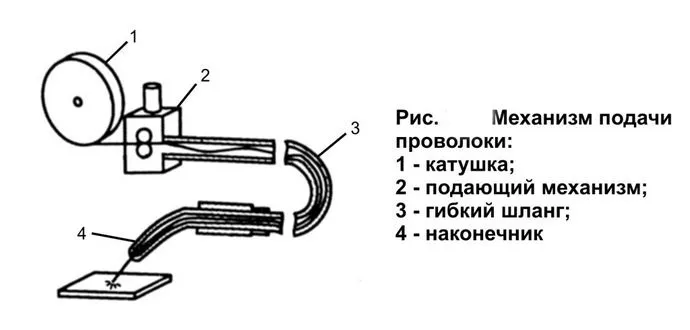
Сварочная проволока упакована в катушки и может иметь разные размеры, что позволяет использовать ее в разных сварочных процессах. Устройство подачи проволоки включает в себя роликовый механизм, который обеспечивает точную доставку проволоки к сварочной горелке. Цилиндр аппарата имеет пазы, которые подходят для проволоки различных диаметров, что позволяет менять проволоку в зависимости от требований конкретной работы. Электродвигатель играет ключевую роль во вращении этих роликов, обеспечивая равномерную подачу проволоки. Для достижения нужного параметра регулировка напряжения происходит вручную, что дает оператору возможность адаптировать сварочный процесс под свои нужды.
Технология сварки полуавтоматом для новичков: первый опыт
Сварка металла может осуществляться с помощью таких технологий, как использование лазерного луча, пламени от факела или специального электрода, но полуавтоматическая сварка представляет собой один из наиболее простых и мобильных методов. Полуавтоматические сварочные аппараты предназначены для работы с различными металлами, включая сталь и алюминий.
Чтобы обеспечить высокое качество сварного шва и защитить его от негативных воздействий окружающей среды, сварку лучше выполнять в защитном газе. Это создает оптимальные условия для процесса, минимизируя вероятность окисления металлов.
Для начинающих практикующих, ручная полуавтоматическая сварка может показаться сложной, но чаще всего трудности возникают лишь в первые несколько минут работы. Чтобы максимально ускорить процесс овладения навыками, желательным является предварительное изучение основных правил обращения с данным оборудованием, что поможет избежать множества ошибок.
Сварочный полуавтомат: принцип работы
Важно избегать остановки машины в процессе работы, так как это может привести к повреждению оборудования или ухудшению качества шва. Прежде чем начать, необходимо тщательно ознакомиться с инструкцией по эксплуатации и соблюдать все меры техники безопасности, чтобы свести к минимуму риск травм.
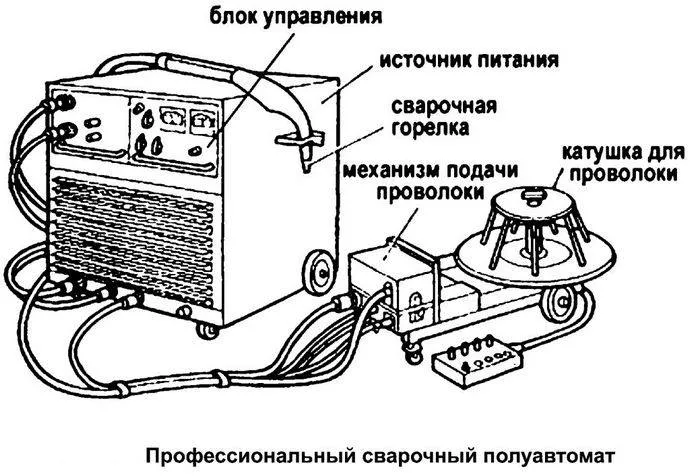
Сварочный полуавтомат состоит из следующих основных компонентов:
- Корпус устройства, в котором находится мощный трансформатор, необходимый для генерации сварочного тока;
- Трубопроводы для подачи электричества и защитного газа непосредственно к горелке;
- Кабели для обеспечения заземления и подключения к источнику питания;
- Кабельные фидеры, которые обеспечивают подачу сварочной проволоки.
Для выполнения сварочных работ с использованием полуавтоматических аппаратов важно иметь специальную сварочную проволоку и емкости с углекислым газом, так как именно они обеспечивают защиту от окисления и позволяют получать качественные сварные швы.
Запуск полуавтомата осуществляется в несколько этапов:
- Сначала сварочный ток подается в горелку одновременно с защитным газом, что требует точной настройки;
- Сварочная проволока функционирует как электрод, который автоматически подается в горелку с помощью специального механизма, что облегчает процесс;
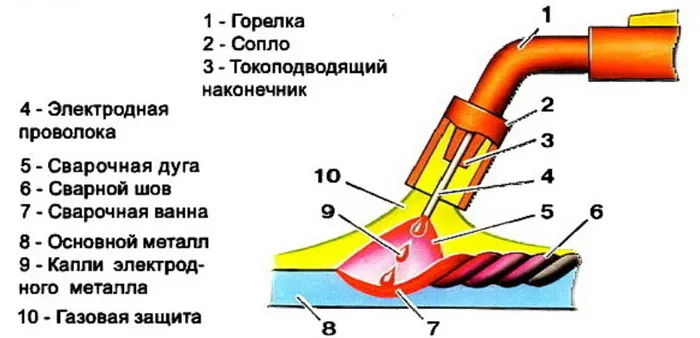
- Между деталью и проволокой возникает электрическая дуга, которая расплавляет металл в среде защитного газа и формирует качественный шов без окисления.

Основными правилами безопасности при работе с сварочными полуавтоматами являются:
- Корпус сварочного аппарата обязательно должен быть правильно заземлен для предотвращения электрического удара;
- Нельзя использовать аппарат, даже если имеются небольшие механические повреждения — всегда следует проводить проверку перед началом работы;
- Если работа прерывается даже на короткий срок, необходимо отключить электричество и закрыть подачу газа;
- Работать нужно вдали от легковоспламеняющихся и взрывоопасных материалов, чтобы избежать несчастных случаев;
- При выполнении сварочных работ обязательно используйте защитную маску и перчатки, чтобы защитить глаза и кожу от вредных факторов.
После того как освоены основные принципы работы полуавтомата, можно смело переходить к самим сварочным работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта новички должны начинать с простых задач, используя металлолом, а затем, по мере получения уверенности в своих силах, переходить к более сложным проектам и ответственным заданиям.
К практической работе важно подготовиться заранее. Прежде всего, необходимо настроить параметры электрослизь. Правильно настроенная мощность позволяет получать идеально ровные и чистые сварные швы без трещин и дефектов.

Перед началом работы важно ознакомиться с инструкцией по эксплуатации аппарата. Параметры настройки зависят от толщины свариваемого металла, и руководство должно содержать информацию о необходимом токе для каждой толщины материала.
Также немаловажно выбрать правильную скорость подачи сварочной проволоки. Этот параметр регулируется в аппарате и зачастую зависит от типа выполняемых работ.
Оптимальный диаметр проволоки для полуавтоматической сварки составляет 0,8 мм, однако при работе с очень тонкими металлами (например, менее 1 мм) возможно использование проволоки диаметром 0,6 мм, что позволяет проводить сварку при меньшем токе и избежать потери дуги.
Рекомендуется закупать сварочную проволоку высокого качества, например, итальянскую, так как такая продукция более стабильно обеспечивает хороший результат, но стоит она, конечно, значительно дороже.
Несмотря на более высокую стоимость, такая проволока является предпочтительной для начинающих, так как с её помощью значительно выше вероятность достижения желаемого качества работ, даже если у оператора нет большого опыта обращения со сварочными аппаратами.
Баллоны с редукционными клапанами
Защитный газ используется для охраны сварной зоны от кислорода, что снижает риск oкисления. Одним из самых доступных вариантов является использование баллона с углекислым газом, который оснащен редукционным клапаном.
Для контроля давления газа на баллоне устанавливается редукционный клапан с манометром. Рабочее давление около 0,2 бар является оптимальным для обеспечения качественного соединения металлов под защитным газом.

Защитные маски.
С целью защиты зрения при проведении сварочных работ с использованием полуавтомата крайне важно надевать защитную маску. Современные модели, называемые хамелеонами, обладают особой конструкцией с возможностью автоматической регулировки затемненности стекла. Это удобство позволяет маске затемняться только в момент искрения, а в остальное время оставаться прозрачной, что дает возможность свободно наблюдать за работой без необходимости снимать её. Такие маски особенно полезны для новичков, поскольку у старых моделей защитное стекло является довольно темным, что затрудняет процесс контроля за качеством сварного шва во время работы.

При использовании защитного газа необходимо, чтобы баллон был заранее заполнен. Чтобы узнать больше о процессе заправки, обратитесь к статье «Углекислый газ: где заправлять — не праздный вопрос».
Подготовка сварочного аппарата — проволока и газ
В сварочных полуавтоматах в качестве электродов используются специальные сварочные проволоки, диаметр которых может колебаться от 0,6 мм до 1,2 мм. Наиболее распространенной является проволока диаметром 0,8 мм. Перед началом работы необходимо установить катушку с проволокой в машину, аккуратно вытянуть выход горелки и отрегулировать давление проволоки с помощью ролика, обеспечивая надёжную подачу. При этом материал проволоки должен максимально точно соответствовать материалу соединяемых деталей, чтобы сварка проходила качественно.
Перед тем как подключить конец кабеля, необходимо удостовериться, что он соответствует используемому типу проволоки. Например, для проволоки диаметром 0,8 мм должен применяться именно кабель с подобным номинальным значением.
Сварка с использованием полуавтоматического аппарата без газа не является рекомендуемым методом. Исключение могут составлять лишь аппараты, использующие специальные проволоки с флюсовыми сердечниками. Такие проволоки, когда происходит горение дуги, создают облако газа, которое защищает сварочную ванну от кислорода и, следовательно, предотвращает образование оксидов.
Обычные полуавтоматы, в свою очередь, используют инертные или активные газы в баллонах для защиты сварного шва от окисления. В списке таких газов можно ожидать двуокись углерода CO2 или смесь из CO2 и аргона (CO2 + Ar). Первое является более дешевым и распространенным вариантом для сварки стальных конструкций, хотя с ним наблюдается высокий уровень разбрызгивания металла. Смесь аргона (82%) и углекислого газа (18%) демонстрирует более стабильную дугу и уменьшает разбрызгивание, что делает её предпочтительной для более качественного сварного шва.
Перед началом работы необходимо подключить газовый баллон к аппарату и установить соответствующее рабочее давление.
Предварительные регулировки и действия
Наиболее простые и бюджетные полуавтоматы typically имеют всего две настройки на панели управления – это рабочее напряжение и скорость подачи проволоки. Поскольку скорость подачи и сила сварочного тока взаимосвязаны, скорость подачи проволоки зачастую обозначается в амперах (A). Более сложные модели могут иметь возможность переключения на повышенные или пониженные скорости подачи проволоки для более точной настройки процесса.
В более прогрессивных аппаратах оборудованы также регуляторы индуктивности, которые позволяют пользователю изменять характер сварочной дуги. Низкая индуктивность (или так называемая «холодная» дуга) дает узкие сварные швы с глубоким проплавлением, тогда как высокая индуктивность (или «горячая» дуга) дает широкий и гладкий валик шва и минимальное проплавление.
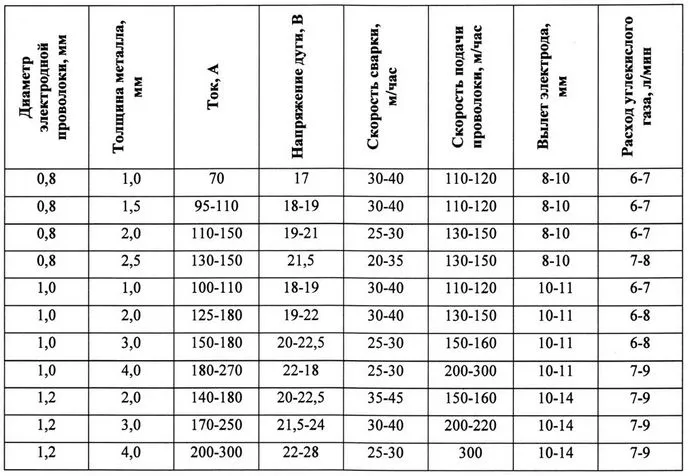
Для правильной настройки параметров аппарата в зависимости от различных нюансов, таких как толщина и свойства материала, диаметр используемой проволоки и другие характеристики, следует пользоваться таблицами, приведенными в инструкции к сварочному полуавтомату.
Оптимальный угол между соплом и заготовкой должен составлять около 60°; расстояние от сопла до сварочной поверхности – 8-20 мм. Перед началом нового сварного шва рекомендуется удалить каплю, образующуюся на конце проволоки, так как это позволит избежать проблем с качеством зажигания дуги.
Тщательной подготовке должна подвергаться и поверхность заготовки: ее следует обработать шлифовальной машиной для удаления грязи, окислов и следов старой краски, что обеспечит лучшее «сцепление» металлов во время сварки. В тех местах, где толщина металла достаточно велика, целесообразно снять фаски.
Регулировки в процессе сварки
После старта сварочных работ могут потребоваться изменения в настройках полуавтомата, в зависимости от работы ARC и качества изначально полученного сварного шва. В процессе сварки может быть слышен характерный щелкающий звук, что может указывать на то, что напряжение выставлено слишком высоким, а подача проволоки не успевает зажигаемому процессу. Если же проволока не успевает расплавиться, это говорит о слишком быстрой подаче. Во время тренировки и при создании пробного шва следует корректировать параметры, чтобы добиться оптимального качества шва и сделать процесс удобным для себя. Как можно понять из видео, работа с полуавтоматом для новичков не так сложна, если развивать базовые технические навыки и проявлять должную внимательность.
При необходимости создания вертикальных швов следует помнить: для тонких металлов (до 3 мм) сварка должна производиться сверху вниз, в то время как толстым металлам (с толщиной более 3 мм) лучше всего выполнять сварку с низу вверх. Тонкие металлические листы следует приваривать по точкам, чтобы предотвратить их деформацию от тепла, что позволит сохранить желаемую геометрию конструкций.











