Этот метод дуговой сварки можно использовать для соединения вертикальных элементов толщиной до 2 мм с небольшим зазором. Для обеспечения прочного сварного шва, кромки должны быть обработаны с притуплением в диапазоне 1-2 мм.
Как варить вертикальный и горизонтальный швы электросваркой: пошаговые инструкции
Электроплавка — это метод, который соединяет металлические конструкции путем их нагревания и плавления с помощью электрической дуги. Этот метод широко используется в самых разных отраслях промышленности, включая строительство, автомобилестроение и другие сферы, а также в домашних условиях.
Согласно техническому обоснованию, практически все металлы могут быть сварены с использованием этого метода, поскольку температура дуги может достигать 7000-8000°C. Однако перед тем как приступить к процессу, необходимо изучить технику выполнения вертикального шва электросваркой и освоить навыки работы с горизонтальными швами.
Сварные швы: общие определения
Технология сварки металлов неразрывно связана с понятием сварного шва, который формируется при застывании расплавленного металла, образуемого в процессе дуговой сварки.
В зависимости от природных условий сварное соединение может быть расположено горизонтально или вертикально. Более того, его пространственное положение может быть как снизу, так и сбоку или сверху, в зависимости от архитектуры конструкции и сварщика.
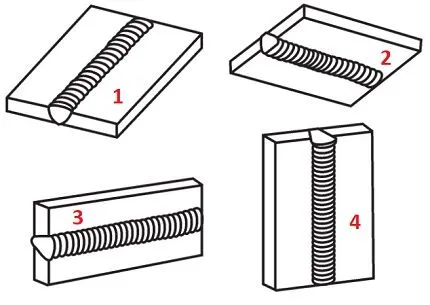
Существует несколько типов сварных швов: 1 — горизонтальный в нижней плоскости; 2 — горизонтальный в верхней плоскости (над головой); 3 — горизонтальный в боковой плоскости; 4 — вертикальный в боковой плоскости.
Область размещения сварных швов на нижней плоскости является самой простой для выполнения. В таких условиях контролировать плавление и течение расплавленного металла намного проще, что облегчает процесс.
Сварной шов, выполненный в нижней горизонтальной плоскости, представляет собой наиболее элементарную форму соединения, часто встречающуюся в практике сварщиков.
Другие варианты сварных швов, такие как боковые и восходящие, обладают более высокой технологической сложностью и требуют от сварщиков соответствующего обучения и практического опыта.
Сварной шов формируется благодаря кристаллизации модели расплавленного металла, обеспечивая одну из самых надежных методик крепежа, используемую в металлических constructions всех размеров.
Сварные соединения отличаются высокой прочностью и долговечностью, так как создаются на молекулярном уровне. Однако важно отметить, что на участке сварного шва структура металла может изменяться из-за раскрытия кристаллической решетки.
Различают три основных типа сварных швов: выпуклые, плоские и вогнутые. Выпуклые швы считаются наиболее прочными, но их создание требует высокой квалификации и осторожности.
Вертикальные и горизонтальные сварные швы часто выполняются на кромках соединяемых элементов. Эти швы отличаются по глубине и толщине, что также важно учитывать в процессе сварки.
Вогнутые швы случая, когда это необходимо для статических нагрузок, квалифицируются как дефектные, в то время как плоские швы могут быть уместны для конструкций, испытывающих динамические нагрузки.
Швы с разделкой используются при сварке труб и округлых конструкций и требуют технически схожего подхода, как вертикальные и горизонтальные швы.
Согласно действующим стандартам, искривление как горизонтальных, так и вертикальных швов не должно превышать 1 мм при толщине соединяемого металла до 26 мм. Если же толщина соединяемых деталей превышает 26 мм, толщина сварного шва может составлять 2-3 мм в углу.
Качество сварного шва сильно зависит от скорости его выполнения. Здесь важно не спешить и не двигать электрод слишком медленно, чтобы добиться прочного, равномерного соединения.
Как варить вертикальный шов?
Сложность работы с вертикальной сваркой объясняется однофакторной физикой — гравитацией, которая воздействует на расплавленный металл, заставляя его стекать вниз.
Задача, стоящая перед опытным сварщиком, это предотвратить отделение расплавленной массы от сварного шва, что можно сделать путем поддержания зажигания дуги в минимально возможном расстоянии от кончика электрода до сварочной ванны.
Техника снизу вверх
Вертикальный шов обычно сваривается в направлении снизу вверх. Это позволяет более эффективно контролировать дугу и поддерживать стабильность сварочной ванны, что препятствует ее утечке. Процесс выполнения вертикального шва по этой технике зачастую оказывается более успешным.
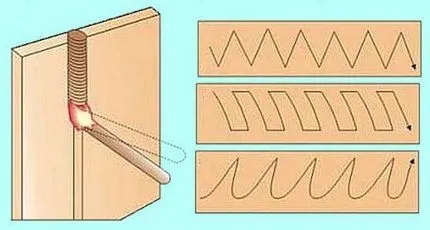
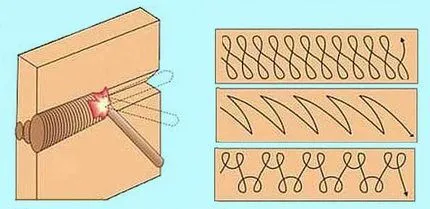
При использовании техники формирования вертикального шва снизу вверх, для достижения необходимой ширины шва и глубины проплавления мастера применяют различные приемы и вариации «электродов с рисунком».
Перед началом сварки вертикального шва необходимо подготовить края, следуя техническим условиям. Важно правильно настроить сварочный аппарат к условиям работы (выбор тока, определение типа электрода).
Начните с выполнения нескольких точечных сварных швов (длиной от 1 до 2 см) вдоль линии стыка. Эти точки помогут предотвратить смещение свариваемых элементов из-за температурных деформаций, возникающих во время нагрева.

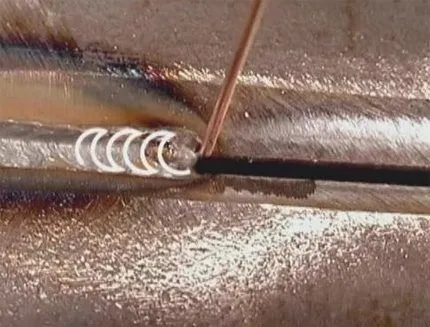
На изображении демонстрируется пример вертикального сварного шва, выполненного специалистом, который использовал описанную технику, направляя электрод снизу вверх.
Если сварка выполняется вертикально, электрод должен находиться под углом от 45 до 90 градусов по отношению к плоскости, в которой расположен шов.
Следующие шаги, которые необходимо следовать согласно руководству по эксплуатации сварочного аппарата:
- Дуга зажигается при соприкосновении электрода с металлом.
- Электрод зажигается путем контакта с проводником при помощи наконечника.
- Сварка начинается с нижней части линии стыка.
- Электрод продвигается вверх, в то время как сварочная ванна остается в рабочей области.
Электрод необходимо двигать с умеренной скоростью, так как это влияет на формирование объема сварочной ванны.
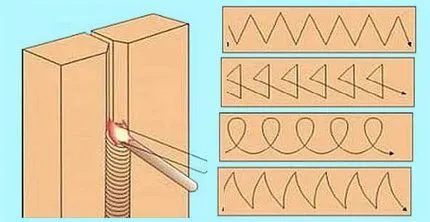
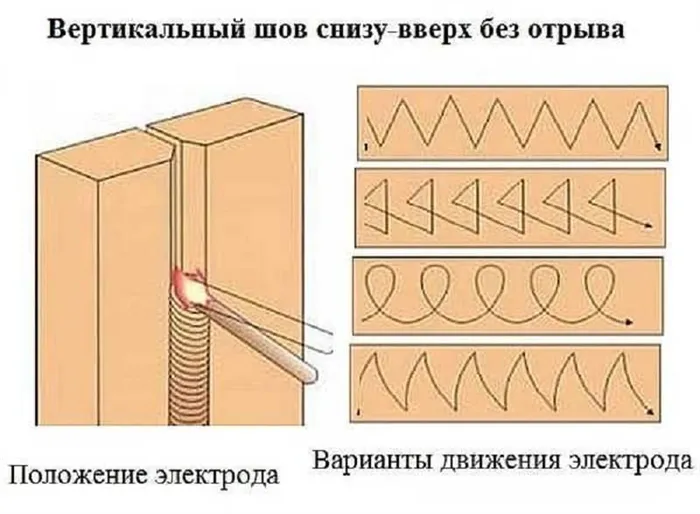
Во время движения электрода вверх допускаются поперечные движения с зигзагообразностью в форме «полумесяца», «кости» или других узоров. Однако следует отметить, что этот метод подходит только для металлов с толщиной стенки более 4 мм.
Рекомендуется выполнять сварку вертикально за один проход без перерывов. Это может быть сложно для начинающих сварщиков, но с практикой этот навык быстро нарабатывается.
Техника сверху вниз
Опытные сварщики могут успешно выполнять вертикальный шов, перемещая электрод сверху вниз. В этом методе есть свои сложности.
Суть заключается в том, что при зажигании дуги электрод располагается под углом 90 градусов к плоскости заготовки. После того как металл начинает плавиться в месте дуги, угол наклона электroda изменяется на 15-20 градусов, что приводит к его небольшому опусканию.
Как правило, дуга зажигается непрерывно, но в случае недоступности контроля сварочной ванны, сварщик может периодически выключать и включать дугу.
Как правильно варить вертикальный шов инвертором?
При сварке необходимо учитывать, что часто к соединению требуется сварить детали, находящиеся в различных плоскостях. Давайте подробно разберем процесс сварки вертикального шва инвертором, так как это наиболее удачный вариант для стыков, размещенных на уровнях, где не удается применить традиционные методы сварки. Обычно одна деталь находится в вертикальной плоскости, а другая — на уровне крыши. Важно понимать, что правильное выполнение вертикального шва полуавтоматом является непростой задачей, требующей от сварщика как умения, так и терпения, а также значительного опыта.

Начало сварки вертикального шва.
Основные методы вертикальной сварки:
- В верхней области шва металл плавится быстрее по сравнению с нижней, что вызывает быструю кристаллизацию соединяемых частей в местах шва. При выполнении вертикальных швов важно использовать мелкодисперсные капли расплавленного металла, что возможно лишь при резких и быстрых движениях электрода.
- Сварка углового вертикального шва переменным током осуществляется только снизу вверх, что требует последовательного заполнения кратера свариваемого шва, причем заполнение происходит только из нижней части. Здесь нижний уровень металла будет служить основанием, на котором распределится нагретый металл, поступающий сверху.
Требования к вертикальной сварке:
Важно помнить, что не всегда возможно выполнять сварку только в вертикальном направлении. Существуют случаи, когда сварочный шов необходимо выполнить сверху вниз. Но в таких случаях также нужно соблюдать указанные технологические условия, чтобы добиться качественной сварки различных типов металлов.
«Важно!» — Для того, чтобы расплавленная капля металла не стекала вниз, необходимо следовать строгим условиям для решения задачи «Как сварить вертикальный шов инвертором толщиной 1,5 мм?».
- Дуга должна быть короткой.
- В начале зажигания электрод необходимо прикладывать перпендикулярно к двум рабочим плоскостям заготовок.
- Во время сварки электрод необходимо наклонять вниз относительно основного корпуса емкости. Элемент должен быть под острым углом к сварному шву, таким образом дуга будет «ловить» капли горячего металла, чтобы не дать им стекать вниз.
- Иногда вертикальная сварка полуавтоматическим аппаратом не позволяет избежать образования пламени на обрабатываемой поверхности. Поднимите силу тока и скорость движения электрода вниз, чтобы решить проблему сварки крыши и вертикального шва. Также иногда рекомендуется расширить размер обрабатываемого шва, аккуратно двигая расходный материал вперед-назад.
Этот метод сварки используется для производства труб. Вертикальный шов является основным методом в этом случае. Практика на ненужном кусочке металла поможет вам быстрее обрести навык, но предварительная подготовка сварщика имеет решающее значение.
Виды соединений
Сварщик может выполнить сварку с одной или обеих сторон, что повысит надежность соединения, однако это может создать дополнительные трудности в процессе работы. В таких случаях силы распределяются равномерно, что предотвращает изгиб и деформацию соединенных деталей. Также выделяют четыре классических типа сварки, основываясь на положении соединяемых частей:
- Стыковая сварка — элементы плотно прилегают друг к другу и не имеют зазоров;
- Т-образное соединение — вертикальная плоскость располагается поверх горизонтальной, формируя перевернутую букву «Т»;
- Перекрытие — одна металлическая деталь накрывает другую;
- Угловой соединение — данный тип является самым сложным, так как в суставе необходимо определить правильный угол.
Мы расскажем вам больше об этих техниках. Или вы можете посмотреть обучающее видео:
Встык
Данный тип сварки чаще всего используется при обработке листового металла или труб. Он востребован в производстве плит и листов, причем зазор между соединениями не должен превышать 1-2 мм — именно в этом месте будет находиться расплавленный металл. Соединяемые элементы должны быть жестко зафиксированы, иначе это может привести к неравномерным сварным швам. Иногда перед началом работы необходимо предварительно обработать кромки, сняв фаску (что позволит углубить поверхность), особенно если толщина стали превышает 4 мм. Чем глубже будет выполнена фаска, тем лучше будет выходить шов, но этот процесс потребует большего объема электрода и потребует больше времени. Свыше крупных заготовок может потребоваться выполнение нескольких последовательных проходов. Многослойная композитная конструкция может быть заполнена по слоям или выполнена поочередно в форме точечных сварок, как показано на изображении:
Внахлест
Этот метод соединения подходит для листов толщиной до 8 мм. Они монтируются друг на друга и свариваются с обеих сторон, так как отсутствующий зазор может привести к образованию ржавчины.
Основным нюансом здесь является угол наклона электрода, который должен находиться под углом 15-45 градусов в отношении вершины. Если угол меньше, сварка производится на нижнем штампе, а если он больше, на верхнем. В обоих случаях не получится добиться надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология выполнения сварки одинакова для обоих типов соединений, визуально они напоминают буквы «T» и «G». В зависимости от толщины соединяемых деталей может понадобиться предварительная механическая обработка. Рассмотрим следующую таблицу:
| Толщина металла | Количество проходов | Количество штук |
| до 4 мм | 1, с одной стороны | Не требуется |
| от 4 до 8 мм | 2, реверсивный | Не требуется |
| от 8 до 12 мм | 1, сегментная сторона | Предварительный наклон 45 градусов |
| от 12 мм | 2, реверсивный | Два вертикальных скоса |
Для углового соединения сварка может проводиться с внутренней или внешней стороны, в зависимости от того, какой край необходимо удалить. Также возможно выполнение двойного прохода. Рассмотрим диаграмму для наглядности:
При сварке угла с внутренней стороны важно расположить электрод по центру разреза, что аналогично концепции «в лодке», поскольку две заготовки образуют своего рода плавсредство. Однако, работа с более толстыми стальными листами может требовать более точной настройки для работы с преднаправленным большим металлом, как показано на рисунке:
Сварка угловых швов
Процесс выполнения угловых швов может сопровождаться определенными трудностями. Во-первых, расплавленный металл может капать вниз по вертикальный поверхности. Во-вторых, использование электрода с слишком большим диаметром может оказаться неуместным, так как его кончик может не влезть в угол.
Сварка вертикального шва
Перед тем как начать сварочные работы, необходимо определить, какой вид сварки вы планируете выполнять. Существует несколько основных типов сварных швов:
- Сварка плоских пластин.
- Выполнение вертикального шва.
- Угловое соединение.
- Сварной шов трубного соединения.
Чтобы добиться чистого и ровного шва при вертикальной сварке, необходимо следовать технологической схеме. Сначала заготовки должны быть жестко зафиксированы на кромках в 3-4 точках. Заземление также должно быть надежно закреплено на детали с помощью зажима. Угол наклона электрода должен составлять 70-75° относительно поверхности.
Для правильного выполнения вертикального шва электросваркой следует применять перерывные вращательные движения, которые помогут разрезать расплавленный металл на стыке двух металлических элементов. Кончик электрода должен находиться точно в середине шва, а сам процесс сварки рекомендуется выполнять снизу вверх, аккуратно добавляя каплю за каплей расплавленной проволоки, что поможет заполнять сварочный шов.
Как правило, равномерное течение расплавленного электрода вниз будет способствовать созданию качественного и эстетичного шва. После остывания сварной поверхности необходимо удалить шлак с поверхности деталей, например, с помощью молотка, так как это является побочным эффектом сгорания металла в процессе сварки. В результате, сварной шов будет готов, но регулярное выполнение сварки приведет к более качественным и чистым швам.
Как правильно варить вертикальный шов электросваркой
Для того чтобы успешно преодолеть проблемы, возникающие при вертикальной сварке, важно придерживаться двух основных принципов:
- Кристаллизация металла должна происходить быстрее по сравнению с обычными условиями. Это можно добиться, уменьшив объем расплавленного сплава. То есть, необходимо поддерживать минимальную длину дуги, перемещая электрод прерывистыми, постукивающими движения.
- Наилучшее движение — это движение снизу вверх. В этом случае внизу будет образовываться затвердевшая масса, что предотвратит стекание металла вниз.
Тем не менее, второй принцип не всегда применим. Иногда возникает необходимость выполнять сварку в обратном направлении. В дальнейших разделах статьи будет рассмотрено, какие шаги следует предпринять в подобных случаях.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сначала необходимо вдоль линии выполнить небольшие швы длиной до 2 см. Это поможет объединить две панели вместе и предотвратить их смещение или деформацию, вызванные теплом.
Угол наклона электродоуправляющего проводника следует устанавливать не менее 45 градусов, при этом допускается угол до 90 градусов. Электрод должен ориентироваться вверх, начиная с его самой нижней точки. Скорость движения электрода нужно делать медленной, чтобы следить за тем, чтобы ванна не получалась излишне большой.
Если сварщик работает с толщиной стенки более 4 мм, он может выполнить поперечные движения, например, «елочкой», которые обеспечивают повышенную прочность. На стенде приведены два варианта выполнения шва:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Для того чтобы добиться отличного контроля над процессом плавления, следует затягивать угол наклона электрода. На начальном этапе он должен составлять 90 градусов, а после завершения первой модели следует уменьшить наклон до 70-75 градусов.
Остальные приемы сварки остаются неизменными. Опытные сварщики утверждают, что сварка в этом направлении значительно сложнее, но при этом результат получается гораздо более качественным с точки зрения прочности и эстетического внешнего вида.
Благодаря опыту наших мастеров мы можем создавать образцовые продукты, которые отвечают самым требовательным стандартам. Мы опираемся на современные технологии и надежные материальные ресурсы.
Как правильно варить вертикальный шов электросваркой
Чтобы успешно справиться с тяготением, возникающим при вертикальной сварке, следует придерживаться двух важных принципов:
- Процесс кристаллизации металла должен проходить быстрее, чем в стандартных условиях. Это можно реализовать, минимизируя объем расплавленного сплава. Говоря иначе, необходимо сохранять минимальную длину дуги и применять прерывистые, легкие движения при перемещении электрода.
- Наилучший подход — это движение снизу вверх. Тем самым достигается затвердевание внизу, что предотвращает стекание расплавленного соединения вниз.
Тем не менее, второй принцип не всегда может быть применен. Иногда необходимо изменять направление движения. В следующих разделах будет рассмотрено необходимое для этого.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Первый шаг обладает важным значением: вдоль линии необходимо выполнить несколько точечных швов, длинной не более 2 см. Это обеспечит склеивание двух панелей вместе и предотвратит смещение или деформацию при воздействии тепла.
Угол наклона провода должен быть не менее 45 градусов, допускается больший угол до 90 градусов. Сам электрод на начальном этапе должен быть направлен вверх. Исходная точка находится внизу. Скорость движения должна быть умеренной, а также необходимо следить за тем, чтобы ванна не превышала нужный размер.
В случаях, когда сварщику поручено выполнить шов с толщиной стенки более 4 мм, возможно выполнять поперечные движения, такие как «елочка», что придаст конструкции дополнительную прочность. Эта особенность будет проиллюстрирована на рисунках:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Для достижения отличного контроля над процессом плавления рекомендуется изменять угол наклона электрода. В начале работы этот угол должен составлять 90 градусов, когда первое покрытие будет сделано, проводник следует подносить ближе — 70-75 градусов.
Другие техники остаются прежними. Опытные сварщики замечают, что сварка в этом направлении сложнее, однако результат гораздо лучше с точки зрения прочности и эстетических показателей.
Как получить качественный шов в горизонтальной плоскости?
Даже начинающий сварщик сможет справиться с горизонтальной сваркой. Этот метод обычно считается отправной точкой на пути к изучению искусства сварки. Сварка вертикальных швов, по сравнению с ней, является более сложной задачей, доступной только опытным специалистам в этой области.
Несмотря на то, что сварка горизонтального шва, на первый взгляд, представляется достаточно простым процессом, она также имеет свои подводные камни, которые могут существенно повлиять на качество конечного продукта, особенно в случае с неопытными рабочими.

Как для горизонтальных, так и для вертикальных стыков, сварка с использованием инвертора создает определенную нагрузку на работу, которая предполагает определенную осторожность. При сведении нижнего шва, расплавленный металл спускается к нижней края шва, а пузырьки воздуха поднимаются на поверхность, образуя шлак.
В случае, если сварка выполняется над головой, расплавленный металлический капли будут падать прямо на сварочный аппарат, что способно вызвать серьезные повреждения.
Горизонтальные швы свариваются короткой дугой с применением маломощного тока аккуратно. В этом контексте особенно важно правильно расположить электрод по отношению к соединяемым деталям и итоговому свариваемому шву.
Процесс сварки включает в себя несколько ключевых этапов:
- Сварка обратным током начинается с формирования первой сварной бусины, при которой используется короткая дуга. Электрод аккуратно направляется вдоль линии формирования шва, не отклоняясь в стороны. Его стоит держать под углом около 80 градусов, что позволит металлу проникнуть в верхнюю часть сварного шва, предавая ему нужную форму, и выводя шлакери на поверхность детали.
- Второй валик сваривается при регулировке тока, также контролируя устойчивое положение электрода и следя за образованием шва. Ширина зазора на этом этапе немного возрастает, поэтому производить сварку рекомендуется с более толстыми электродами;
- Третий валик инверторной сварки необходим для заполнения всей кромки среза.
Придерживаясь этой последовательности, получение качественного горизонтального шва становится реально достижимой задачей.
Горизонтальное соединение
Такое соединение проще в выполнении, однако гравитация по-прежнему будет оказывать свое влияние, пока поверхности находятся в перпендикулярном положении. Существует два способа ведения сварки, в зависимости от предпочтений сварщика — вправо или влево.
Обычно дуга зажигается непрерывно, однако в случае утраты контроля над сварочной ванной, сварщик может отключать дугу, включать и выключать ее несколько раз.
Ширина проплавления будет зависеть от выбранного рисунка шва (см. выше). Кроме того, качество капель металла максимизируется за счет правильного муфтирования тока. Сила тока должна быть минимальной, но достаточной для работы. Эти конечные параметры определяются опытом работы сварщика. Другая еще одна альтернатива множественное увеличение скорости процесса, что поможет минимизировать количество расплавленного металла.
Основная сложность, с которой сталкиваются новички при выполнении вертикальной дуговой сварки, заключается в форме самого шва. Его вертикальное размещение влечет за собой перемещение расплавленного металла вниз, подчиняясь законам физики, что делает задачу около сложной с точки зрения обеспечения приемлемого качества выполнения работ.
Формирование сварочных электродов.
Швы, создаваемые электрическим инвертором, классифицируются по различным методам. При определении значений углов учитываются характеристики типов соединяемых компонентов. В процессе выполнения вертикального шва электросварочным аппаратом необходимо внимательно следить за спецификациями самого шва. Самыми распространенными типами сварных соединений являются следующие:
- Суставы.
- Наиболее распространенными являются суставы в форме буквы T.
- Перекрытие в форме T.
- Угловая форма соединения.

Формирование сварочных электродов очень важно для успешного завершения процесса сварки.
Для обеспечения стабильной дуги потребуется, чтобы поверхность была тщательно подготовлена и не содержала загрязнений.
Таким образом, вертикальная сварка должна выполняться только при должной подготовке поверхности. Диаметр электрода рекомендуется уменьшать относительно ширины сварного шва, поскольку необходимо перемещать стержень из стороны в сторону, чтобы исключить опасность образования капель.
Техника сверху вниз
Сварка с помощью электрода, формирующего тонкий слой шлака, может выполняться только при перемещении сверху вниз. Уникальные аспекты этой техники таковы:
- Использование такого прутка ускоряет процесс затвердевания в сварочной ванне. Более эффективно применять в данной задаче при сочетании с характерным режимом сварки.
- При этом расплавление расплавленного металла не происходит. В качестве примеров можно привести электоды LNO-9 и VSC-2.
- Такая методика характеризуется высокой производительностью, поэтому ее выбирают, когда требуется увеличить конечный результат.

Однако эта техника требует навыков и опыта, поэтому она не подходит для начинающих сварщиков, поскольку угроза стекания сплавов очень высока.
Техника снизу вверх
Метод подачи электрода снизу вверх очень распространен и имеет следующие особенности:
- На старте работы электрод сварочного аппарата устанавливается вертикально на свариваемую поверхность.
- Как только появляется дуга и образуются первые капли, рекомендуется слегка наклонить электрод.
- Кончик прута поддерживается короткой дугой, при этом капли слегка впускаются. Если стержень ненадолго отводить назад, расплавленный материал успевает остынуть и затвердеть.
- Можно держать поперечные колебательные движения, чтобы избежать излишнего времени на одном месте, что также ухудшает его свойства.
Данная методика позволяет достичь хорошего качества шва, однако она также отличается низкой производительностью ввиду необходимости временного остывания капель.
* Учитывайте текущие уровни цен, они уже апробированы в таблицах. Не принимайте во внимание будущие изменения, чтобы избежать неудовлетворительных результатов! Помните, что эти цифры примерные и могут корректироваться в зависимости от квалификации сварщика.
Рекомендации по сварке вертикального шва
Правильное выполнение вертикальных швов составляет сложную задачу для любого сварщика. Для решения этой задачи необходимо устойчивое базовое понимание принципов работы и умение правильно осуществить вертикальную сварку.
Во время выполнения вертикальной дуговой сварки необходимо соблюдать следующие правила:
- Электрод обязательно должен быть перпендикулярен обрабатываемому изделию.
- Меньший размер дуги высвобождает больше скорость кристаллизации металла, что помогает предотвратить утечку, способствующую нарушению целостности шва.
- Наклон электрода также снижает вероятность формирования капелек.
- Металлические капли предотвращаются с помощью увеличения амплитуды и тока при сварке.
- Лучше выполнять работу начиная снизу, так как в противном случае, качество шва может сильно пострадать. Если необходимо, исправьте процесс плавным перемещением электрода.
- Перед работой с тонким металлом поверхность всегда следует очищать. В этом случае предпочтительнее проводить точечную сварку, чтобы избежать прожога тонких изделий.
При соединении более толстых изделий вертикально дуговой сваркой рекомендуется выбрать многослойный метод, создавая несколько сварочных слоев. При желании можно увеличить диаметр электрода, если это удобнее. Последний слой не должен превышать край среза.
Высококачественные вертикальные сварные швы можно получить, если перед началом подготовки заготовок учесть их толщину и выбрать соответствующий процесс. При выполнении такого вида работ, важно надёжно фиксировать детали, поскольку их вертикальное положение создаёт дополнительные сложности для сварщика.
Почему следует обращаться именно к нам
Мы относимся к каждому клиенту с уважением и следим за тем, чтобы выполнять работы различного уровня сложности с одинаковой тщательностью.
Наши производственные мощности могут обрабатывать широкий спектр материалов, включая:
- Цветные металлы;
- Чугун;
- Нержавеющую сталь.
Специалисты нашей компании используют все известные методы обработки металлов. Благодаря современному оборудованию последнего поколения возможно максимально точно воспроизвести оригинальные чертежи.
Для того чтобы приблизить готовую деталь к образцу, предоставленному заказчиком, наши специалисты используют общее оборудование, предназначенное для заточки инструментов, которое подходит для более сложных задач. В наших производственных помещениях металл становится управляемыми материалами, что позволяет создавать детали любой сложности.
Преимущество работы с нашими специалистами заключается в том, что они соблюдают требования ГОСТа и всех технических регламентов. Строгий контроль качества осуществляется на каждом этапе производства, что позволяет гарантировать нашим клиентам надежно выполненный продукт.
Благодаря многолетнему опыту наших мастеров, мы способны производить качественные изделия, соответствующие самым строгим требованиям. Мы опираемся на современные технологии и надежные ресурсы.
В работе с клиентами из всех регионов России, наши менеджеры готовы учесть все требования. При необходимости клиент может получить бесплатную профессиональную консультацию.
Мы приглашаем вас поделиться своим опытом работы со сварными швами. Знаете ли вы детали процесса, которые не были упомянуты в статье? Пожалуйста, оставьте свои комментарии ниже.
Настройка параметров сварочного аппарата
При выборе диаметра электрода следует опираться на толщину свариваемого металла. Здесь нет никаких хитростей. Подбор электрода осуществляется так же, как и для горизонтальной сварки (подробности указаны в статьях по сварке методом инвертора). В таблице ниже приведены размеры расходного материала:
Толщина детали, мм
Диаметр электрода, мм
Обратите внимание! Уровень тока имеет свои особенности при сварке вертикального и горизонтального швов. Для вертикальной сварки необходимо уменьшить параметры на 10-15%, чтобы избежать излишнего количества расплавленного металла в сварочной ванне и, следовательно, утечек.
Опыт показывает, что ток обычно выбирается в диапазоне 80-100 А. Но лучше всего ориентироваться на таблицы:
Диаметр электрода (мм)
* Указанные уровни цен уже снижены в таблице. Не недооценивайте их, чтобы избежать плохих результатов в будущем! Помните, что эти цифры являются ориентировочными и могут быть скорректированы в зависимости от опыта сварщика.
При определении сварочного тока необходимо учитывать влияние типа соединения (полярности). Например, при сварке на обратной полярности глубина проплавления увеличивается на 40%, в то время как на прямой полярности она уменьшается на 15-20%. Полярность выбирается в зависимости от свариваемых металлов, с обратной полярностью, как правило, используют для нержавеющей стали и тонких листов, а прямая полярность — для толстых листов.
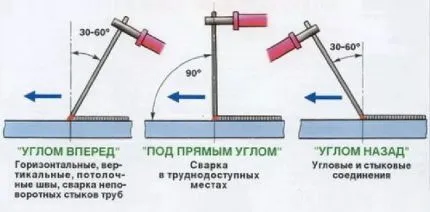
Работа электродом при вертикальном способе сварки
Установили настройки? Подготовили сварочный аппарат? Теперь приступим к работе. Во-первых, правильно располагайте электрод относительно соединяемых металлов. Если вы уже знакомы с горизонтальной сваркой, вам должно быть известно, что оптимальным углом считается диапазон от 30 до 60 градусов. Однако, учитывая специфику вертикальной сварки, подход будет сложнее.
Начинайте с угла длинного электрода, который находится перпендикулярно сваримой поверхности. Это положение обеспечит оптимальное проникновение и равномерную обработку всей зоны сварки. Рекомендуется поддерживать угол в 45-50 градусов. Этого достаточно для предотвращения стекания металла и создания прочного сварного шва. В рамках вертикальной сварки угол может варьироваться от 45 до 90 градусов.

Когда речь идет о вертикальной сварке расстояние до рабочей поверхности также имеет огромное значение. Для горизонтальной сварки оптимальная длина дуги равняется 1-1,2 диаметрам электрода. В случае вертикальной работы это значение должно составлять половину от диаметра.
- Треугольник для зазоров до 2 мм. Для начала создается «площадка» в нижней части стыка. Затем электрод перемещается вдоль стенок с небольшой паузой у краев для заполнения сварной ванны. При этом обязательно, чтобы края были притуплены.
- Лезвия для зазоров от 2 до 3 мм. В процессе сварки не образуется “полка”. Движение электрода стартует на уровне одного из краев. Сначала электрод движется к себе, затем от себя и повторяет данный процесс обратно к другому краю. При «елочке» используется короткая дуга, что позволяет получать прочный сварной шов без дефектов (без пропусков и проколов).
- При помощи проводников для деталей с зазором больше 3 мм. Электрод движется от одного конца к другому быстрыми зигзагообразными движениями. Так он остается кратким в краях. Очень важно, чтобы высота была постоянной для достижения качественного результата. Если края пока еще необработаны, допустимо применять линейку.
Если информация кажется очень трудной для понимания, обратите внимание на схематические иллюстрации для каждой из дорожек электрода в вертикальном сварном шве:
Не забудьте о скорости перемещения. И здесь всё гораздо проще. Если работать медленно, то образуется широкая сварочная ванна и шов не будет остывать так, как нужно. Чтобы избежать чрезмерного плавления при вертикальной сварке, следует передвигать электрод с несколькими дополнительными движениями.
Техника сварки вертикального шва
Как и в бодибилдинге, главное в сварке — это правильная техника для получения хорошего результата. Ваша скорость будет зависеть от того, насколько хорошо вы осваиваете процесс. Как лучше всего перемещать электрод, сверху вниз или наоборот? Это и многие другие нюансы будут освещены дальше.
Способ сварки вертикального шва «Сверху вниз»
Начнём рассмотрение сложной и редко практикуемой техники сварки, применяемой для вертикальных швов. Она требует полного контроля над количеством расплавленного материала. Сначала расплавленный материал необходимо дождаться его затвердевания, прежде чем он начнет стекать вниз, чтобы не допустить понижения качества. Для этого ηλεκτροд нужно располагать вертикально или отклонять его на 10-15 градусов.
Если начинают сгибаться капли металла, следует увеличить скорость перемещения электрода и установить более высокий ток. Расширение сварочной ванны также может послужить хорошим решением.
К технике «сверху вниз» нужно привыкнуть. Тем не менее, этот метод демонстрирует отличные результаты, о чем свидетельствует опыт многих сварщиков.
Способ сварки вертикального шва «Снизу вверх»
Метод движения снизу вверх проще в осуществлении, чем метод, описанный выше. Эта техника подходит для начинающих, которые желают минимизировать количество усилий.
Перед началом сварки металлические детали должны быть надежно зафиксированы на месте, чтобы предотвратить их смещение в связи с температурными деформациями.
После определения точки сварки электрод помещается на основании свариваемых элементов под прямым углом или с небольшим отклонением до 10 градусов. Угол может изменяться во время процесса движений вверх и может достигать 45-50 градусов. Этого будет достаточно для затвердевания расплавленного металла.
Образовавшаяся затвердевшая область создаст поддерживающую платформу для материала, находящегося выше, и обеспечит надежный сварной шов. Рекомендуется выполнять сварку за один проход, не прерываясь на промежутки времени.











