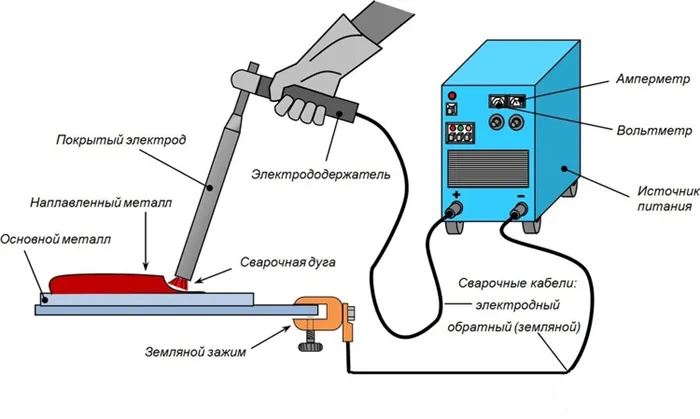
Формирование сварных соединений необходимо не только в промышленных условиях, но и в быту. Конструкции могут быть из различных металлов, включая те, которые имеют характеристики, усложняющие процесс работы. В частности, сварка алюминия сопряжена с определенными трудностями, которые необходимо тщательно изучить перед началом работы.
Техника сварки инвертором алюминия электродами в домашних условиях
Алюминий стал одним из самых популярных металлов благодаря своей высокой прочности, малому удельному весу и относительно доступной цене. Он находит применение в самых разнообразных областях, начиная от аэрокосмической промышленности и заканчивая производством бытовой техники. Однако ремонт алюминиевых изделий и создание собственных конструкций в условиях домашней мастерской могут осложняться рядом свойств этого металла. Инверторная сварка алюминия с использованием электродов представляет собой эффективный способ преодоления этих трудностей без необходимости в дорогостоящем оборудовании или специальной квалификации.
Температура плавления алюминия составляет 660 °C, однако при его нагревании атомы вступают в реакцию с кислородом, что приводит к образованию тугоплавкого оксида алюминия, который плавится при температуре выше 2200°C. Этот оксидный слой затрудняет создание качественного шва, так как он препятствует адекватному соединению металлов.
К тому же, алюминий выделяется высокой тепло- и электропроводностью, что в практическом плане означает, что для нагрева этого металла необходимы более высокие рабочие токи, особенно при работе с более толстыми деталями. Это необходимо учитывать при выборе сварочного оборудования.
Кроме того, алюминий и его сплавы характеризуются высокой текучестью, что может усложнять сварку в различных позициях, особенно при горизонтальном или вертикальном исполнении.
Чтобы избежать контакта расплава с кислородом в воздухе, в промышленных условиях часто применяется газовая сварка. При этом используются гелий, аргон или смеси аргону, которые создают защитный газовый слой, вытесняющий воздух из рабочей зоны. Однако данный метод требует значительных финансовых вложений в оборудование и постоянной подачи газа, что делает его экономически оправданным лишь на больших объемах работ.
Для выполнения ограниченного объема работ в домашних условиях подходит ручная сварка постоянным током. Для этой цели имеются специальные электроды с покрытием, которые адаптированы для работы с теплопроводными материалами.
Что нужно знать, чтобы сделать качественный шов?
Для достижения прочных и долговечных сварных соединений необходимо учитывать и строго соблюдать следующие важные моменты:
- Алюминиевые сплавы всегда имеют тугоплавкий оксидный слой, который необходимо учитывать в процессе работы;
- Перед началом сварки необходимо удалить этот слой с помощью механической обработки или химического травления;
- Оксидный слой восстанавливается достаточно быстро в воздухе, поэтому обработку следует проводить непосредственно перед сваркой;
- Цвет алюминиевой детали при нагреве почти не меняется, что делает невозможным визуальный контроль температуры, а это может привести к недостаточно качественной сварке;
- Преобразование металла под воздействием тепла может значительно снизить его прочность, что, в свою очередь, может вызвать наличие микротрещин во время процессов кристаллизации.
Учет приведенных особенностей позволит избежать распространенных ошибок, которые могут возникнуть при сварке алюминиевых конструкций в домашних условиях.
Можно ли инвертором?
Вопрос о том, как сваривать алюминий с использованием инвертора и возможно ли это, также имеет свои нюансы. Да, это возможно. Применение покрытых электродов позволяет использовать стандартные инверторы средней мощности, предназначенные для бытовых нужд. Однако такие устройства подходят только для сварки изделий с толщиной около 3-4 мм. Для обработки более толстых материалов потребуется использовать более мощные полупрофессиональные инверторы.
Инвертор, используемый для сварки алюминиевых изделий, обычно имеет более простую конструкцию и весь процесс остается в рамках бытового применения. Подготовка поверхности, точный выбор сварочных материалов и строгое соблюдение технологий сваривания являются ключевыми факторами успешного результата.
Для этого назначены специальные электроды OZ, которые демонстрируют превосходные эксплуатационные характеристики. Однако их эффективность реализуется только при соблюдении определенных условий, и прежде всего, когда покрытие имеет высокую влажность. Перед использованием электроды рекомендуется подвергать термической обработке при температуре 120-140 °C в течение 40 минут. После этого их следует хранить в печи или специальной герметичной упаковке, чтобы предотвратить впитывание влаги.
При работе со сваркой необходимо проявлять осторожность и внимательность. Из-за высокой вязкости расплавленного алюминия и его схильности к образованию брызг, работа в вертикальном или приподнятом положении не рекомендуется. Чтобы избежать утечек расплава, целесообразно использовать распорки при сварке в нижних положениях.
Также рекомендуется располагать сварные швы на максимальном расстоянии друг от друга, чтобы исключить возможность тепловой деформации при кристаллизации.
Конечно, освоение этого процесса потребует времени, но после практики он станет значительно проще. Также стоит отметить, что процесс сварки электродами отличается от традиционного, однако, несмотря на это, инверторная сварка остается актуальной, так как стоимость сварки 1 см шва значительно ниже по сравнению с аргоном.
Можно ли варить алюминий инвертором?
Сложности, возникающие при сварке алюминия с помощью инверторов, связаны со специфическими характеристиками этого металла:
- Температура плавления оксидной пленки, покрывающей поверхность алюминия, достигает 2000°C, тогда как температура плавления самого металла составляет 660°C.
- Перед началом сварки пленка обязательно должна быть удалена. Сразу после удаления оксида начинается сварка, чтобы очищенная поверхность не успела окислиться вновь.
- Резкие колебания температуры могут привести к снижению прочности алюминия.
- Вытекание расплава из сварочной ванны в результате высокой текучести алюминия создает трудности при вертикальной сварке.
- Высокий коэффициент теплового расширения может вызвать деформацию деталей и образование трещин на сварных швах во время усадки.
- Алюминий не меняет свой цвет во время нагрева, что значительно затрудняет контроль процесса при инверторной сварке.
Какой инвертор подойдет для сварки алюминия?
При выборе инвертора для сварки алюминия ориентироваться стоит на объем и сложность предстоящих работ. Если частые ремонты не требуются, и качество соединения не столь критично, то можно обойтись более экономичными моделями. Однако в случае, когда необходимо более профессиональное качество, оптимальным решением будут инверторы, обладающие функциями MMA и TIG. Эти машины могут работать как с покрытыми электродами, так и с аргонодуговой сваркой. Для домашнего ремонта достаточно тока в 200 А.
Для упрощения и ускорения выполнения больших объемов работ стоит обратить внимание на инверторы с функциями осцилляции, которые обеспечивают бесконтактное освещение дуги. Также важны функции контроля баланса полярности и выбор импульсного режима работы. Если преобразователь часто перемещается, то рекомендуется использовать компактные модели. Хотя они стоят немного дороже, их легче транспортировать по сравнению с устройствами той же мощности, но большего размера.
Выбор расходных материалов для сварки
Алюминий сваривается с использованием аргоном и электродов, изготовленных из самого алюминия. Эти электроды благодаря своему покрытию при нагреве создают газообразную среду, препятствующую проникновению воздуха в сварочное пространство. Среди лучших отечественных производителей можно выделить OZA, OZR и OZANA, в то время как зарубежные варианты, такие как OK 96.20, OK 96.40 и Kobatek-213, отличаются более высоким качеством, но и стоят дороже.
При аргономодуговой сварке применяются нерегулярные вольфрамовые электроды. Для сварки используются сварочные провода диаметром от 2 до 5 мм. Наиболее распространенные типы провода включают AO, AD и AK, которые содержат больше магния для повышения прочности соединения.
При использовании полуавтоматических инверторных сварочных аппаратов для работы с алюминием используется заполненная проволока диаметром 0,8-1 мм, представленная в мотках по 0,5 кг. Наиболее популярными марками такой проволоки являются ER4043 и ER5356, которые производятся из алюминиево-кремниевого сплава. Реже встречаются Св-АК5 и Св-АМг, изготовленные из магниево-алюминиевого сплава.
Поскольку алюминиевые электроды плавятся довольно быстро, сварочные работы должны проводиться с высокой скоростью. Обеспечение непрерывного процесса сварки одними и теми же электродами также критично. То есть прерывание дуги может привести к тому, что кончик электрода и кратер сварного шва покроются шлаковой коркой, препятствующей повторному плавлению.
Как паять алюминий без аргона
Наиболее качественным методом сварки алюминия считается аргонодуговая сварка. Однако, этот метод требует дорогостоящего оборудования и высокой квалификации сварщика, что не всегда возможно. Более того, аргонопроводное оборудование довольно громоздкое, что может сделать его использование нецелесообразным в некоторых условиях. В данной статье будут рассмотрены альтернативные и более доступные методы сварки алюминия без обращения к аргонам.
Сварка с использованием HTS-2000 или Castolin 192 представляет собой комбинацию цинковых трубок, заполненных центральной частью твердым текучим порошком, что делает процесс сварки относительно быстрым и легким. Эта высокотехнологичная методика специально предназначена для восстановления алюминиевых деталей и не требует использования сложного оборудования.
Важно отметить, что для выполнения ремонта алюминиевых деталей вам понадобится лишь сама сварка и газовая сварочная горелка.
Преимущества и применение альтернативных методов сварки
- Простота использования, не требующая сложных навыков;
- Скорость выполнения сварочных работ;
- Температура плавления метода ниже, чем у самого алюминия;
- Обеспечение 100% соединения метала при сварке, как и при традиционных способах;
- Незаменимость в полевых условиях;
- Степень прочности шва не уступает аргоновой сварке;
- Отсутствие коррозийных процессов и срок службы сварного шва;
- Подходит использование любого источника тепла для выполнения сварки;
- Метод подходит для ремонта различных алюминиевых деталей, включая радиаторы, двигатели, велосипедные рамы, алюминиевые профили, кузова автомобилей, трубки, фитинги, топливные баки и картеры.
Используемая технология сварки
Шаг 1. ВАЖНО: Перед тем, как приступить к сварке, необходимо тщательно подготовить поверхность обрабатываемого алюминия, удалив оксидную пленку. Для этого обычно используется напильник или стальная щетка (проволочная щетка).
Шаг 2: Нагрейте рабочую поверхность алюминиевого образца (обратите внимание, не сам сварочный пруток) до температуры примерно 200°C.
Совет: Для улучшения качества сварного соединения, повторное покрытие рабочей поверхности перед сваркой будет целесообразным, так как нагрев увеличивает вероятность образования оксидной пленки.
Подобный нагрев открывает структурные поры на рабочей поверхности, что будет способствовать лучшему проникновению сплава в металл.
Шаг 3. Как только температура достигнута, рабочую поверхность следует нагревать равномерно, проводя сварочный стержень по поверхности, вытягивая шов, как если бы вы делали мыльный раствор.

Сварной шов, обладая достаточным поверхностным натяжением, позволяет легко заделывать даже отверстия размером до 1 см без использования дополнительных материалов.
Рекомендуется: Чтобы избежать повторного появления оксидной пленки под слоем сварки, в процессе сварки стоит постоянно проводить щеткой (стальным стержнем) по поверхности с горелкой. Это есть время, когда сварной шов проникает в поры материала.
Шаг 4. При необходимости соединить несколько деталей, следует сначала обрабатывать обе поверхности отдельно и только затем, после их подогрева, соединять их с помощью абразивных движений.
Шаг 5: Завершив сварку, следует дать алюминию естественным образом остыть, избегая использования воздуха или воды для ускорения процесса охлаждения.
Важно учитывать, что чем толще и тверже материал, тем больше времени потребуется для достижения подходящей температуры во время сварки алюминия.
Рекомендуется: Чтобы исключить повторное появление оксидной пленки под слоем сварки, во время работы следует снова обработать поверхность щеткой и горелкой, для лучшего проникновения сварного шва в поры металла.
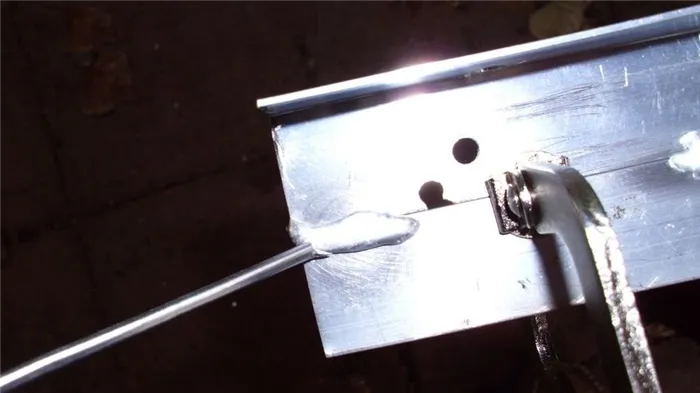
Свариваем алюминий обычным инвертором без аргона
Мой личный опыт сварки данного металла в условиях, свободных от аргона, начался с приклеивания толстой пластины. Я закрепил детали с помощью винтовых зажимов, при этом негативный электрод был размещён на нижней пластине, а положительный — на верхней.

Рекомендуется провести начальные испытания с рабочим током, установленным на 100 A.

Следует варить с использованием короткой дуги, так как электрод плавится достаточно быстро и его трудно удерживать под контролем, особенно на начальном этапе.

По мере привыкания к процессу, вы сможете уверенно держать дугу.

Следует аккуратно постучать по сварному шву молотком, как это делается после обычной сварки.


Не судите о результатах слишком строго. Это неплохой результат для первой попытки.

Это особенно важно с учетом продолжительности и неопределенности процесса, когда речь идет о сварке обычной стали.

Рекомендации для качественной сварки
- Отполируйте сварной шов металлической щеткой для удаления образовавшихся окислов с поверхности;
- При возможности нагрейте компонент до температуры 150-200 градусов Цельсия с помощью газовой горелки для достижения качественного шва;
- Помните, что электрод в процессе сварки сгорит примерно в три раза быстрее, что позволит сведению сварки существенно сократить время работы.
- Сварка алюминиевой фольги;
- Сварка алюминиевых профилей;
- Ремонт дюралевых или силуминовых компонентов, например, моторных лодок;
- Сварочные работы на резервуарах или бочках;
- Сварка токопроводящих стержней;
- и многое другое.
Прочность сварного шва сопоставима с прочностью, получаемой при аргоновой сварке.
Несомненно, для освоения этого процесса потребуется определенное время, однако со временем он станет гораздо более простым. Подводя итог, следует сообщить, что электрод в этом методе может отсутствовать по сравнению с классическим способом. Тем не менее, в сравнении с аргоном, этот метод все еще имеет свое применение, поскольку и стоимость сварки 1 см остается значительно ниже.











