Следует подчеркнуть важность равномерного нагрева при сварке. Если основная часть заготовки и сварной шов нагреваются быстро и неравномерно, это существенно увеличивает риск образования трещин.
Перед использованием электроды должны пройти тщательную сушку. В условиях производства для этой цели обычно применяются специальные печи. Однако в домашних условиях можно воспользоваться обычной духовкой: достаточно оставить электроды при максимальной температуре на время от трех до четырех часов.
Чугун, в основном, применяется для создания отливок, таких как детали автомобилей и станков. Прежде чем произвести сварку отливок, необходимо выполнить несколько подготовительных шагов:
- Ополосните отливки от грязи и масла, чтобы на поверхности не осталось загрязнений.
- Тщательно просушите детали.
- Используйте абразивные инструменты для обработки краев, чтобы избавиться от остатков графита на поверхности.
- Острые кромки стоит затупить с помощью хонинговального круга, чтобы предотвратить возникновение напряжений во время сварочных работ.
Перед началом сварочных работ рекомендуется обезжирить поверхности деталей с использованием ацетона.
Процесс сварки
При соединении двух чугунных деталей их необходимо установить на верстак или сварочный стол и, желательно, зафиксировать с помощью зажимов, струбцин и других специальных приспособлений. Это поможет минимизировать вероятность деформации. Когда требуется заварить трещину, элементы не следует зажимать. Существует два основных метода сварки чугуна: с покрытым электродом и с использованием инвертора.
Горячий способ с предварительным подогревом
В домашних условиях бывает сложно соблюсти все требования технологии сварки, так как детали приходится нагревать до высоких температур. Принцип метода является следующим согласно ГОСТ 30430-96:
- Сборка изделия выполняется с использованием сварки.
- Перед сваркой детали нагреваются до температурного диапазона от 400 до 600 градусов Цельсия.
- Сварка осуществляется путем полного перемешивания расплавленного металла; важно продолжать процесс вплоть до сгорания графита в сварочной ванне. В конце сварочного процесса электрод следует переместить к основному металлу, избегая отклонения от заданного шва.
- После завершения сварки заготовка нагревается заново и медленно охлаждается.
Для проверки достигнутой температуры можно использовать температурные карандаши, которые плавятся при заданных температурах, или ручные пирометры. Рекомендуется поместить изделие в песок для его медленного и равномерного остывания.
Если сварка чугуна выполняется в домашних условиях, детали можно нагреть при помощи газовой или пламенной горелки.
Холодный способ без подогрева
Холодная сварка является универсальным методом, который можно применять в полевых условиях, в гараже или на даче. Однако для этого метода сварки целесообразно использовать качественные электроды. Процесс включает следующие шаги:
- После подготовки детали располагаются на верстаке и, при необходимости, фиксируются.
- Выполняются определенные процедуры, после чего изделие должно остыть.
- Сварка осуществляется на небольших участках, избегая перегрева. После завершения сварки шлак должен быть удален после остывания, а поверхность очищена до металлического блеска с помощью щетки.
Если в ходе работы возникают дефекты — трещины, изломы, поры — их необходимо удалить с помощью скребка. После этого следует выполнить повторную сварку.
При восстановлении трещин рекомендуется просверлить края трещины. Это поможет избежать повторного появления дефектов. Отступите 5-10 мм от краев и просверлите отверстие диаметром 5-6 мм.
Особенности сварки чугуна
Исследования показывают, что серый чугун с мелкозернистой структурой проще сваривать, чем крупнозернистый металл темного оттенка. При этом отмечается, что детали, долго контактировавшие с маслами или подверженные окислению, не подлежат сварке. Чугун — это особый сварочный материал с ограничениями, поэтому при выполнении сварочных работ необходимо учитывать его характеристики:
- Сварные швы в основном создаются методом дуговой сварки под флюсом, что позволяет достичь высокой текучести в расплавленном состоянии.
- При исчерпании углерода происходит образование пор.
- Низкая пластичность чугуна приводит к возникновению внутренних напряжений при нарушении температурного режима, что может привести к образованию трещин в сварном шве.
- Во время плавления чугуна образуются оксиды с более высокой температурой плавления, чем сам чугун.
Методы сварки
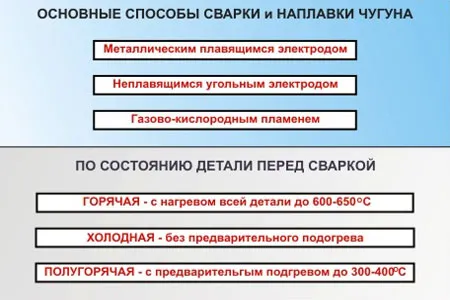
С целью изготовления прочных сварных швов было разработано три метода:
- Горячая сварка сложна в исполнении, но позволяет предотвратить почти все трещины. Процесс выполняется при предварительном нагреве до температуры от 600 до 650 °C с последующим медленным охлаждением. Как правило, в производственных условиях этот процесс реализуется с помощью индукционных установок. Начинающим сварщикам стоит отметить, что подобная работа вполне выполнима, если нагрев производится в горне, газовой печи или с помощью пламенной горелки, а для медленного охлаждения применяется горячий песок.
- Полугорячая сварка концептуально схожа с предыдущим методом, но температура нагрева рассчитывается от 300 до 350 °C.
- Холодная сварка выполняется с применением специализированных электродов без предварительного нагрева элементов. При этом важно учитывать технологические свойства чугуна.
Выбор электродов для сварки чугуна
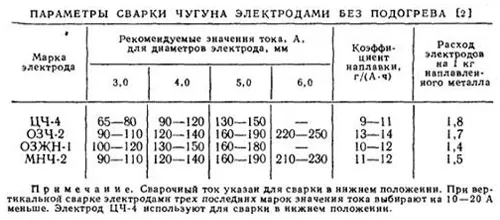
Для холодной сварки чаще всего используют недорогие электроды с флюсовым сердечником, маркировка которых варьируется от 2 до 6. В их основе лежат медные стержни с особыми покрывающими веществами. Например, марка МНЧ-2 предназначена для поверхностной обработки металлов. Для производства стержней добавляют никель, марганец, железо и медь. Такого рода электроды менее доступны и могут стоить дороже. Что касается самых экономичных вариантов, к ним относятся CCh-4 и OZZHN-1.
Выбор силы тока осуществляется в зависимости от марки и диаметра электрода.
Если в арсенале нет заводских электродов, можно изготовить самодельные, используя медные стержни необходимого диаметра. Для этого из стальных электродов вырезается оболочка, которая затем измельчается, смешивается с равным количеством железных опилок и добавляется к жидкому стеклу до получения массы, схожей с густотой сметаны.
Далее стержни очищаются и обезжириваются, а затем погружаются вертикально в приготовленную смесь. После медленной вытяжки формируется слой толщиной 1,5-2 мм, что позволит излишкам стечь. Сначала вертикально расположенные электроды сушат без нагрева, затем помещают в печь при температуре 250 °C.
Также чугун можно сваривать обычным электродом с предварительно намотанной медной проволокой диаметром от 0,5 до 2,0 мм. Начинать намотку следует с рабочей части электрода, плотно накладывая витки на подкладку без промежутков. Объем проволоки должен составлять 4-5 раз больше веса стального сердечника.
Независимо от замысла, какого электродом пользоваться для сварки чугуна, необходимо учитывать следующие условия:
- Сварка осуществляется швами длиной от 3 до 5 см с перерывами между ними.
- Сварка производится участками по 3-5 см также с перерывами 3-5 см, чтобы избежать недопустимого повышения температуры выше 80 °C.
- Важно применять обратную полярность.
Следует отметить, что это лишь небольшая часть задач, с которыми может справиться обычный чугун. Еще одной значимой особенностью является то, что сварочные работы с использованием электрода можно проводить в домашних условиях, без необходимости привлечения профессионала.
Успешная сварка чугуна с использованием электрода возможна лишь при наличии соответствующих материалов и оборудования. Особенность процесса заключается в том, что на хрупкость материала в зоне сварки сильно влияет температура. Хрупкость чугуна возрастает при высокой температурной нагрузке, возникающей в процессе механической обработки. Поэтому сварка чугуна с использованием электродов в промышленных условиях отличается от сварки других металлов и подразумевает обязательный нагрев до температуры порядка 600-650 °C.
Среди различных типов электродов, подходящих для сварки, можно выделить:
- ОЗЧ-2, которые имеют медный сердечник с покрытием, включающим графит.
Процесс электрической холодной сварки чугуна требует от сварщика определенной скорости работы и внимательности, чтобы избежать перегрева поверхности. В процессе работы сварщик часто выполняет сварные швы мелкими участками с необходимыми перерывами для качественной ковки.
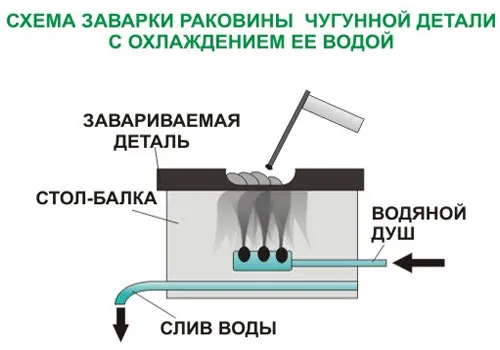
С учетом медленного остывания чугуна, сварка данной детали может занять продолжительное время. При устранении незначительных дефектов критически важно использование графитовых подложек для предотвращения вытекания расплавленного металла.
Методы сварки чугуна
В зависимости от требований к качеству и прочности сварного шва, могут применяться различные методы сварки. Методы, используемые для сварки чугуна, включают:
- Использование инертного газа. Этот метод применяется, когда требуется восстановление или ремонт деталей из чугуна, например, в канализационных системах или в автомеханике. Их особенность — возможность сварки разнородных металлов.
Технологии сварки чугуна весьма разнообразны, и при наличии необходимых условий их вполне можно реализовать в домашних условиях. Однако, сварка в домашних условиях требует глубоких знаний о химическом составе чугуна и его особенностях.
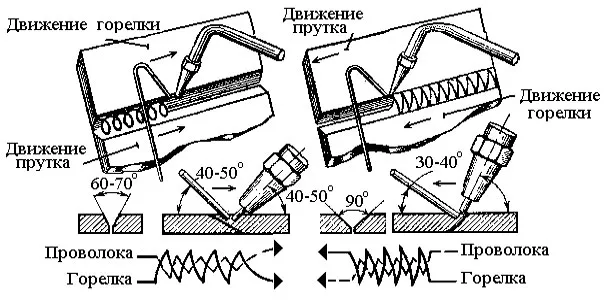
Газовая сварка чугуна
При газовой сварке чугуна основной акцент делается на получение прочного сварного шва с низким проплавлением базового материала. Газовая сварка подразумевает наличие широкого диапазона процедур, влияющих на конечный результат. Качество сварки зависит от следующих факторов:
- Режимы подачи напряжения.
При выполнении газовой сварки чугунных изделий необходимо строго соблюдать определенные рабочие параметры:
- Напряжение дуги должно составлять от 18 до 21 В.
Для этого процесса применяется сварная проволока марки 09Г2СА или ПАНК 11 диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка чугуна, как правило, выполняется в условиях домашнего использования. Она имеет ряд преимуществ, среди которых отсутствие необходимости в сложном дополнительном оборудовании. Для холодной сварки могут использоваться следующие виды электродов:
Аппликация покрытия осуществляется с использованием одного или нескольких сварочных роликов. При применении стальных электродов для повышения прочности соединения также используются гвозди. Электроды, в состав которых входят железо и никель, чаще всего используются для устранения мелких повреждений.
Что касается более крупных дефектов, то процесс холодной сварки предполагает использование литых электрических изделий, покрытых графитом.
Важно понимать, что холодная сварка не способна обеспечить высококачественный и прочный сварной шов. Этот метод ограничивается деталями, имеющими лишь небольшие дефекты и ненесущими конструкциями.
Горячая сварка чугуна
Горячая сварка применяется преимущественно в промышленных условиях. Этот метод позволяет создать герметичное соединение между компонентами, даже если они изготовлены из разных материалов. Процесс включает несколько этапов:
Горячая сварка позволяет получить однородный и высокого качества сварной шов, однако требования к методике подразумевают выполнение работ только в профессиональных условиях. Необходимыми элементами являются: кабели и электроды.
Проволока для сварки чугуна
Проволока, используемая для сварки чугуна, применяется в процессе сварки с защитой инертным газом. В этой сфере выделяют два основных типа расходных материалов:











