Обратите внимание! Соединение медных проводников с токоведущими, заземляющими и нулевыми проводами в электроустановках посредством сварки запрещено. Это связано с тем, что в случае перегрева они могут стать слишком горячими, из-за чего припой может капать и приводить к аварийной ситуации. Вместо сварки в таких случаях должны использоваться специальные клеммы для подключения.
Как правильно паять провода и что для этого понадобится

Существует множество способов соединения проводников, однако в данной статье мы сосредоточимся на одном из наиболее надежных методов — пайке кабелей с использованием паяльника. Этот процесс может представляться довольно сложным и трудоемким, особенно если у вас нет предыдущего опыта работы с паяльником. Если вы не держали его в руках, вам стоит немного поучиться. Во-первых, крайне важен опыт и умение обращаться с паяльником. Во-вторых, перед тем как начать пайку, следует тщательно скрутить провода вместе. В-третьих, подготовьте все необходимые инструменты и материалы для пайки.
Физика процесса
Перед тем как приступить к пайке кабелей припоем, полезно разобраться в природе процесса пайки.
Сварка применяется для создания жестких, неразрывных соединений. К примеру, когда необходимо соединить два проводника — сварка производится с использованием расплавленного металла, который заполняет соединение. Температура плавления используемого металла должна быть ниже температуры плавления материалов, которые соединяются. Все компоненты, включая свариваемый элемент, флюс и создаваемый шов, нагреваются до нужной температуры. В результате сварной шов становится жидким и равномерно заполняет поверхность проводника. После завершения процесса нагрева сварочный сплав застывает, формируя прочный и устойчивый соединительный шов.
Прочность сварного соединения напрямую зависит от того, насколько хорошо шов смачивает поверхности соединяемых деталей. Это зависимость также подтверждает необходимость предварительной подготовки деталей: они должны быть очищены от грязи, жира и оксидов. Для очистки также стоит использовать флюс, который помогает уменьшить поверхностное натяжение и повысить качество соединения.
Сварка медной проволокой имеет наименьшие требования к флюсу, припою и температуре. Поэтому если вы хотите освоить эту технику сварки, лучшим вариантом будет начать именно с медной проволоки. С накоплением навыков и опыта впоследствии можно будет работать и с более сложными материалами.
Преимущества и недостатки пайки
Основное преимущество пайки в том, что она обеспечивает надежное соединение. Паяное соединение более устойчиво, чем сварное, и при правильном выполнении не требует дополнительного обслуживания в течение всего срока эксплуатации.
Кроме того, с помощью пайки можно соединять проводники различного сечения — от одножильных до многожильных. Также этот метод является экономически выгодным, так как для его реализации нужен только паяльник, в то время как припой и канифоль стоят недорого и доступны в большом количестве.
Еще одним значительным преимуществом пайки является возможность соединять одновременно более двух кабелей.
Тем не менее, среди недостатков следует отметить, что пайка занимает достаточно много времени и требует использования паяльника.
Сварка медной проволокой имеет самые низкие требования к флюсу, припою и температуре. Если вы хотите освоить этот вид сварки, начните с медной проволоки, а по мере наработки опыта переходите к более сложным материалам.
В домашних условиях можно использовать «обычные» электрические паяльники. Существуют устройства на 220 В, 380 В и 12 В. Последние, как правило, имеют низкую мощность, и их чаще используют на предприятиях или в зонах повышенной опасности. Такой паяльник можно применять в быту, но он отличается медленным нагревом и незначительными показателями мощности…

При выборе паяльника, остановитесь на модели, которая удобно лежит в руке.
Выбор мощности
Мощность вашего паяльника должна зависеть от типа выполняемой работы:
- Для работы с электронными компонентами оптимально подходят приборы мощностью 40-60 Вт.
- Если вам нужно паять компоненты размером до 1 мм, обратите внимание на паяльники мощностью 80-100 Вт. Они также подойдут для пайки электронных компонентов.
- Для соединения более «толстостенных» компонентов, толщина стенки которых составляет 2 мм и больше, понадобится устройство мощностью 100 Вт и более.

Среди доступных на рынке паяльников можно найти устройства с различной мощностью и работающие от разных напряжений.
Несложно обойтись двумя паяльниками — одним с низкой мощностью (40-60 Вт) и другим, средним, мощностью около 100 Вт. Этот набор удовлетворит примерно 85-95% ваших потребностей. Для пайки более толстых деталей рекомендуется обратиться к профессионалу — для этого требуется особый опыт.
Подготовка к работе
Когда вы впервые включаете паяльник в сеть, он может начать дымить. Это происходит из-за сжигания смазочных материалов, применяемых при его производстве. Когда дым прекратится, выключите прибор и дождитесь того момента, как он остынет. Затем следует заточить жало паяльника.

Первый этап — это сжигание смазки, которая может быть нанесена на сопло паяльника.
Заточка жала
Следующий шаг — подготовка носа паяльника. Это цилиндрический стержень, изготовленный на основе медного сплава, который фиксируется на конце корпуса устройства с помощью зажимного винта. В более дорогих моделях может быть немного заостренный кончик, но в большинстве случаев кончик не имеет заострения.

Чтобы подготовить паяльник к эффективной работе, необходимо изменить форму его наконечника.
Вы можете использовать молоток, если нужно аккуратно выпрямить опрокинутую медь, либо воспользоваться напильником или наждачной бумагой, чтобы заточить всего лишь ненужный кусочек. Форма кромки должна зависеть от типа работы. Например:
- Придание формы лопатки (как у отвертки) или создание плоского ребра с одной стороны — такая заточка требуется при пайке громоздких деталей. Подобная форма увеличивает площадь контакта и улучшает теплопередачу.
- Если цель состоит в работе с мелкими деталями (тонкие провода, электронные компоненты), можно заточить кончик в острый конус (пирамидка) — это даст вам возможность легче контролировать уровень нагрева.
- Тот же конус, но не так остро заточенный, подходит для работы с проводниками большего диаметра.
Более универсальной формой считается заточка в виде желоба. При использовании молотка медь уплотняется, и эту сторону следует затачивать менее часто. Ширину лезвия можно придавать или уменьшать с помощью напильника или шлифовки боковых сторон. Такую заточку можно использовать для работы как с тонкими, так и с среднеразмерными швами (при этом стоит поворачивать наконечник в нужном направлении).
Технология пайки паяльником
На сегодняшний день большинство людей пользуются электрическими паяльниками. Профессиональные пользователи предпочитают сварочные установки, в то время как любители обрабатывают с помощью обычных паяльников без дополнительных регуляторов. Для выполнения различных задач часто хватает нескольких инструментов с различной мощностью.
Чтобы узнать, как правильно паять, нужно сначала детально разобраться в процессе, а затем перейти к его основным аспектам. Начнем с краткого описания рабочего процесса для пайки кабелей или радиокомпонентов, которые часто встречаются в электромонтажных работах. Основные последовательные шаги включают:
- Подготовка деталей.
- Подготовка компонентов для сборки.
- Нагрев свариваемых деталей до нужной температуры.
- Предварительный разогрев свариваемых элементов.

После выполнения этих действий процесс пайки может считаться завершенным. Не забудьте дать свариваемому шву остыть и проверьте его качество. Если все выполнено правильно, сварной шов будет блестящим. В случае если он выглядит тусклым или пористым, это может свидетельствовать о том, что температура во время сварки была недостаточной. Такой шов принято называть «холодным», и он не будет обеспечивать нужного электрического контакта. Его можно без труда разрушить, просто разъединив кабели или даже слегка манипулируя ими.
Бывает и так, что паяный шов может обуглиться, что указывает на переохлаждение. В таком случае происходит плавление изоляции в области кабеля, хотя электрические параметры могут оставаться нормальными. Однако если соединенные проводники некачественно спаяны, лучше провести пайку повторно.
Паяем провода

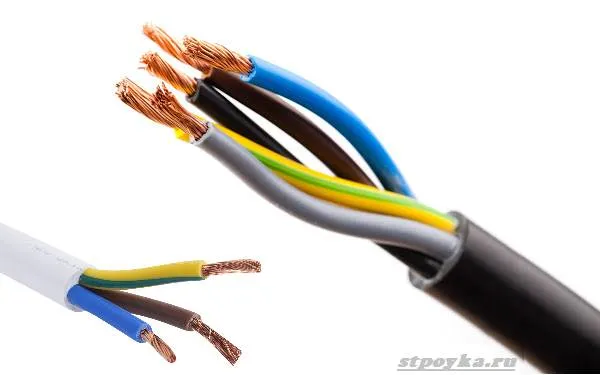
Сварочные кабели можно соединять различными способами — это зависит от типа кабеля и изоляции. Мы говорим только о медных или латунных проводниках. В случае алюминиевых проводников паяльник не поможет (хотя с использованием специального флюса это сделать возможно); для них лучше подойдут скрутка или специальные зажимы.
Толщина проводников не оказывает влияния на процесс работы. Соединение толстой проволоки также не отличается, кроме заметной сложности нагрева, если диаметр слишком велик. В этом случае достаточно использовать более мощный паяльник.
Обратите внимание! Соединение медных проводников с токоведущими, заземляющими и нулевыми проводами в электроустановках запрещено согласно действующим правилам устройства электроустановок (ПУЭ) и ГОСТ. Например, в аварийной ситуации они могут стать слишком горячими, в результате чего припой может капать, что чревато серьезными последствиями. Вместо этого следует применять специальные клеммы для подключения.
Когда идет речь о пайке одножильных кабелей без изоляции, необходимо предпринять следующие шаги:
- Первый шаг включает в себя удаление окислов с поверхности — это можно сделать с помощью наждачной бумаги, мелкого напильника или просто острием ножа. Также можно несколько раз прокрутить проволоку между губками кусачек, следя за тем, чтобы не применять чрезмерное давление на ручки, иначе это может привести к ее разрыву. Зачистить следует не всю проволоку, а только тот участок, который будет соединяться.
- Обязательное покрытие поверхности флюсом — разогрейте проволоку и прижмите ее к канифоли, чтобы она была полностью покрыта. Жидкий флюс можно наносить кистью.
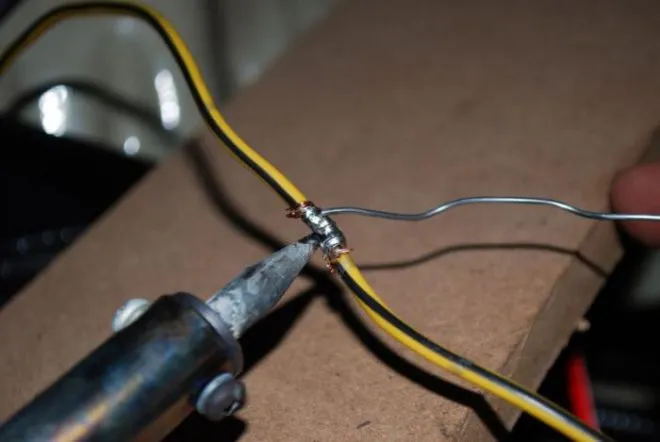
- Затем возьмите небольшое количество припоя и положите его на вывод (это должна быть не капля, а небольшой купол высотой до 1 мм). Далее, расположите паяльник на проводе и нагрейте его. Припой должен без помощи дополнительных манипуляций растекаться по поверхности, поэтому следует избегать движения в стороны — просто нагрейте его. При необходимости можно коснуться провода в нескольких местах для ускорения процесса.
- Старайтесь не соединять провода клепкой, а укладывайте их параллельно друг другу на длину не меньше 15-20 диаметров провода, что значительно улучшает механическую прочность соединения. Оптимально также предварительно скрутить провода вместе.
- После этого снова покройте поверхность флюсом.
- 0>Припой: как и в предыдущем случае, возьмите немного припоя и просто нагрейте соединенные кабели, следя за тем, чтобы провода оставались неподвижными в процессе пайки и в течение некоторого времени после удаления паяльника, пока припой остывает.
Преимущества и недостатки пайки
Опять же, основное преимущество пайки заключается в ее надежности в сравнении с другими методами соединения проводов. Паяное соединение, как правило, более надежно, чем сварное.
Другое хорошее качество пайки в том, что вы можете спокойно забыть о соединении на время его использования — такая пайка не требует периодического дополнительного обслуживания.
При пайке получаются соединения, которые могут включать проводники различных сечений, от одножильных до многожильных.
Экономическая эффективность — это еще один несомненный плюс: вам нужен лишь паяльник, так как припой и канифоль довольно недороги и экономичны.
Также несомненным достоинством есть возможность объединять более двух провода одновременно.
Недостатками пайки являются временные затраты и необходимость использования паяльника.
Перед первым использованием нового паяльника дайте ему поработать несколько минут в холостую, чтобы удалить заводскую смазку. Начальную работу могут сопровождать дым и запах — не пугайтесь этого.»
Расходные материалы
В последнее время для пайки проводов обычно применяются либо проволочная, либо трубчатая пайка. Пайка как проводов, так и трубок может проводиться непосредственно на общем соединении, без установки паяльного наконечника. Это дает возможность точно дозировать необходимое количество припоя. Пайка в трубке также имеет свои достоинства, поскольку она содержит флюс (канифоль), что в разы улучшает качество пайки.

Для очистки оксидов металлов с рабочих поверхностей применяются специальные жидкости. В процессе пайки медной проволоки часто используется канифоль в качестве флюса. Для других цветных металлов, таких как алюминий, сплавы или сталь, необходимо использовать активные флюсы. Специфика применения каждого конкретного флюса обычно указана на упаковке. Следует также заметить, что многие активные флюсы эффективны только в определенном температурном диапазоне. Кроме того, большинство активных флюсов требуют промывания растворителями после процесса пайки, так как они могут продолжать вредить структуре и вызывать коррозию шва.
Ранее, когда активные флюсы были в дефиците, такие материалы, как аспирин, борная или лимонная кислота использовались в качестве доступной замены. Их помощь нередко была вполне эффективна.
Важно помнить: флюсы и клеи могут выделять вредные вещества, при вдыхании которых возможно загрязнение здоровья. Поэтому в процессе пайки необходимо работать в хорошем проветриваемом помещении или, лучше, под вытяжкой.<