Удалять остатки флюса рекомендуется после окончания сварочных операций с использованием воды (как холодной, так и горячей) или методов пескоструйной обработки. Следует избегать применения соляной или азотной кислоты, так как эти кислоты являются высококоррозионными и могут привести к повреждению как сварного шва, так и самой нержавеющей стали.

Правильный выбор сварочного материала для соединения нержавеющей стали является ключевым фактором, определяющим качество достигнутого шва. На выбор конкретного материала влияют следующие аспекты:
- Состав свариваемого металла;
- Условия, в которых выполняется сварка.
При стандартных условиях предпочтительной является сварка с использованием серебряного сварочного сплава, который отличается высокими антикоррозионными свойствами. Никель, присутствующий в его составе, способствует увеличению прочности соединения. Внешний вид шва в данном случае по своим характеристикам практически не отличается от поверхности основного материала. Мастера по сварке выделяют серебряные составы как наилучшие для работы с нержавеющей сталью. Однако следует помнить, что использование чистого серебра без добавок недопустимо. В целях повышения качества соединений в состав добавляют медь или цинк.
Выбор флюса

Не все флюсы подходят для сварки нержавеющей стали, так как этот процесс требует высоких температур. Опытные сварщики рекомендуют применять буру. Процесс сварки включает добавление боракса в зону соединения с последующим его расплавлением. Затем производится само соединение.
Если бура недоступна, альтернативным вариантом может быть использование ортофосфорной кислоты в качестве флюса. Обратите внимание, что более активные флюсы могут негативно повлиять на качественные характеристики сварочного слоя.
Как сделать флюс своими руками?
Мастера с опытом предпочитают готовить флюс самостоятельно. Существует несколько рецептов, но наиболее распространенный состоит из:
- Боракс – 7 частей;
- Борная кислота – 2 части;
- Фторид кальция – 1 часть.
Эта смесь изготавливается на основе воды, что делает ее удобной для применения.
Для работы с небольшими деталями достаточно смешать борную кислоту и буру в равных частях.
Бура подходит для использования в посуде и других емкостях потому, что она не содержит примесей. В качестве флюса рекомендуется применять ортофосфорную кислоту в местах соединения, поскольку это обеспечивает намного более высокую адгезию.
Как выполнить пайку в домашних условиях
Соединение фитингов из нержавеющей стали, а также приварка нержавеющей стали к меди, часто реализуется и в домашних условиях. Нержавеющая сталь активно применяется в быту на протяжении долгого времени, и в случае поломки у каждого домашнего мастера возникает желание выполнить ремонт самостоятельно. Следует заметить, что сварка деталей из нержавеющей стали не является слишком сложным процессом, главное – следовать технологии и использовать подходящие инструменты и расходные материалы.

Начинать следует с освоения техники сварки на простых соединениях, а затем можно перейти к более сложным деталям.
Перед непосредственным процессом сварки нержавеющей стали рекомендуется не только изучить теорию, но и обратить внимание на обучающие видеоролики, чтобы понять, как правильно это делать.
Для осуществления сварки изделий из нержавеющей стали потребуются следующие инструменты и материалы:
- Электрический паяльник с мощностью не менее 100 Вт;
- Специальная сварочная кислота, предназначенная для использования в качестве флюса;
- Паяльник, специально разработанный для соединения металлических изделий с добавлением олова и свинца;
- Стальная проволока;
- Металлическая труба;
- Аксессуары для функционирования сварочного процесса.

При выборе паяльника для работы с нержавеющей сталью важно остановить свой выбор на модели мощностью 100 Вт. Использовать более мощный прибор для этих задач нецелесообразно.
Процесс пайки деталей из нержавеющей стали осуществляется по следующему алгоритму.
Первым шагом становится тщательная подготовка места будущего соединения, для чего пригодятся наждачная бумага или напильник.
- После очистки соединяемых поверхностей необходимо нанести флюс, имеющий основное назначение – обеспечить качественное соединение свариваемых деталей.
- Следующий шаг – обезжиривание обработанных флюсом поверхностей. Это выполняется с добавлением тонкого слоя олова и свинца. Если лужение не удается с первого раза, стоит повторить процесс сначала, предварительно подогрев соединяемые детали.
- Даже при нагреве и повторном расплавлении соединение может не состояться, так как расплавленный припой может не оставаться на поверхности. В таком случае потребуется проволочная щетка, которую можно изготовить самостоятельно из трубки и стальной проволоки. Перед ее применением флюс (сварочная кислота) наносится на область соединения, после чего детали нагреваются и обрабатываются щеткой. Этот метод позволяет эффективно устранить оксидный слой с поверхности нержавеющей стали, который является основной причиной низкого качества покрытия оловом.
- После нанесения тонкого слоя олова на соединяемые элементы можно приступать к сварке, используя паяльник для заполнения шва между деталями.
- В процессе сварки нержавеющей стали допускается использование как мягких припоев на основе олова и свинца, так и твердых сварочных сплавов, содержащих тугоплавкие металлы.
Типы припоев
Мягкая сварка, благодаря своему оловянному составу, представляет собой низкотемпературный материал с высокой текучестью и пластичностью в расплавленном состоянии. Эта особенность особенно важна для пайки изделий из нержавеющей стали, так как находит применение в различных ситуациях, обладая отличными раскисляющими свойствами.
Свойства мягкой сварки

Твердые сварочные флюсы обеспечивают более надежное соединение как в производственных условиях, так и для бытового использования. Эти металлы плавятся при температуре выше, чем олово, и подходят для создания прочных сплавов. Часто основой этого типа материала служит техническое серебро, содержание которого может достигать 30%.
Основные марки серебряных сварных швов
Одним из самых востребованных паяльных сплавов является HTS-528. Он успешно применяется как для соединения нержавеющей стали, так и для меди, латуни, бронзы, никеля и других металлов. Удобство данного сплава заключается в том, что он изготавливается в форме стержня, поверхность которого покрыта флюсом. При работе с этим материалом даже в домашних условиях необходимо помнить, что температура плавления составляет 760°.
Сплав HTS-528 представляет собой стержень с красным флюсовым покрытием. Он подходит не только для работы с нержавеющей сталью, но и с чугуном и цветными металлами.

Следует быть предельно внимательным при выборе готового флюса или используют самодельные составы. Классический состав флюса, который можно приготовить в домашних условиях, включает следующие ингредиенты:
Приготовление флюса
Боракс (70%),
- Борная кислота (20%);
- Фторид кальция (10%).
- Для мелких соединений можно приготовить флюс, состоящий из равных частей буры и борной кислоты. Смешанные компоненты следует разводить водой, и полученным раствором обрабатывать место будущего шва.
Процесс сварки нержавеющей стали представляет собой плавление специального присадочного материала в области соединения двух металлических деталей, часто при этом используя компоненты на основе олова. Это добавка не содержит вредных для здоровья человека соединений, поэтому ее использование безопасно даже для ремонта посуды.
Сварка нержавеющей стали с использованием олова может оказаться непростой задачей для многих, учитывая сложное поведение данного металла. Этот метод является одним из парадоксальных, так как он очень часто используется для нержавеющей стали, однако, не всегда можно гарантировать идеальное качество и надежность соединения. Обычно метод применяется для небольших соединений, когда требуется соединить мелкие детали или заделать трещины и аналогичные дефекты. Требования к качеству соединения менее строгие, чем при проведении сварки, но все же необходимо добиться максимального результата. В этих операциях соединение осуществляется с применением стержней, схожих с проволокой.
Этот метод не так часто используется в промышленности, как сварка оловом нержавеющей стали, но на практике он распространен при работе в домашних условиях. Неважно, выполняется ли процесс с применением паяльника или газовой горелки, материал быстро размазывается, и с ним необходимо обращаться с осторожностью. Чтобы минимизировать возможные негативные последствия, стоит тщательно выбрать как рабочие режимы, так и расходные материалы. Все технические характеристики должны соответствовать стандарту ГОСТ 860-75.
Сварка нержавеющей стали с оловом

В отличие от применения в промышленности, метод пайки нержавеющей стали с помощью олова находит активное применение в домашних условиях. Сварка выполняется с использованием паяльника или газовой горелки. При этом необходимо обращать внимание на то, что материал быстро расширяется, и с ним нужно работать осторожно. Для снижения возможного ущерба важно правильно выбирать режимы работы и расходные материалы. Все технические характеристики должны соответствовать ГОСТ 860-75.
Преимущества сварки нержавеющей стали с оловом
Пайка нержавеющей стали с использованием олова позволяет достаточно легко и быстро исправить небольшие дефекты без необходимости прибегать к сложным процедурам, что делает ее выгодным вариантом для домашних мастеров.
- Сам процесс занимает не много времени и не требует серьезной подготовки;
- Расходные материалы стоят относительно недорого;
- Олово уменьшает текучесть нержавеющей стали во время сварки, что упрощает процесс по сравнению с использованием других сварочных сплавов;
- С учетом большого числа альтернатива конечный результат получается достаточно качественным.
Недостатки сварки нержавеющей стали с оловом:
- Процесс эти отстает по прочности от других способов создания неразъемного соединения, и поэтому не рекомендован для ответственных конструкций;
- Обладает ограниченным диапазоном рабочих температур, поскольку олово может легко расплавиться;
- Поведение нержавеющей стали в влажной среде также остается проблематичным.
Процесс сварки олова
Температура пламени горелки, градусы F
Для качественной сварки нержавеющей стали с оловом необходимо подготовить нужное оборудование и материалы. Вам потребуется:
- Паяльник или газовая горелка;
- Растворитель для очистки;
- Сварочные материалы;
- Металлическая щетка для обработки;
- Защитные перчатки;
- Салфетки для очистки.
- Рекомендуется использовать паяльник мощностью 100 Вт, так как менее мощные типы могут не обеспечить достаточного плавления материала.
- Для больших соединений может потребоваться более мощный паяльник. Важно использовать наконечник, который обладает самозатухающими свойствами для повышения срока службы прибора. Следует учесть, что возможности паяльника ограничены, так как он может работать только с расплавленным припоем. Наилучшие результаты достигаются с использованием стержней из чистого олова или еду в зависимости от предназначения.

При этом остатки флюса не следует очищать с помощью соляной или азотной кислот. Да, это кажется быстрым и эффективным, но такие кислоты могут повредить сами металлы, а также усугубить состояние шва.
Для качественного соединения двух деталей из нержавеющей стали следует тщательно подготовить процесс. Лучше всего использовать флюс на основе ортофосфорной кислоты или хлорида цинка, что будет также рассматриваться как сварочная кислота. Вам понадобится паяльник мощностью 100 Вт. При проведении работ по сварке нержавеющей стали в домашних условиях для оптимального результата рекомендуется использовать олово.
Первый шаг — это очистить края деталей из нержавеющей стали, для чего лучше всего подойдут наждачная бумага или мелкозубчатый напильник. Далее подготовленные края обрабатываем оловом.
Жидкость наносится на соединяемые поверхности. Затем при помощи паяльника с нагретым кончиком олово наносится на торцы двух деталей, что позволит создать необходимое соединение.

Если олово не прилипает к нержавеющей стали, процесс повторяется с предварительным нагреванием краев соединяемых элементов.
По завершении сварки можно приступить к поточной сварке и сварке в точках соединения. После завершения процесса тщательно моем остатки кислоты с помощью проточной воды.
Соединение различных металлов, таких как медь и нержавеющая сталь, требует учета их индивидуальных свойств. У этих металлов имеется разная температура плавления, что делает сварку особенно сложным процессом.
Объединяя медь и нержавеющую сталь в домашних условиях, необходимо сначала подготовить стыки, зафиксировать их и произвести сварку.
Соединение с другими металлами
Стоит заметить, что сварка меди и нержавеющей стали допускается как с использованием паяльника, так и с применением газовой горелки. Однако паяльник, как инструмент с малой мощностью, не способен соединять более крупных контактов из-за физических ограничений.
Так, паяльник не уместен для сварки больших площадей, поскольку требуется много времени. Кроме того, флюс окисляется до достижения необходимой температуры.

Использование резака представляется более приемлемым вариантом. С его помощью можно сваривать не только нержавеющую сталь с медью, но также и латунь.
При выборе сварочной проволоки рекомендуется рассмотреть варианты с латунной проволокой как наиболее часто используемым материалом для соединения нержавеющей стали, что позволяет выполнять сварку даже без использования флюса.
Латунь уступает серебру по ряду рабочих характеристик, однако стоит дешевле. Использовать латунь рекомендуется только для неответственных соединений.

Для получения высококачественного соединения лучше всего воспользоваться медно-фосфорными сварочными составами. Несмотря на более высокую стоимость, они обеспечивают надежное крепление и соединение. Однако наиболее привычным вариантом для сварки остаются серебряные сплавы.
Процедура сварки меди или латуни с нержавеющей сталью не имеет особых отличий. Сначала требуется зачищение краев двух металлов, последующее их обезжиривание и заглаживание по отдельности.
Далее детали помещаются на рабочее место, где расстояние между ними не превышает 3 мм. Затем наносится сварочный флюс. Обратим внимание, что соединение должно растекаться по краям деталей. Как только этот процесс завершен, детали охладите естественным образом. Остатки флюса удалите с помощью воды.
Сварка изделий из разных металлов требует соблюдения важных критериев. При этом соединение с использованием стержней, имеющих определенные химические и физические характеристики, гарантирует успех соединения.
Техника сварки пищевого назначения не имеет отличий от стандартной. При этом важно помнить, что не следует использовать материалы и сплавы, содержащие свинец, такие как олово-свинец (сплав олово-свинец). Свинец обладает токсичными свойствами, поэтому его использование в сварке следует максимально уменьшить.
Если к процессу включается ортофосфорная кислота, процесс сварки должен проходить максимально быстро, поскольку в противном случае, спустя 10-15 секунд начинается образование фосфатной пленки на поверхности, что тормозит процесс.
Пищевые припои
Сложности при сварке могут возникнуть, если материалы различаются, например, для соединения нержавеющей стали с медными сплавами, никелем или чугуном чаще всего используется HTS — 528. Этот сплав благодаря наличию флюса, что не требует дополнительной обработки, что значительно упрощает процесс. Температура плавления него составляет не менее 750°C.
Процесс сварки по технологии пищевого клея аналогичен другим типам соединений. Главное условие – избегать сплавов, в составе которых содержится свинец, к примеру, сплавы олово-свинец (PTA). Свинец представляет собой токсичный химический элемент, который противопоказан.
Использование фосфорной кислоты не рекомендуется без необходимости продлевать процесс сварки, поскольку стоит учитывать, что через 10-15 секунд на поверхности начинает образовываться фосфатная пленка, препятствующая процессу. Поэтому, для выполнения сварки лучше всего готовить новую сталь.
Пищевые припои
Если вы планируете сваривать нержавеющую сталь на дому с использованием газовой горелки, необходимо соблюдать предписанные правила техники безопасности.
Обязательно применяйте негорючие экраны в районе работы — асбестовые листы будут как нельзя кстати. Рабочая зона должна быть хорошо проветриваема.
- Необходимо знать, как правильно использовать горелку, рекомендуется применять многокомпонентные сварочные материалы, не требующие дополнительных флюсов для обработки металлов, что значительно ускоряет процесс;
- С расслабляющим кислородом в пламени не должно быть избытка, так как это может спровоцировать окисление металлических поверхностей, и соединение в таком случае не будет прочным;
- Перед выполнением сварки газовой горелкой, требуется предварительно очистить металлы от загрязнений и обезжирить. Затем нагрейте соединяемые элементы до красного состояния. Следите за цветом пламени, синий цвет указывает на избыток кислорода;
- После успешного нагрева элементов из нержавеющей стали, сварочной проволокой аккуратно несколько раз проходит по линии сварки. Важно избегать прямого контакта пламени горелки с данной областью. Нагрев продолжайте до тех пор, пока расплавленный материал не покажет себя по краям. После полной сварки концы должны охлаждаться естественно, и важно визуально проверить на наличие трещин.
Сварка изделий из нержавеющей стали с применением сварочных сплавов считается самым качественным и долговечным способом, уступающим другим методам соединения. Такой процесс широко используется в промышленности для объединения деталей, подверженных высоким механическим нагрузкам и температурам.
Главные преимущества данной технологии заключаются в следующем:
Преимущества
- Скорость подготовки;
- Простота соединения мелких деталей;
- Достижение высокого качества шва;
- Наличие расходных материалов.
- Процесс соединения деталей из нержавеющей стали не требует практически никаких предварительных мероприятий. Компоненты можно соединять достаточно быстро. В отличие от сварки, рабочая температура для пайки действительно заметно ниже, что сводит риск деформации металла к нулю. Эта техника активно используется в станкостроении для выполнения ремонта. С ней легче работать, чем с обычной сваркой, что является одной из причин, почему она стала популярна среди любителей.
Требования к сварке посуды, используемой для приготовления пищи, не отличаются от стандартных правил. Надежная сварка нержавеющей стали является важным аспектом. Например, сварные швы группы PIC не следует использовать для ремонта посуды, поскольку свинец может негативно повлиять на здоровье человека.
При правильном подборе сплавов, детали из нержавеющей стали можно соединять между собой, что гарантирует надежное качество. Наиболее распространенными типами присадочных материалов являются оловянно-свинцовые. По мнению экспертов для сварки нержавеющей стали рекомендуются:
POS50Kd18 (с добавлением кадмия);
Выбор припоя и вспомогательных материалов
POS-61,
- POS-40.
Для ремонта элементов, соприкасающихся с продуктами/пищей, следует использовать только чистое олово. Не все флюсы подходят для нержавеющей стали. Рекомендуется использовать специальные сварочные кислоты с ортофосфорной кислотой и прочими аналогами.
Жидкость должна наноситься непосредственно перед сваркой, чтобы избежать повторного образования оксидного слоя.
Интересный факт: фосфорная кислота является одним из компонентов кока-колы, что заставляет задуматься об ее безопасности для здоровья.
Мастера часто сталкиваются с необходимостью ремонта бытовой техники и посуды из нержавеющей стали. Это требует подготовки нужного оборудования и необходимых материалов. Для качественного и быстрого ремонта изделий из нержавеющей стали также следует обладать определенными навыками. Поэтому не рекомендуется сразу приступать к работе с крупными или сложными изделиями. Для того чтобы научиться «чувствовать» металл и огонь, лучше всего использовать небольшие предметы, такие как ложки, чашки или простые куски нержавеющей стали.
Сварка нержавеющей стали в домашних условиях
Для осуществления работы необходимо правильно организовать рабочее место. Стол должен быть металлическим или иметь огнеупорные покрытия. Обязательно предоставьте хорошую вентиляцию, так как как сварочные, так и флюсовые пары оказывают негативное влияние на дыхательную систему. Свариваемые детали должны быть надежно зафиксированы с использованием доступных крепежных элементов, таких как винтовые зажимы, хомуты или распорки.

Рабочая зона должна оставаться свободной от лишних предметов; в ней должны находиться исключительно свариваемые детали и необходимые инструменты.
Контейнеры с веществами должны быть плотно закрыты сразу после использования и храниться в безопасных местах, в шкафах или ящиках.
Соблюдение технологии крайне важно. Если обработка будет проведена плохо, и шов не приклеится к поверхности деталей, сварку следует остановить. В дальнейшем повторите процесс очистки и обезжиривания. Каждый раз после обезжиривания детали обрабатывайте их только в перчатках — даже небольшой след жира на ваших пальцах может испортить работу.
Самодельная щетка для зачищения может быть приготовлена с помощью простой конструкции. Берется кусок трубы диаметром 5-10 мм и длиной около 10 см, в который плотно вставляется стальная проволока — они должны выступать на несколько миллиметров. Если необходимо обработать небольшие поверхности или же доступа нужно для стыков, поможет такая самодельная щетка, которая куда более функциональна, чем обычная щетка с деревянной ручкой.
Указанная щетка применима в непосредственной близости от паяльника или пламени горелки, сокращая время между зачисткой и монтажом.
Щетка может двигаться плавно и равномерно нагревать металл. Сварочный стержень необходимо расплавлять не за счет прямого контакта с пламени горелки, а за счет тепла обрабатываемой заготовки — только так возможно получение прочного соединения. После помещения стержня в зону соединения детали необходимо дополнительно нагреть для достижения полного проникновения и заполнения всех зазоров. Продолжайте нагревать до полного вытекания излишков сварочного металла из соединения.
Металлы, такие как медь, серебряно-марганцевые или хромоникелевые, используются для основных взаимодействий, где требуется полная сухость сварки.
Пайка с помощью газовой горелки
Для достижения соединений, которые нельзя разъединить, детали из коррозионно-стойкой стали должны быть соединены с помощью присадочных материалов с температурой плавления ниже, чем у основного материала. Наличие более твердого оксидного слоя указывает на то, что сварка нержавеющей стали осуществляется гораздо сложнее, относительно углеродной стали.
Для прямой сварки нержавеющей стали следует выбирать специальные флюсы с диапазоном активации 100-375°C. Они помогут удалить окислы с поверхности и используются только для соединений, не рекомендованных для электрических контактов. В случае, если остатки флюса не будут удалены с использованием горячей воды и механической очистки после плавления, в процессе эксплуатации могут возникнуть коррозионные повреждения шва.
Особенности пайки нержавейки
Свинцово-канифольные присадочные материалы – это сплавы на основе олова и свинца, также могут содержать другие компоненты. Эти сварные швы имеют более низкую температуру плавления. Поскольку свинец является токсичным, многие мастера стремятся применить более безопасные методы.

Одним из эффективных альтернативных методов является применение формирующих газов, состоящих из водорода и азота. Данная методика удаления оксидов активизируется при температуре, превышающей 350°C, когда водород выводит оксиды, что снижает их влияние. В этом случае не потребуется удаления остатков реагентов.
Рекомендуемое сварочное оборудование для работы с нержавеющей сталью должно включать изделия, сделанные из цветных легированных металлов. Материалы должны затемнением реакций и не потемнеть. Содержание примесей олова составляет более 50%, чтобы обеспечить оптимальную адгезию и минимизировать механическую коррозию сварного шва в процессе работы. Все используемые составы должны соответствовать требуемым температурам.
Конечно, надежное соединение невозможно без качественного паяльника и соответствующего флюса. Но помимо этого важно учесть и другие аспекты перед процессом сварки нержавеющей стали:
Рекомендуется приобретать паяльник с незгораемым штифтом, так как срок службы этого инструмента выше, чем у обычных моделей. Однако данный инструмент требует постоянного очищения от остатков солей и затачивания, чтобы работать эффективно. Рекомендуется выбирать паяльник с постоянным нагревом, что позволяет экономить на электроэнергии.

Рекомендации
Пайка нержавеющей стали без флюса не является лучшим решением, так как всегда формируется оксидная пленка.
- Начинающим мастерам нужно немного потренироваться на ненужных деталях и отходах. Помните, что надежное соединение трудно ослабить, а его качество реально проверить с помощью отвертки или шила.
- К деталям, которые обрабатывались растворителями, следует касаться только в перчатках, так как даже небольшие следы на поверхности могут испортить всю работу.
- Перед работой с нержавеющей сталью убедитесь, что помещение хорошо проветривается. Необходимо избегать контакта с горячими металлами и не вдыхать токсические пары.
- Контейнеры с материалами должны быть закрыты с плотно прилегающей крышкой сразу после использования.
- Готовые изделия требуется очищать от остатков флюса и сварочного состава. Пищевые контейнеры необходимо обработать моющим средством и прокипятить для нейтрализации любых агрессивных кислот.
- Изделия из нержавеющей стали можно сваривать как под рукой, так и твердыми сплавами. Сварочные сплавы, используемые для мягкой сварки нержавеющей стали, содержат свинец и олово, что уже было отмечено. Твердые сплавы состоят из тугоплавких металлов.
- Присутствие олова обеспечивает материалу высокую текучесть и хорошую пластичность в расплавленном состоянии. Это выгодно при производстве сварки деталей нержавеющей стали, так как оловянно-свинцовый состав отличается отличными окислительными характеристиками. Перед началом процесса сварки на листовом металле, обусловлено, что новый материал представляет собой схему и содержание компонентов.

Виды припоя и особенности выбора
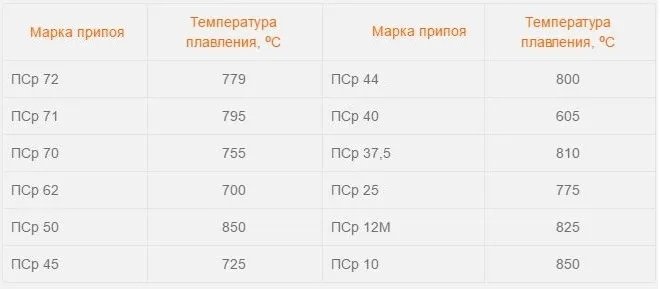
Наиболее прочные соединения достигаются с использованием твердых сплавов. Таким образом, сварка деталей из нержавеющей стали возможна как в домашних условиях, так и на производственных мощностях. Обычно такие твердые сплавы состоят из технического серебра, концентрация которого может достигать 30% общей массы сплава. Эти твердые стержни обозначаются маркой PSr.
Нержавеющая сталь, медь, латунь, никель, медь, чугун и другие металлы хорошо свариваются с использованием сплава HTS-528. Он имеет красноватую поверхность, покрытую флюсом, что упрощает пайку различных предметов. Температура плавления данного стержня составляет 760°C.












