегать перегрева. Поддерживайте температуру в зоне сварки на уровне 150-180°C.
Если сварной шов оказался недостаточно прочным, а электрод требует замены, место, где было остановлено зажжение дуги, нужно обработать абразивом, чтобы подготовить его для продолжения сварки новым электроды. Если данное место не будет зачищено, это может отрицательно сказаться на качестве шва.
При выполнении сварки в несколько проходов, потребуется подождать, пока металл остынет до 100°C после каждого прохода. Это важно для снижения риска внутренней коррозии, так как перегрев может поспособствовать ее возникновению.
Режимы сварки

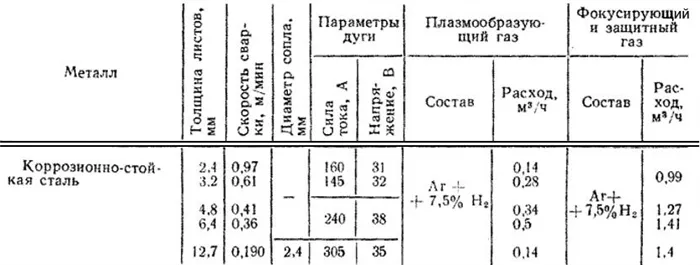
Как уже было отмечено ранее, технология сварки нержавеющей стали имеет свои уникальные характеристики, такие как высокая скорость обработки и минимальные требования к мощности. Следовательно, условия проведения работ отличаются от таковых для карбонизированных сталей. В следующей таблице приведены технологические параметры для коррозионно-стойких сталей.
| Процесс сварки | Количество матрасов (бусы) | Диаметр проволоки и электродов мм | Тип тока, полярность | Сварочный ток, a |
| рд | 1 (корень) | 2.5 | Прямая и обратная полярность | 60-90 |
| 2 и т.д. | 3 | 80-110 |
Методы сварки в среде аргонового газа с использованием неплавящихся электродов.
Методы сварки сопротивлением.
Методы плазменной сварки.
Чтобы начать сварку, необходимо зажечь дугу. Это можно сделать следующим образом: сварочный электрод подносится к основной детали, при этом его конец может слегка касаться поверхности.
4 способа сварки нержавеющей стали

Каждый из нас ежедневно сталкивается с изделиями из нержавеющей стали — от кухонной утвари до архитектурных конструкций, ограждений, турникетов и сложного промышленного и коммерческого оборудования. Множество предметов производятся из данного металла. Однако только профессиональные сварщики и инженеры знают, насколько трудной задачей является сварка нержавеющей стали. Это не простая задача, а настоящая «акробатика» в области сварки расплавленного металла.
Это объясняется уникальным химическим составом нержавеющей стали. История возникновения данного металла насчитывает более ста лет. Имя одного из его создателей известно — это английский металлург Гарри Брерли, который, исследуя различные металлы для производства оружия, обнаружил, что при добавлении более 11% хрома в стандартную легированную сталь, сплав начинает обладать особыми свойствами, что создает высокую устойчивость к коррозии.
Когда хром взаимодействует с кислородом, это приводит к образованию прочного оксида, который создает защитный слой на поверхности металла, предотвращая его коррозию даже при нагревании. Современные нержавеющие стали имеют содержание хрома от 11% до 30%. При этом их поведение в процессе сварки может сильно различаться: от безпроблемного до практически невозможного соединения.
Таким образом, теоретически соединить детали можно, но для этого необходимо учитывать, как именно варить нержавеющую сталь, какие инструменты и методы лучше использовать, как подготовить зону сварки и каким образом обработать окончательный шов. Все эти аспекты подробно описаны в данной статье.
Качество сварных швов из нержавеющей стали, как и из других металлов, во многом зависит от предварительной подготовки зоны сварки. Следует тщательно удалить все загрязнения, такие как масла, пыль и грязь. Для этого можно использовать ацетон или другой высокооктановый растворитель. После этого поверхности необходимо высушить, а края детали следует обработать металлической щеткой для достижения блеска.
Сварка нержавеющей стали наделена уникальными свойствами. Высокий коэффициент теплового расширения может причинить холодное растрескивание в случае, если детали слишком туго зажаты. Обязательно нужно оставить небольшой зазор, ширина которого остаётся на усмотрение сварщика, основываясь на своём опыте.
Очистка сварных швов из нержавеющей стали также является важной частью процесса завершения сварочных работ. Очищать швы можно механическим или химическим методом. Главное — это удалить нагар, солевые отложения и другие загрязнения, которые могут помешать образованию качественного оксидного слоя.
Перед очисткой сварные швы необходимо тщательно осмотреть на наличие трещин или других видимых дефектов. Для домашнего сварщика дефектоскопы не являются обязательными, но они крайне необходимы в условиях промышленной сварки.

Травление применяется ко всем маркам нержавеющей стали с использованием соляной и серной кислот. После процесса травления рабочую зону следует промыть чистой водой. Химическое травление нечасто выполняется в домашних условиях, так как более распространены механические методы.
Обработка производится с помощью металлической щетки и мелкой наждачной бумаги. При возможности можно использовать и пескоструйку. После завершения обработки рекомендуется нанести на сварные швы пассивирующий раствор.
Шлифовка и полировка как зоны шва, так и всей поверхности заготовки осуществляется с использованием различных шлифовальных кругов. Для этой цели применяются шлифовальные и виброшлифовальные машины.
Сварочные работы с нержавеющей сталью имеют множество характерных особенностей и нюансов, которые в значительной степени влияют на конечный результат. Если у вас есть практический опыт сварки нержавеющей стали, мы будем рады, если вы поделитесь им на страницах нашего сайта. Нам интересно узнать ваши советы и рекомендации по данному вопросу!











