Данный тип сварочного газа имеет свои уникальные преимущества, которые выделяют его среди других доступных вариантов. В частности, не требуется производить крекинг-газы, так как этот вариант газа возникает естественным образом в результате разложения нефтепродуктов.
Как выбрать сварочный газ
В процессе сварки газы занимают ключевую роль среди различных материалов, поскольку их качество и состав существенно влияют на итоговую прочность и внешний вид сварного шва, а также на производительность работы. При нагревании некоторых металлов, имеющих высокую реакцию на атмосферные компоненты, таких как воздух и влага, может происходить ухудшение прочности соединения. Это, в свою очередь, приводит к образованию пор и трещин в сварном шве, а также снижению коррозионной стойкости соединения.
Защитные сварочные газы играют важную роль в создании необходимой среды для сварки, окружая горячую область работы и очищая её от нежелательных частиц и влаги из воздуха. Данное газообразное облако также способствует улучшению характеристик дуги и обеспечивает более глубокое проникновение металла, что является критически важным для создания качественного шва.
Типы сварочных газов
Изначально можно выделить два основных типа экранирующих сварочных газов: инертные (такие, как гелий и аргон) и активные (включая кислород, водород и углекислый газ). Инертные газы не вступают в реакцию с основным материалом во время сварки. Они часто используются для соединения металлов и сплавов, которые подвержены взаимодействию с атмосферными компонентами при температурном воздействии. Примеры таких металлов включают титан, магний, алюминий и их сплавы. В отличие от них, активные газы могут взаимодействовать с материалом, в том числе растворяясь в нём.
Особое внимание стоит уделить азоту. Хотя его часто считают активным газом, он также использует свои инертные свойства при сварке меди и её сплавов.

Чистые (основные) сварочные газы
Аргон — это один из наиболее распространенных инертных газов, используемый при сварке черных металлов, нержавеющей стали (в технологии аргонодуговой сварки TIG) и цветных металлов (в технологии MIG). Имея инертные свойства, аргон подходит для сварки материалов, требующих высокой температуры и точности. Низкая теплопроводность этого газа позволяет сосредоточить тепло в области дуги, что улучшает формирование сварного шва и углубляет его. Важно отметить, что аргон может быть взрывоопасным, поэтому для его хранения используют серые баллоны с зеленой маркировкой.
Гелий также является инертным газом, который применяется для сварки химически чистых и активных цветных металлов, а также алюминиевых и магниевых сплавов методами TIG. Он часто используется в качестве добавки к аргону, позволяя создавать широкий и качественный сварной шов с высоким уровнем смачивания кромок и значительной глубиной проплавления. Благодаря хорошей теплопроводности гелий благоприятно влияет на процесс сварки, и его легче воздуха, что позволяет использовать его для соединений, расположенных выше, например, при выполнении потолочных швов. Для гелия используются коричневые баллоны с белым цветовым кодом.
Углекислый газ необычен тем, что его можно использовать в чистом виде, не добавляя другую инертную газовую смесь. CO₂ используется как для полуавтоматической сварки (например, в режиме MAG на короткой дуге), так и для ручной дуговой сварки электродами с флюсовым сердечником. Углекислый газ часто применяется для стальной сварки, позволяя соединять толстостенные металлы благодаря своей способности к глубокому проплавлению. Одним из главных преимуществ CO₂ является его доступность по цене. Однако есть и недостатки: это нестабильность дуги и высокая степень дисперсии. Углекислый газ хранится в черных баллонах с желтой маркировкой.

При выполнении сварки важно помнить, что нагреваемые поверхности металлов постепенно остывают. Поэтому особенно в случаях сварки стальных или титановых деталей крайне важно правильно регулировать температуру пламени. Это можно достичь, варьируя положение пламени и угол наклона, что поможет достигнуть нужного результата.
Критерии выбора газа или смеси для полуавтомата
При выборе необходимой смеси или технически однородного газового окружения важно учитывать несколько критериев: материал, из которого изготовлены свариваемые детали, толщину соединяемого шва и диаметр проволоки, используемой в процессе сварки.
Кроме того, для успешного выбора сварочной смеси рекомендуется изучить специальные таблицы, где указаны составы газов, рекомендованных для различных металлов и сплавов, с учетом особенностей сварочной ванны и других факторов.
Опытный сварщик также должен учитывать «бонусный» эффект, который может дать определенная газовая смесь. Например, углекислый газ при использовании в шовной сварке может существенно сократить содержание заполнителя (металла) в шве. Такое свойство CO₂ особенно полезно, так как он ограничивает контакт свариваемой поверхности с расплавленными каплями металла.
Технология сварки в полуавтоматическом режиме
Принципы функционирования полуавтоматических сварочных аппаратов основаны на хорошо контролируемом электродуговом процессе. Разность потенциалов между сварочной проволокой-электродом и изделием создаёт электрическую дугу, достаточно горячую для расплавления основного материала и формирования качественного шва. Металлический наполнитель, который затвердевает после сварки, контактирует с основным металлом, что приводит к образованию шва, состоящего примерно на 90% из основного материала.
Полуавтоматические машины имеют свои характерные особенности. В первую очередь, проволока электродного сечения подается в область сварки непрерывным потоком, используя токопроводящее сопло. Этот поток метала можно легко регулировать с помощью кнопки управления подачей. Во-вторых, в отличие от традиционных методов, которые используют только один вид газа, полуавтоматы могут применять газовые смеси или технические чистые газы. Подача газа происходит постоянно, как до момента зажигания дуги, так и после её завершения.
Это обеспечивает снижение количества пистонов, стабилизирует параметры дуги, что в свою очередь повышает качество шва и снижает общую интенсивность сварочного процесса.
Особенности выполнения сварки под газом
Принципы полуавтоматической сварки не отличаются от традиционных методов, применяемых в оборудовании MMA. Полуавтоматы могут быть использованы для сварки как горизонтальных, так и вертикальных швов, сварки отдельных фрагментов, а также при замыкании, наряду с проведением швов покрытия.
Порядок формирования швов при использовании сварочных полуавтоматов аналогичен тем классическим методам, которые применяются в традиционных устройствах. Температурные параметры и интенсивность сварки устанавливаются в соответствии с общепринятыми стандартами, основываясь на толщине соединяемых элементов и диаметре применяемого электрода.

Примечателен тот факт, что одной из важнейших особенностей процесса полуавтоматической газовой сварки является простота соединения мелких деталей. Именно поэтому полуавтоматы часто применяются при кузовном ремонте и в процессе сборки сложных металлических конструкций.
Все описанные преимущества доступны только при использовании высококачественных соединяющих материалов, приготовленных в строгом соответствии с требованиями ГОСТ и ТУ. Низкокачественные смеси могут приводить к снижению прочностных свойств и долговечности шва.
Многим новичкам сложно подобрать необходимые газовые баллоны для полуавтоматов, и это часто вызывает определенные затруднения. Опытные специалисты настоятельно рекомендуют обращать внимание на температурные пределы и количество тепла, выделяемого при сгорании выбранного газа. Сравнительные характеристики сварочных газов можно найти в различных источниках и документации в открытом доступе.
При приобретении газа для очень длительного хранения целесообразно выбирать уже готовые к использованию смеси, так как попытки самостоятельно составить газовую смесь могут быть небезопасными!
Сварка в среде защитного газа имеет определенные особенности, на которые следует обратить внимание:
- Рабочие параметры. Их следует подбирать индивидуально для каждого конкретного случая. Для достижения качественного соединения важным является правильное сочетание таких параметров, как мощность аппарата, тип провода, величина выходного тока и скорость потока газа.
- Температурные режимы. Металлические рабочие поверхности имеют свойство нагреваться и остывать в течение длительного времени. При соединении определенных типов материалов, таких как сталь или медь, температурный режим может корректироваться путем изменения угла наклона дуги.
- Выбор газа. Существуют два способа выполнения этой задачи. Первый включает в себя использование углекислого газа в чистом виде, а второй предполагает использование разных смесей на основе аргона или других инертных компонентов.
- Характер работы. Основное назначение сварочных аппаратов состоит в обеспечении стабильной работы в условиях наибольшей надежности. Использование резервуаров с высокими давлениями в занятых местах может вызвать определенные неудобства.
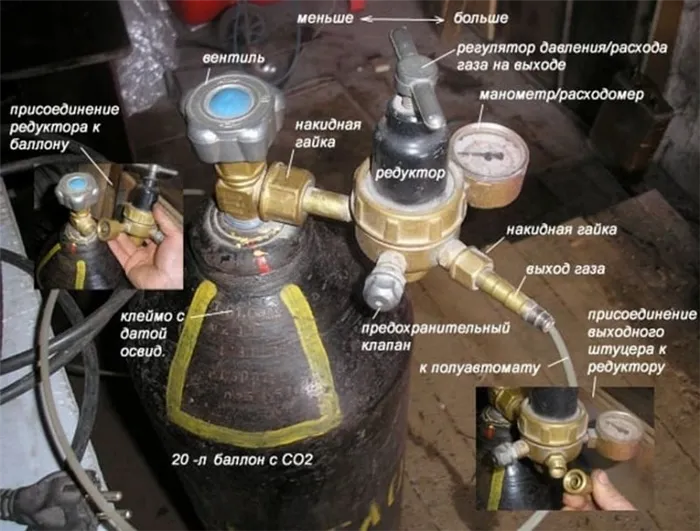
На изображении представлена схема подключения баллонов с углекислым газом к газовой сети.
Технология работы с углекислым газом не отличается значимо от работы с другими газовыми смесями. Ключевым является строгое соблюдение всех технических требований, что осуществляет безопасность и успешность сварочного процесса.
Преимущества
Использование любой из газовых смесей предоставляет целый ряд выгод, обеспечивающих высокое качество выполняемой работы:
- Общие качества. Физические свойства полученного шва значительно превосходят автоматику, что приводит к меньшему количеству брызг на стыке.
- Эффективность работы. Сокращение времени, необходимого для нагрева металла, напрямую повышает эффективность работы и в конечном итоге снижает трудозатраты на весь процесс.
- Фиксированная дуга. Это значительно упрощает выполнение сварочных работ. Дополнительным плюсом является то, что во время работы выделяется очень мало дыма, что положительно сказывается на видимости и условиях труда.
Ремонт автомобилей
Появление полуавтоматических аппаратов для домашнего использования сделало возможным выполнение кузовного ремонта в практически любых условиях, включая небольшие гаражи. Сварка с использованием углекислого газа имеет свои преимущества:
- Техническая простота. Основы работы с полуавтоматическими аппаратами интуитивно понятны широкой аудитории и не требуют особых навыков.
- Низкая стоимость углекислого газа. Доступность этого газа положительно влияет на общую стоимость проекта.
- Низкотемпературные воздействия. Сварка позволяет соединять изделия практически любой толщины, а также минимизирует нагрев несущественных частей.
- Сохранность окружающих элементов. Благодаря ограниченному температурному воздействию, краска вокруг сварного шва редко начинает выгорать, что экономит время и средства на отделку.
- Минимальная подгонка элементов. Отсутствие необходимости дополнительной подготовки соединяемых деталей позволяет существенно ускорить процесс сварки.
Заключение
Данная технология представляет немалый интерес для широкой аудитории, независимо от того, какой именно газ для полуавтоматической сварки они предпочитают. Импровизаторы с удовольствием выбирают углекислый газ за его отличное соотношение цены и качества. В то же время промышленные компании акцентируют внимание на повышении уровня качества и надежности соединений, вне зависимости от понесенных затрат. Важно помнить, что сварка в среде защитного газа является высокорисковым процессом, и не стоит забывать о средствах индивидуальной защиты.
Личный опыт работы со сваркой углекислым газом у меня начался в 2002 году. Мой предыдущий опыт был связан лишь с работой простых трансформаторов в частном дворе. После небольшой аварии у меня возникла необходимость в более сложной полуавтоматической сварке. В то время у меня не было возможности потратить деньги, и я не желал посещать какие-либо семинары по обучению. После нескольких неудачных попыток и с помощью опытного специалиста, мне удалось добиться требуемых результатов. Затем я решил пройти курсы по кузовному ремонту автомобиля в свободное время. В итоге могу заявить, что обладая базовыми навыками сварки, у вас не возникнет проблем с работой на полуавтоматах. Для этих целей углекислый газ — отличный выбор, и я ни разу не пожалел об этом. Он идеально подходит для использования в гаражах.
Сварочные газовые смеси предлагают дополнительные технические преимущества. Такие смеси усиливают стабильность дуги и улучшают сварочные свойства, что в свою очередь значительно увеличивает защиту сварочного шва от внешних воздействий.
Газы, дополняющие сварочные смеси
С использованием таких сварочных газов возможно улучшение качества соединения и образование меньшего количества брызг металла.

Например, в процессе MIG/MAG сварки кислород может использоваться в качестве дополнительного компонента. Это сочетание позволяет использовать ячейку для широкой сварки, хотя степень его необходимая для проплавления металла может не быть критической.
Водород может быть применен для соединений из нержавеющей стали, создавая при этом широкий шов с глубоким проплавлением и качества.
Азот, со своей стороны, отвечает за защиту шва от ржавчины более эффективно по сравнению с обычными защитными оболочками.

Правильный выбор защитного газа критически важен, поскольку именно от этого будет зависеть качество и геометрия сварного шва, а также его долговечность. Это важно как для исправления недостатков, так и для качественной обработки сварного шва в процессе завершения работы.
Процесс газовой сварки по сути аналогичен процессу сварки с использованием углекислого газа. Указанная ниже таблица содержит рекомендуемые параметры для ведения сварки в среде углекислого газа.
Преимущества и недостатки газовой среды
К числу значительных плюсов ряда процессов газовой сварки с использованием полув自动ических аппаратов можно отнести:
- Нет необходимости в приобретении дорогостоящего оборудования.
- Изделия, покрытые цинком, могут быть сварены без повреждения защитного покрытия.
- Оператор видит успешность своего труда в процессе работы, так как шлак не закрывает обзор.
- Возможность сварки тонких стальных листов толщиной менее одного миллиметра.

К недостаткам можно отнести интенсивное излучение дуги, поэтому при выполнении сварочных работ крайне желательно использовать защитную маску для лица.











