При подключении инверторной сварки не требуется использование специализированного оборудования, поскольку в самом источнике питания уже предусмотрены все необходимые компоненты, такие как выпрямитель и высокочастотный трансформатор, которые позволяют обеспечить стабильную работу устройства.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа с использованием обычной проволоки представляет собой один из видов классической дуговой сварки. В этом процессе обыкновенная проволока играет роль электрода и подается непрерывно в сварочную головку с определенной скоростью, которая регулируется механическим приводом. Даже при использовании проволоки малого диаметра, варьирующейся от 0,8 до 2 миллиметров, сварочные флюсы создают условия для плавления металла с использованием низких токов на значительную глубину, непосредственно в зоне соединения. Такая технология обеспечивает получение швов высокого качества как на относительно тонких, так и на довольно толстых металлических изделиях.
Использование полуавтоматического сварочного оборудования значительно повышает качество швов и общую производительность труда. Квалифицированные сварщики с применением полуавтоматического инструмента способны выполнить около 20-40 метров сварных швов всего за один час работы. Поскольку многие начинающие мастера интересуются, как же варить полуавтоматом без газа, существует ряд аспектов, о которых следует упомянуть.
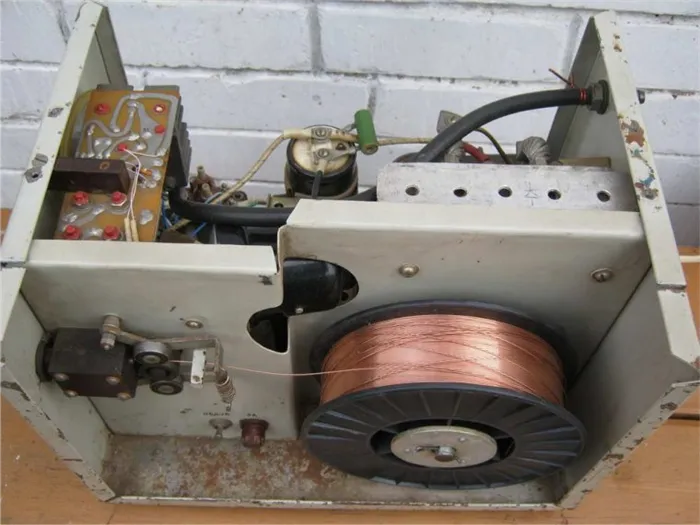
Конструкция, принцип работы полуавтоматического сварочного оборудования
Полуавтоматическая сварка представляет собой электрический агрегат, который преобразует электрическую энергию в тепловую за счет генерации электрической дуги. Процесс осуществляется с использованием плавящегося электрода, которым в данном случае является обычная проволока. Она подается на свариваемый участок непрерывно, используя механический привод, причем проволока имеет омедненное покрытие и точно подобранную толщину. Это специальное покрытие необходимо для обеспечения хорошего скольжения, а также для достижения качественного электрического контакта с материалом, что является критически важным для успешного процесса сварки. Проволока для сварки располагается на специализированной катушке, что обеспечивает ее равномерное разматывание и подачу в процессе сварочных работ.
Сварка выполняется вручную с использованием следующих компонентов:
- источник тока;
- механический привод для подачи проволоки;
- пистолет для наложения сварного шва;
- гибкие шланги для подачи газа или проволоки.
Полуавтоматическое сварочное оборудование может функционировать:
- с применением защитных газов;
- при сварке с использованием флюсов;
- при сварке металлических образцов порошковой проволокой.
Чаще всего сварочные полуавтоматы работают с использованием защитной газовой среды, что актуально для соединения изделий из легированных и углеродистых сталей, а также из цветных металлов. В этом случае в качестве защитного газа обычно используется углекислота, которая подается из специальных баллонов под высоким давлением через гибкие шланги непосредственно на сварочный пистолет. На баллонах устанавливается газовый редуктор, который стабилизирует подачу газа перед его потоками в зону сварки.
Сварочный полуавтомат, обладая множеством преимуществ и некоторыми недостатками, на сегодняшний день признан одним из наиболее удобных и универсальных инструментов, позволяющим выполнять высококачественные сварные швы.
Можно ли варить полуавтоматом без газа?
Некоторые начинающие работники в области сварки испытывают сомнения, возможно ли осуществлять сварку полуавтоматом без использования газа. Однако, это вполне реально. Для этого необходимо использовать не простую проволоку, а самозащитную, которая подбирается в зависимости от типа свариваемого металла. Она имеет уникальный состав, что позволяет ей выполнять функции как проволоки, так и защитного газа одновременно.
В большинстве случаев для сварки с использованием такой флюсовой проволоки применяются инверторные MIG/MAG сварочные машины. Они обладают высоким коэффициентом полезного действия (КПД), а также меньшими размерами и массой, что делает их более мобильными. Кроме того, инверторные устройства меньше подвержены перепадам напряжения, что делает их оптимальными для применения в сочетании с самозащитной проволокой.
Варить полуавтоматом без газа возможно только с использованием самозащитной порошковой проволоки.
В чем особенность порошковой проволоки
Самозащитная проволока для сварки полуавтоматом без газа имеет свою уникальную конструкцию. Она представляет собой металлическую трубку, внутрь которой помещен присадочный порошок. При нагревании сердцевины проволоки происходит ее сгорание, что позволяет образовать защитное газовое облако, которое выполняет функции аналогичные привычному потоку защитного газа. Таким образом, сварочная ванна остается защищенной от воздействия кислорода, что, в свою очередь, предотвращает появление пор и трещин в шве.

Проволока для сварки полуавтоматом без газа подбирается в зависимости от типа свариваемого металла, так как ее состав должен быть способен выдерживать очень высокие температуры. Обычно в её состав входят такие элементы, как диоксид кремния и марганец.
Ожидается, что расход защитного газа CO2 при полуавтоматической сварке при оптимальных условиях составит около 8-9 литров в минуту, что позволяет осуществлять беспрерывную работу в течение до 24 часов.
Технология сварки полуавтоматом
Процесс полуавтоматической сварки происходит за счет электрической дуги, образующейся между концом проволоки и соединяемыми деталями, которые защищены газовой средой от воздействия внешней атмосферы.
Подача проволоки начинается при нажатии на курок, установленный на корпусе сварочной горелки. Скорость подачи может варьироваться и настраивается в зависимости от выбранных режимов сварки.
Сварщику требуется лишь правильно перемещать горелку вдоль стыка, что делает данный метод сварки полуавтоматическим.

Отличия от инверторной сварки
Стандартный инвертор предполагает использование металлического электрода с защитным покрытием. Под воздействием электрической дуги часть флюса выгорает, что предотвращает загрязнение шва вредными примесями. По окончании сварки сварщику необходимо удалить шлак молотком или металлической щеткой. Эта технология позволяет регулировать температуру дуги горения, а также сваривать с прямой или обратной полярностью, при этом положительный или отрицательный полюс можно подключить к детале.
При отказе от использования защитной газовой среды в полуавтоматическом оборудовании требуется применение специальной проволоки. Входящий в состав флюсовый порошок защищает металл от окисления и загрязнения вредными веществами. Этот метод позволяет работать в труднодоступных местах без необходимости транспортировки тяжеловесных баллонов с газом.
Сварщику следует всего лишь подключить оборудование к электрической сети с напряжением 380В или 220В и установить требуемые рабочие режимы.
Перед проведением сварки полуавтоматом без газа необходимо обеспечить правильную подготовку рабочего пространства, а также использовать защитную одежду и маску. Только после того как будет включена вытяжная система или обеспечена достаточная вентиляция помещения, можно переходить к процессу сварки полуавтоматом без газа.
Подготовка
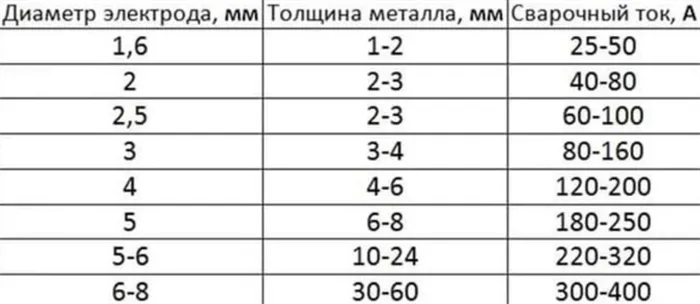
Для выполнения сварочного процесса без использования газовых баллонов потребуется провести предварительные настройки оборудования. Необходимо определить толщину соединяемых между собой заготовок и на основании этих значений выбрать на аппарате необходимое значение силы тока. В этом вопросе помогут специальные таблицы, которые обычно прилагаются к инструкции аппарата. Если величина силы тока будет ниже необходимого уровня, это может привести к плохому качеству соединительного шва. В то же время, если задать слишком высокие значения, есть риск прожечь детали насквозь.
Следующий этап заключается в настройке скорости подачи и перемещения сварочной проволоки.
Для того чтобы убедиться в правильной настройке аппарата, рекомендуется провести пробную сварку на черновом образце. Если качество шва окажется недостаточным, можно внести изменения в параметры и повторить процесс.
Перед началом сварки регулятор полуавтоматического аппарата устанавливается на значение «Вперед», после чего подается проволока в специальную воронку. Далее нужно открыть заслонку в подающей воронке проволоки и включить аппарат. Важно дождаться появления стабильной электрической дуги, прежде чем приступать к соединению деталей, выполняя короткие касательные движения в зоне сварки.

Технология
Сварочным полуавтоматом можно выполнять сварку нержавеющей стали, цветных металлов, обычной стали и алюминия. Однако для соединения заготовок из цветных металлов необходимо правильно выбрать проволоку для сварочных работ. Например, флюс, содержащий магний, марганец и алюминий, будет оптимально подходить для выполнения сварки алюминиевых деталей. Подобная проволока позволяет соединять как тонкие, так и толстые металлические листы. Соблюдение всех этапов подготовки и технологии процесса сварки крайне важно, особенно для начинающих сварщиков.

Научиться выполнять качественные соединительные швы можно только через практику, поскольку практика позволит лучше понять, как правильно использовать полуавтоматическое оборудование.
Перед стартом сварочных работ обязательным условием является надевание защитной одежды и сварочной маски. Кроме того, рабочая зона должна быть свободной от легковоспламеняющихся материалов на расстоянии не менее 10 метров. Важно также контролировать нахождение посторонних людей вблизи рабочего места, не обладающих защитной экипировкой.

Подготовка
Метод сварки полуавтоматическим аппаратом без применения газобаллонного оборудования отличается от традиционной сварки, в частности, другой полярностью: на рабочую деталь подключается клемма с знаком «плюс», в то время как на электроде устанавливается «минус». Этот подход позволяет достичь максимально высоких температур в процессе расплавления порошкового флюса.
Другим важным этапом подготовки является тщательная предварительная обработка соединяемых поверхностей заготовок.
Металл в месте сварки должен быть очищен с помощью шлифмашины, а затем рабочие поверхности необходимо обезжирить, используя ацетон или технический спирт.


Для настройки сварочного полуавтоматического оборудования необходимо выполнить следующие шаги:
- означить уровень силы тока, исходя из толщины металла, который требуется соединить;
- установить оптимальную скорость подачи сварочной проволоки, чтобы предотвратить ее повреждение от натяжения во время сварки;
- перевести аппарат в режим прямой полярности тока;
- активировать питание аппарата, раскрутив проволоку вперед, открыть заслонку подачи флюса, нажав кнопку включения и активируя электрод;
- выполнить пробную сварку, а при необходимости произвести корректировку параметров аппарата.
После завершения настройки полуавтоматического аппарата, проволока должна свободно подаваться в зону сварки, а сварочная дуга останется стабильной, что позволит приступить к формированию соединительного шва.

Опытные специалисты настоятельно рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной используемой проволоки. Соблюдение этого условия позволяет избежать вероятности застревания проволоки в подающем канале и гарантирует надежную подачу.
Метод сварки без газа с применением полуавтомата имеет свои плюсы и минусы по сравнению с традиционными методами сварки, которые производятся в активной или инертной газовой среде, подаваемой из баллонов во время работы.
Подготовка к работе
Панель управления сварочным полуавтоматом без газовой поддержки включает в себя несколько элементов, среди которых:
- переключатель для регулировки сварочного тока полуавтомата;
- регулятор скорости подачи присадочной проволоки;
- таймер для включения и отключения при точечной пайке;
- крепление для сварочного пистолета.
Все сварочные аппараты, предназначенные для соединения металлов в углекислотной среде, перед работой должны пройти ряд обязательных этапов подготовки:
- Проверка заземления аппаратуры.
Согласно нормам пожарной безопасности и стандартам ГОСТ, все сварочные устройства должны быть соединены с заземляющим проводом. - Проверка сети.
Полуавтоматические аппараты крайне чувствительны к различным перепадам напряжения в электрической сети. - Выбор режима работы.
Настройки аппарата осуществляются в зависимости от конкретного типа сварочных работ. - Тестирование работоспособности горелки и системы подачи проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь дефектов, таких как отслоения, повреждения или вмятины.
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможна только при предварительной детальной настройке сварочного оборудования.

Проволока с наполнителем для полуавтоматической сварки.
Перед началом сварочных работ, сварщики обязаны:
- Загрузить присадочную проволоку.
- Проверить подающие ролики.
Все комплектующие должны быть совместимы с используемым материалом. Если ролики неправильно подобраны, их следует заменить на подходящие. - Установить проволоку в соответствующую борозду.
- Зафиксировать регулировочный валик.
Поджим нужно осуществлять с осторожностью, поскольку избыточное нажатие может привести к деформации проволоки и затруднить работу сварочной дуги. - Разложить подающий рукав с проволокой.
- Снять сопла и наконечники.
- Контролировать, чтобы проволока вышла на 10-15 сантиметров из горелки.
- Установить обратно наконечники и сопла.
- Подсоединить баллон с сжиженным газом к аппарату через редуктор.
- Закрепить подводящий шланг с помощью хомутов.











