Представляем вам полное руководство по самостоятельной настройке сварочного полуавтомата, включая критерии, которые помогут вам достичь оптимального режима сварки.
Правильная настройка сварочного полуавтомата: таблица параметров настройки
В арсенале домашнего мастера можно найти множество сложных и профессиональных электроинструментов. Тем не менее, не все возможности такого оборудования используются в полной мере. Необходимо понять, как правильно настроить сварочный полуавтомат для работы с различными сечениями металла, а также адаптировать его для сварки алюминия или нержавеющей стали. Одной лишь информации из инструкции может быть недостаточно, поэтому стоит обратить внимание на опыт профессиональных сварщиков.
Разные настройки сварочного полуавтомата требуются в зависимости от позиции, в которой ведется сварка, толщины материала и типов соединений одного и того же металла. Рассмотрим основные параметры, которые нужно учитывать при работе с полуавтоматами (SA):
- Настройки влияют на изменение значения тока.
- Ток и мощность провода взаимосвязаны: увеличение мощности провода приводит к соответствующему увеличению тока и наоборот.
- Поток газа регулируется в зависимости от ключевых параметров, что осуществляется путём оценки качества сварного шва и предотвращения возникновения дефектов.
Параметры сварки настраиваются согласно средней стоимости, приведенной в таблице.
После этого параметры адгезии корректируются на основании результатов испытаний.
Звук смычка также имеет важное значение для опытных сварщиков. При приобретении полуавтомата важно ознакомиться с его характеристиками и настроить устройство в соответствии с изменениями: ПА не является машиной с одинаковыми параметрами.
- Полуавтоматы с идентичными техническими характеристиками могут быть упакованы и собраны одинаково, однако часто у одного и того же производителя возникают различия в настройках.
- Изменения в напряжении могут привести к сбоям в настройках — трансформатор PA может сработать, что приведет к выходу из строя инвертора.
- Корректировки в составе защитного газа.
- Модификации качества и диаметра проволоки.
- Это также относится даже к мелким ремонтным работам и замене комплектующих.
Газовая защита.
Потребление газа также играет важную роль в расчетах на панели управления. Хотя оно непосредственно не влияет на параметры автоматического сварочного устройства, его учет упрощает процесс регулировки, особенно если редуктор оснащен двумя шкалами. При установке расходомера будет более объективно фиксироваться уменьшение расхода.
Ротатор отображает поток углекислого газа (или аргона) при постоянном рабочем давлении. Когда триггер горелки активируется, индикатор статического давления снижается, образуя защитное облако. Диапазон работы ротаметра составляет 6-10 л/мин, а редуктора давления — 1-2 атм.
Скорость потока определяется в зависимости от пористости шва. Газовый поток увеличивается до тех пор, пока все поры не будут устранены. В помещениях с активными речными потоками и сильным ветром лучше использовать самозащищенные проточные жилы по экономическим причинам.
Подбор газовой смеси
Подбор смеси газов зависит от требований к качеству и характеристикам материала.
- Выбор газовой смеси должен основываться на требованиях к качеству CO2 — идеально подходит для защиты сварочных швов в конструкционной стали, обладает глубоким проникновением, однако дисперсия и шероховатость не позволяют выполнять тонкие работы.
- Смесь Slow/C25 (75% AR, 25% CO2) — данная комбинация отлично подходит для сварки тонких листовых материалов и обеспечивает ровный сварной шов с минимальным количеством разбрызгиваний.
- 98% AR, 2% CO2 — рекомендуется для сварки нержавеющей стали.
- Для чистого алюминия — процесс происходит медленнее.
Настройка напряжения.
Энергия, требуемая для сжигания лучины и плавления металла, зависит от настройки напряжения. Поступающая энергия возрастает с увеличением глубины проникновения (толщины материала) и с диаметром проволоки.
Срок действия внутренних соглашений по ПА был продлен. Полуавтоматический клей Wester Mig -10i обладает широким диапазоном напряжения в 10 позиций, что позволяет настраивать его как в режимах Min/Max, так и в Multi-Mode с плавным регулированием.
На внутренней стороне крышки корпуса размещена таблица значений для настройки напряжения. Это важное указание от производителя, которое актуально для моделей с различными показателями мощности и техническими характеристиками.
Окончательное решение о том, каким образом настроить сварочный полуавтомат, принимает оператор. Неясные рекомендации не являются строгими предписаниями; главными критериями служат глубина проникновения и прочность сварного шва.
Система подачи проволоки включает тяговые ролики, редуктор и электродвигатель. Настройки производятся на основе результатов тестирования сварки SA.
Преимущества сварки полуавтоматом
Полуавтоматическая инверторная сварка обладает множеством преимуществ
- Отличный выбор для новичков в сварочном деле.
- В процессе сварки полуавтоматом не образуется шлак;
- Для работы не нужны электроды;
- При использовании полуавтоматической сварки практически отсутствует распыление металла.

Недостатки данного типа оборудования в основном заключаются в необходимости использования газа, что делает аппараты для полуавтоматической сварки достаточно громоздкими. Также неудобно проводить сварочные работы с использованием полуавтоматов в условиях сильного ветра, так как поток тока может унести защитный газ, оказывающий негативное воздействие на качество сварного шва.
Подготовка полуавтомата к работе
В первую очередь важно установить катушку в полуавтоматический реверсивный сварочный аппарат и заправить ее сварочной проволокой. Напряжение провода следует регулировать с помощью специализированного тягового механизма.
Если используется катушка с диаметром, превышающим необходимые параметры, потребуется применение специального адаптера. Вытяните проволоку из устройства примерно на 15 см, затем отрежьте лишнюю длину.

Затем необходимо установить газовый баллон и убедиться в наличии предохранительного устройства в системе. Важно проверить, что выбрана корректная сварочная функция. При использовании полуавтоматического сварочного аппарата важно удостовериться, что для полуавтомата выбрана правильная операция сварки, а также что газ в баллоне соответствует требованиям для сваривания определённых материалов.
Сварка полуавтоматом для новичков
С помощью домашних полуавтоматов можно проводить сварочные работы на различных толщины материала — от 0,2 мм до более чем 4 мм. Этот процесс во многом зависит от параметров сварочного тока и мощности устройства, а также от диаметра используемой проволоки для сварки. Сварочная проволока.

Полуавтоматические сварочные аппараты просты в эксплуатации, однако при их использовании стоит учитывать несколько рекомендаций по сварке.
- Для полуавтоматов необходимо правильно выбрать режим сварки.
- Для работы с тонкими металлами рекомендуется применять малые токи, не превышающие 75 ампер.
- Скорость подачи сварочной проволоки должна быть выше, чем при работе с более толстыми металлами.
- Пламя следует направлять вдоль шва так, чтобы оно равномерно распределялось без образований перекрытий или перфораций.
- При точечной сварке лучше начинать с центра обрабатываемой детали.
Для получения качественного полуавтоматического шва металл необходимо тщательно подготовить. Это критически важно для вашей безопасности, так как остатки краски и другие загрязнения могут испаряться и выделять токсичные пары, представляющие опасность для здоровья.

При выполнении сварочных работ с тонким металлом полуавтоматом угол, образуемый между поверхностью и горелкой, должен быть равен 45°. Это обеспечит оптимальные условия для качественного соединения. Также следует выбирать присадочный материал, обладающий длительным временем плавления.
Перед тем как начать сварку тонких металлических изделий, важно подробно ознакомиться с самим процессом. Это знание поможет избежать многих распространенных ошибок в ходе работы.
Внутри крышки корпуса аппарата есть таблица значений для настройки напряжения. Это ключевое руководство от производителя, которое применяется на моделях с различными характеристиками и техническими возможностями.
Настройка полуавтомата для сварки

Полуавтоматические сварочные машины являются одним из самых популярных вариантов оборудования для сварки. Они предоставляют больше удобства по сравнению с ручными устройствами и стоят меньше, чем современные автоматизированные системы. Тем не менее, достигаемые результаты зависят от правильной настройки полуавтомата и могут варьироваться в зависимости от толщины обрабатываемых металлов, а также типа используемого газа, особенно при применении углекислоты в восстановителях.

На что стоит обратить внимание?
Обсуждение настройки сварочного полуавтомата следует начать с рассмотрения функций, которые чаще всего доступны в этом оборудовании. Разработчики предусмотрели три ключевых типа регулировок, которые предлагает данный аппарат:
- Регулировка напряжения с использованием различных базовых методов;
- Изменение скорости подачи проволоки;
- Регулирование скорости потока защитного газа.
При использовании полуавтоматических сварочных систем для работы с тонкими металлическими изделиями могут возникать определённые трудности. Данные проблемы зачастую проявляются в следующих ситуациях:
- Ремонт автомобилей и других видов транспорта;
- Ремонт и строительство трубопроводов с малым диаметром;
- Производство резервуаров для хранения воды и различных жидкостей;
- Изготовление приборов и инструментов;
- Строительство гаражей, ограждений и навесов.


Тонким металлом считается металл с толщиной слоев, не превышающей 4 мм. Металлы, обладающие очень малой толщиной, характеризуются показателями ниже 0,2 мм. В таких случаях необходимо настраивать сварочный аппарат под электроды с поперечным сечением менее 4 мм. Применение более мощных инструментов с электродами может вызвать преждевременное прекращение дуги. Если толщина металла составляет менее 1 мм, рекомендуется использовать электроды размером от 0,5 до 2 мм.
Для заготовок с толщиной 1,5-2 мм оптимальным выбором будут электроды диаметром от 2 до 2,5 мм. Некоторые специалисты предпочитают использовать электроды диаметром до 3 мм. Однако в этом случае требуется тщательный анализ каждой ситуации и соответствующая настройка процесса сварки. Существуют специфические нюансы, касающиеся сварки толстых металлов, среди которых важно регулировать более высокие значения напряжения.

Как произвести настройку?
Газоснабжение.
Каждый сварочный аппарат имеет выход, который соединен с газовым баллоном. Регулировка расхода защитного газа осуществляется при помощи редукционного клапана. Обратите внимание: для каждого вида газа необходимо использовать отдельную модель клапана. Например, редукционный клапан, предназначенный для углекислого газа, не сможет корректно подавать аргон и наоборот. Также следует учитывать, что некоторые системы сброса давления могут быть непригодны для проведения сварочных работ, так как они не оснащены шкалой, отображающей текущее давление газа, который выходит наружу.
Когда главный клапан открыт, значение на шкале остается постоянным. Полностью откройте клапан, а затем плавно настройте расход в пределах 7-10 литров в минуту. Примечание: если в системе установлен манометр, вместо расходомера, правильнее будет отрегулировать давление до 1-2 кг на см². Это значение будет являться начальным (статическим) давлением. Оно будет изменяться, как только вы нажмете кнопку запуска горелки. Тонкую настройку можно провести, отключив устройство подачи проволоки. Тем не менее, предварительную регулировку возможно сделать и без точных данных. В данном случае рекомендуется начинать с минимального значения газа.


Тип шва играет важную роль в оценке правильности его выполнения. В процессе работы количество пор увеличивается до тех пор, пока их образование не прекратится. Газовый поток начинает возрастать при сварке на свежем воздухе или в помещениях сразу после проветривания. Опытные сварщики хорошо запоминают звук, который издает горелка, и используют этот звук как ориентир для последующих регулирующих действий.
Требования к средствам индивидуальной защиты для сварщиков аналогичны тем, которые предъявляются к другим методам сварки. Глаза и органы дыхания должны быть защищены должным образом, а куртка должна быть изготовлена из материалов, обеспечивающих защиту от брызг расплавленного металла.
Начальные настройки
В первую очередь необходимо установить силу тока, которая определяется толщиной и типом используемого материала. Далее следует произвести настройку скорости проволоки, что можно сделать как плавно, так и поэтапно. Применение первого метода является более практичным. После этого выбирается оптимальное напряжение.
Если настройки выполнены неверно, сварочный полуавтомат может издавать скрипящие звуки. Также может возникнуть щелчок, свидетельствующий о том, что скорость сварки недостаточно низкая. Увеличивайте показатель до тех пор, пока устройство не начнет функционировать более тихо. При этом расплавленный металл будет выплескиваться с большой силой. В момент соединения может недоставать защитного газа; в таком случае следует отрегулировать редуктор для увеличения его продуктивности.
Подробная таблица настроек сварочного автомата
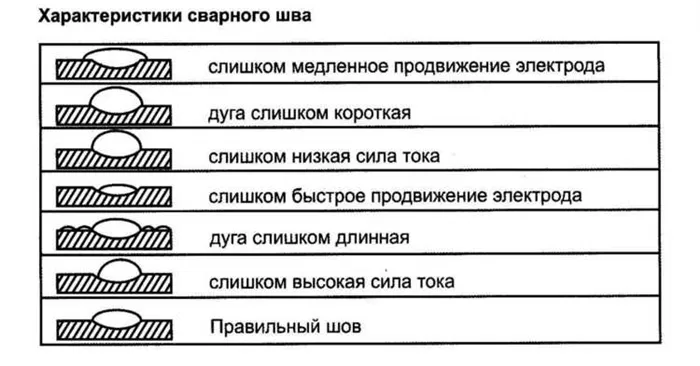
На качество сварочного процесса оказывают влияние множество факторов.
Существуют различные таблицы для настройки аппарата, примеры которых приведены ниже.
| Толщина металла (мм) | Диаметр электрода (мм) | Ток (A) | Напряжение (В) | Скорость проволоки (м/ч) | Расход газа (л/мин) |
| 1.0 | 0.8 | 70 | 17 | 110-120 | 6-7 |
| 1.5 | 0.8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2.0 | 0.8 | 110-150 | 19.0-21.0 | 130-150 | 6-7 |
| 2.5 | 0.8 | 130-150 | 21.5 | 130-150 | 7-8 |
| 1.0 | 1.0 | 100-110 | 18.0-19.0 | 110-120 | 6-7 |
| 2.0 | 1.0 | 125-180 | 19.0-22.0 | 130-150 | 6-8 |
| 3.0 | 1.0 | 150-180 | 20.0-22.0 | 150-160 | 6-8 |
| 4.0 | 1.0 | 180-270 | 18.0-22.0 | 200-300 | 7-9 |
| 2.0 | 1.2 | 140-180 | 20.0-22.5 | 150-160 | 7-9 |
| 3.0 | 1.2 | 170-250 | 21.5-24.0 | 200-220 | 7-9 |
| 4.0 | 1.2 | 200-300 | 22.0-28.0 | 300 | 7-9 |
Даже при детальном ознакомлении с указаниями специалиста и производителя, не всегда удается оптимально настроить оборудование. Необходимо постоянно вносить изменения.











