Полученная информация является весьма ценным ресурсом, поскольку она предоставляет основы понимания аргонной сварки, что, в свою очередь, может помочь избежать распространенных ошибок. Это особенно важно для новичков или тех, кто еще не имел возможности попробовать этот метод сварки.
Аргонодуговая сварка для чайников

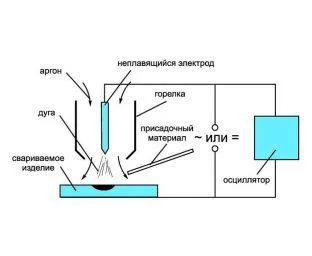
Аргонодуговая сварка, также известная как TIG (Tungsten Inert Gas) — это технология, при которой используется вольфрамовый электрод, который не расходуется в процессе сварки, и инертный газ для защиты сварочной зоны от воздействия окружающей атмосферы. Процесс происходит следующим образом: между вольфрамом и базовым металлом протекает интенсивный электрический ток, создающий электрическую дугу, которая плавит металл. Эта сварочная ванна окружена защитной атмосферой, предотвращающей окисление и загрязнение.
Изначально аргонодуговая сварка была предназначена для работы с алюминиевыми сплавами. Однако в процессе исследования этого метода было установлено, что он также подходит для сварки нержавеющей стали и многих других металлов и сплавов, включая черные стали, медь (Cu), титан (Ti), магний (Mg) и бериллий (Be).
Преимущества аргонодуговой сварки по сравнению с ручной сваркой или полуавтоматической сваркой включают:
- Возможность работы с мелкими компонентами, которые требуют высокой точности и аккуратности.
- Отсутствие образования окалины и шлака, что способствует лучшему качеству сварных изделий и чистоте рабочего пространства.
- Некоторые металлы, такие как магний и титан, требуют применения именно TIG-сварки, так как другие методы могут быть неэффективны.
- Широкие возможности для работы с листовыми металлами различной толщины, что делает данный метод универсальным для многих задач.
Чтобы начать работу
Аргоновая сварка требует наличия определенного оборудования: источника питания, принадлежностей для горелки TIG, кабеля питания, редуктора для газа, газового баллона, присадочных прутков, защитной маски и перчаток. Выбор оборудования и принадлежностей зависит от уникальных задач, которые вы планируете выполнять.
- Существует широкий ассортимент источников питания — от простых моделей до более сложных и мощных устройств. Для изучения процесса сварки и приобретения базовых навыков достаточно приобрести инвертор TIG DC MMA, который отличается от других моделей возможностью регулировки выходного напряжения при сварке. Это довольно удобно для начинающих и позволяет успешно выполнять сварочные работы с углеродной, низколегированной, нержавеющей сталью, латунированной медью и т.д.
- Для успешного выполнения сварочных операций инвертор должен обладать двумя основными функциями:
- бесконтактное зажигание
- сварка кратера.
- Если ваша цель — сварка таких материалов, как алюминий, магний или титан, вам потребуется более мощный инвертор, который сможет производить как постоянный, так и переменный ток.
- Недавно на рынке появились инверторы с дополнительными функциями, такими как пульсовая сварка, что облегчает работу с деталями разной толщины в различных пространственных положениях. Следует отметить, что такие функции требуют от сваривающего высокого уровня мастерства и понимания настройки оборудования для получения качественного результата.
Газовая защитная среда
В процессе аргонодуговой сварки используются лишь инертные газы, такие как аргон или гелий. Однако в большинстве случаев применяют аргон, так как его использование обеспечивает высокую эффективность и надежность процесса. Гелий в промышленных условиях используется реже и в основном в виде смесей с аргоном. Часто возникает вопрос о возможности использования углекислого газа или его смесей. Ответ — нет, поскольку вольфрамовый электрод начинает плавиться в окислительной среде, что приводит к ухудшению качества шва. Нормы расхода газа при сварке составляют 5-8 л/мин, если редуктор давления оснащен ротационным счетчиком, или же проекция манометра должна показывать около 0,2 бар при отсутствии ротаметра.
Вольфрамовый электрод, выбранный для TIG-сварки, несет особое значение, так как он обладает высокой термостойкостью и эффективно поддерживает дугу между электродом и свариваемым металлом. Существует множество категорий вольфрамовых электродов, которые различаются по цветовому коду. Например, для сварки на постоянном и переменном токе предусмотрены разные электроды с определёнными свойствами. Так, электроды для переменного тока имеют зеленый цвет в верхней части и изготовлены из чистого вольфрама, в то время как постоянный ток представлен красными электродами. Вольфрамовые электроды могут содержать добавки других металлов, таких как лантан или хром, которые помогают сохранить форму электрода и повышают стабильность дуги.
Электроды имеют различные диаметры: от Ø1 мм до макс. Ø4 мм, каждый из которых подходит для определенного диапазона сварочных работ. Следующая таблица демонстрирует доступные размеры электродов и их соответствующие максимальные токи.
| Электрод, мм | Максимальный ток, А |
| 1 | До 50 |
| 1.6 | До 100 |
| 2/2.4 | До 200 |
| 4 мм | 300 A и выше |
Следующие советы по сварке с использованием неплавящихся электродов также известной как медленная сварка, помогут вам устранить дефекты, сэкономить время, силы и средства для достижения высокого качества сварного шва. Основная последовательность операций способствует соблюдению сроков и избеганию ненужных трудностей в процессе и после завершения сварки.
Немного теории

Аргон представляет собой инертный газ, относящийся к группе так называемых «благородных» газов. Это связано с его высокой стабильностью и уникальными химическими свойствами, которые не позволяют ему вступать в реакции с другими веществами, включая кислород, даже при повышенных температурах. Благодаря этой особенностью аргон широко используется в технологических процессах электросварки различных металлов и их сплавов в защитных атмосферах.
Таким образом, инертный газ аргон создает почти полную защиту свариваемого металла от окружающей среды, в частности от кислорода, что очень важно во время процесса плавления. Будучи почти в 40% тяжелее, чем основные атмосферные газы, аргон легко вытесняет все прочие газы из зоны сварки, тем самым обеспечивая изоляцию сварной ванны от негативного воздействия окружающих условий.
Особенности аргонной сварки
Электродуговая сварка становится всё более популярной, особенно на протяжении последних лет, среди не только опытных сварщиков, но и среди широкого круга пользователей, что в значительной степени объясняется доступностью оборудования. Ранее наличие аргонового сварочного аппарата считалось привилегией специализированных производств, но сейчас его можно легко приобрести для личного использования. Однако, несмотря на доступность, правильное владеление этим оборудованием требует знаний и навыков, чтобы избежать распространенных ошибок при сварке.
Основным критерием важности аргонодуговой сварки является её способность соединять различные типы металлов, что делает её весьма универсальным методом. К примеру:
- Нержавеющая сталь и высоколегированные стали,
- Серый чугун,
- Алюминий,
- Титан,
- Медные и медные сплавы.
Этот список далеко не исчерпывающий, но он наглядно демонстрирует, что аргонодуговая сварка позволяет соединять материалы, что невозможно в большинстве случаев при использовании обычной дуговой или ацетиленовой сварки.
Одним из основных преимуществ аргонодуговой сварки является качество получаемого шва. Показатели качества сварки практически недостижимы при использовании других методов сварки.
Как правильно варить аргоном
Особенно следует заметить новичкам и любителям, что аргонная сварка является сложным технологическим процессом, который требует не только теоретических знаний в области металлургии, но и развития специальных навыков. Учитывая высокую стоимость аргона, целесообразно начинать обучение со сварки доступных компонентов, таких как нержавеющая сталь. Изучение видеоматериалов и курсов по сварке аргоном поможет вам овладеть базовыми навыками и улучшить процесс работы с медными сплавами и другими материалами.
Аргонная сварка представляет собой симбиоз технологии дуговой сварки и газовой сварки, однако между ними имеются значительные различия. Например, аргон выполняет несколько функций:
- С одной стороны, аргон обеспечивает формирование и поддержание дуги, что облегчает её зажигание, снижает время нагрева и расплавления кромок, обеспечивая высокое качество соединения.
- С другой стороны, постоянный поток инертного газа охлаждает сварочный шов и предотвращает возможные температурные деформации, такие как трещины и поры, что также улучшает качество сварного шва.
Техника аргонной сварки имеет свои особенности и требует специализированного обучения для практической реализации. Вот несколько основных советов, которые следует учитывать при ручной сварке аргоном:
- Подготовка поверхности перед сваркой крайне важна. Убедитесь, что края изделий очищены от оксида и загрязнений. Для этого можно использовать наждачную или шлифовальную бумагу, а в некоторых случаях — специальную сварочную кислоту для обезжиривания.
- Перед началом сварки проверьте корректность настроек сварочного тока, проволоки и расхода инертного газа в соответствии с рекомендациями для каждого типа изделия.
- Регуляция подачи инертного газа должна быть настроена так, чтобы аргон подавался в область сварки за 20 секунд до зажигания дуги и продолжался ещё 10 секунд после завершения сварки.
- Чтобы избежать контакта свариваемого металла с кислородом, используйте защитную атмосферу аргоном для припойной проволоки и вольфрамового электрода.
- При подаче присадочной проволоки двигайте её по диагонали к сварочной ванне, чтобы минимизировать боковые движения и обеспечить качество шва.
- Поверните горелку по оси бассейна, избегая боковых движений и сужая сварочный шар на выходе.
- После завершения сварки необходимо отрегулировать кратер, снизив ток до минимального значения, чтобы завершить процесс без перемещения линзы.
- Рекомендуется удерживать сварочную проволоку и вольфрамовый электрод близко к сварочной ванне, чтобы уменьшить расстояние между ними, так как это влияет на глубину и ширину проплавления.











