Ширина уголка должна составлять не менее 4,5 см, а его толщина – не меньше 3 мм. Для гибки больших листов (размером один метр и более) необходимо использовать уголки большего размера и толщины, также подойдут тройники (двойные тройники).
Листогибочный станок – создание ручного листогиба собственными руками
С его помощью можно производить разнообразные изделия из листового металла — системы водоотведения, карнизы для крыш, обшитых гофрированным картоном или металлическим покрытием, карнизы для подвалов, уголки для конструкций из гофрированных листов и многое другое. Все эти операции может выполнять специальный гибочный станок, предназначенный для работы с металлическими листами. В данной статье будет обсуждаться, как изготовить гибочный станок самостоятельно.
Выделяют три основных типа гибочных станков:
- Простой ручной процесс, при котором изгибание металла выполняется путём приложения силы в конкретной точке. Эти машины позволяют сгибать материал по прямой линии под любым углом — от нескольких градусов до практически 360 градусов.
- Гидравлические машины, предназначенные для сгибания листового металла, используют удар для формирования изделия в форме штампа. Штамп может иметь прямую или изогнутую форму. Это оборудование относится к профессиональным и применяется на предприятиях с средней и высокой производительностью.
- Роликовые станы. В этом случае лист неSimply сгибается по прямой линии, а закругляется. Данное оборудование подходит для производства собственных трубок или других аналогичных изделий.
Все эти устройства принято называть гибочными станками. Мы своими силами изготовили простой агрегат первой группы, а чуть более сложный — третьей (вальцы для листового металла). В данной статье мы обсудим, как создать гибочный станок своими руками.
Простые ручные
Фигурные металлические детали обходятся очень дорого. Их стоимость может превышать цену гофрокартона или обычного металла. Поэтому имеет смысл сконструировать простой станок для гибки листового металла и использовать его для производства необходимого количества уголков, молдингов и других подобных деталей по вашим размерам.
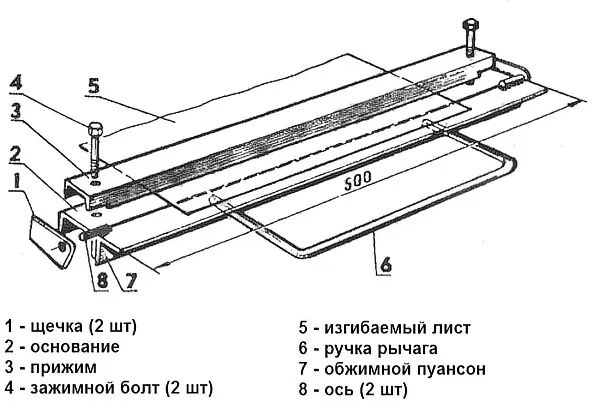
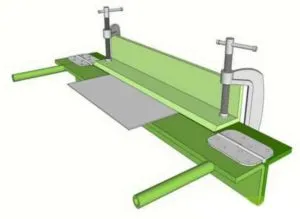
Чертеж станка для листовой гибки
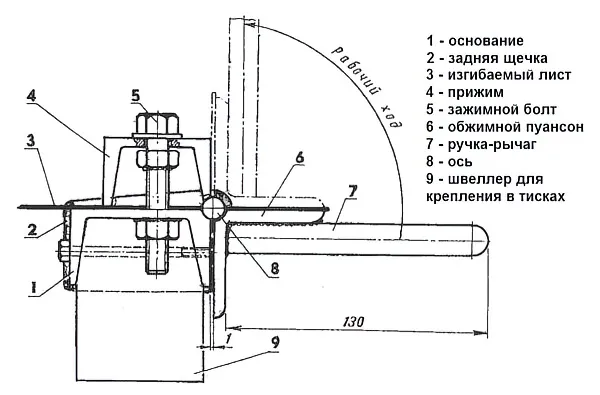
Машина для изгиба листового металла — боковой вид
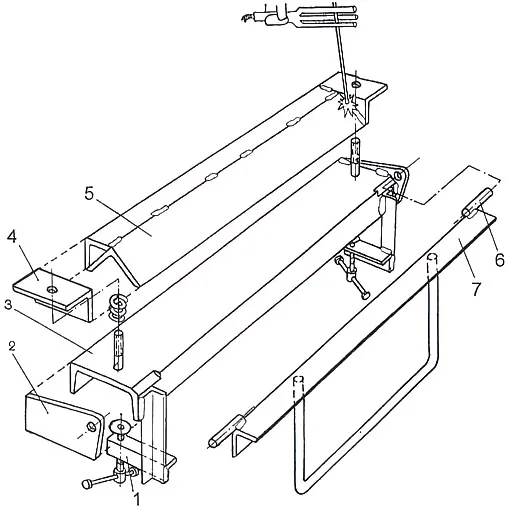
Альтернативная модель
Если вас беспокоит ваша внешность, это вполне оправданно. Вы можете приобрести листовой металл не только в оцинкованном, но и в окрашенном варианте. Во всех конструкциях лист надежно фиксирован, чтобы избежать соскальзывания со стола во время работы, а также предотвратить загрязнение и повреждение краски. Он не подвержен деформации при сгибании. Таким образом, готовые изделия будут выглядеть достаточно аккуратно. Если приложить усилия, они могут оказаться даже более привлекательными по сравнению с товарами из магазинов.
Универсальный листогиб из тавровыхProfilen
Для работы с данным листогибочным станком требуется устойчивая поверхность (стол), предпочтительно изготовленная из металла, а также три уголка с минимальной шириной полки 45 мм и толщиной металла не менее 3 мм. Если вы собираетесь обрабатывать большие заготовки (более метра в длину), рекомендуется выбирать более широкие полки и металл большей толщины. Вы можете использовать ТАБ (гибочные машины), однако они предназначены для сгибания листов значительной толщины и длины.
Кроме того, вам понадобятся две металлические дверные петли, два шурупа большого диаметра (от 10 до 20 мм), «крылья» для них и пружина. Необходими сварочный аппарат для приваривания петель и инструменты для сверления отверстий (или дрель с насадкой по металлу).
Для выполнения импровизированной гибки листового металла мы использовали тавр размером 70 мм — три отрезка длиной 2,5 м, два шурупа диаметром 20 мм и небольшой кусок металла толщиной 5 мм (для резки балок), а также пружину. Вот пошаговая инструкция:

Создание углублений для петель
- Два тройника располагаются в стопке, и на обоих концах вырезаются пазы для петель. Края вырезов скашиваются под угол 45 градусов. Третий тройник следует вырезать аналогичным образом, но сделать выемку чуть глубже — это будет толкающая планка, обеспечивающая свободное движение.
- Приварите петли с обеих сторон (передней и задней). Убедитесь, что петли надежно сварены между собой.
- На одной из Т-образных перекладин (наиболее удаленной от вас, когда вы ее «открываете») с каждой стороны приварите по две распорки, предназначенные для установки болта, который будет удерживать зажимную пластину.
Эти зажимы
Данный вариант отличается высокой прочностью — можно сгибать крупные прутья и листы значительной толщины. Такие устройства не всегда популярны, но их размеры можно уменьшить при необходимости. В предложенном видео демонстрируется аналогичная конструкция меньших размеров с другим расположением зажимной пластины. Кстати, вы также можете добавить пружину в механизм винта, что упростит подъем штанги. Интересно, что данная конструкция позволяет использовать фланцы, чего обычно нельзя сделать с подобными устройствами.
Вальцы для листового металла или листогибочный вальцовый станок
Эти механизмы могут работать по трем основным принципам:
- Ручное управление,
- гидравлическое приведение в движение,
- электрическое управление.
Мастера могут самостоятельно изготавливать валки для листового металла как с ручным, так и с электрическим приводом. Ручные модели, как правило, имеют три вала, тогда как электрические системы могут содержать 3-4 вала, хотя чаще всего встречаются тоже трехвалковые конструкции.

Рулоноформовочная машина
Это устройство требует надёжного и устойчивого основания, которое может представлять собой отдельную платформу или что-то подобное верстаку или столу. Важным элементом конструкции являются ролики, имеющие одинаковые размеры. Два нижних ролика неподвижны, в то время как верхний ролик подвижен, находясь в нижнем положении между двумя нижними роликами. Изменение расстояния между нижним и верхним цилиндрами позволяет варьировать радиус кривизны.
Машина приводится в движение с помощью ручки, установленной на одном из роликов. Крутящий момент передаётся на остальные цилиндры через шестерни, выбираемые таким образом, чтобы обеспечить равномерную скорость вращения.
Если трубопровод должен быть установлен на производстве, верхний ролик может быть снят с одной стороны и дополнен системой быстрого демонтажа. После того как лист материала сворачивается в трубу, дальнейшего выхода нет.
Штамп продвигается через гибочную машину, которая сразу же выполняет сгибание установленной детали. Это устройство может также обладать секторной гибочной системой, позволяющей производить многоступенчатые (композитные) фланцы.
Самодельные листогибочные станки (листогибы)
Они способны изготовлять разнообразные изделия из листового металла, такие как дождевые системы, карнизы для крыш, обшитых гофрированным картоном или металлическими листами, карнизы для подвалов, уголки для конструкций из гофрированного листа и многое другое. Все это возможно благодаря специализированному гибочному станку для работы с металлическими листами. В данной статье мы расскажем о том, как самостоятельно сконструировать гибочный станок.
Существует три основных вида гибочных станков:
Это простой процесс, при котором изгибание металла выполняется путем приложения силы в определенной точке. Такие машины позволяют сгибать материал по прямой линии под различными углами — от нескольких градусов до почти 360°.
Все эти устройства известны как гибочные станки. Мы самостоятельно создали самый простой агрегат первой группы, а также более сложный — третьей (вальцы для листового металла). В данной статье мы обсудим, как изготовить гибочный станок своими руками.
Простые ручные
Фигурные металлические детали стоят довольно дорого. Их цена может значительно превышать стоимость гофрокартона или самого металла, поэтому имеет смысл создать простой станок для гибки листового металла и использовать его для производства нужного количества уголков, молдингов и прочих подобных элементов, основанных на ваших собственных размерах.
Чертеж листогибочного станка Листогибочный станок — вид сбоку Другая модель
Если у вас есть озабоченность по поводу своего внешнего вида, это нормально. Вы можете приобрести листовой металл в различных вариантах: как оцинкованный, так и окрашенный. В каждой конструкции лист надежно фиксируется, что предотвращает его смещение по столу во время процесса работы, а также защищает от загрязнений и царапин. Лист не повреждается при изгибании, благодаря чему готовые изделия выглядят аккуратно и эстетично. При должной усердности можно добиться качества, сопоставимого с товарами из магазинов.
Мощный листогиб из тавров
Для работы с этим листогибочным станком требуется ровная поверхность (стол), желательно металлическая. Необходимые размеры уголков: минимальная ширина полки должна составлять 45 мм, а толщина металла – не менее 3 мм. Если вы собираетесь изгибать большие металлические заготовки длиной свыше метра, рекомендуется использовать более широкие полки и металл большей толщины. Вы можете применять TAB, однако они предназначены преимущественно для сгибания листов значительной толщины и длины.
Также понадобится две металлические дверные петли, два крупных шурупа (диаметром от 10 до 20 мм), «крылья» для петель и пружина. В дополнение к этому потребуется сварочный аппарат для приваривания петель и сверления отверстий, или же дрель с насадкой для работы по металлу.
Для создания облегченного процесса гибки листового металла мы использовали тавр 70 мм — три отрезка длиной по 2,5 м, два шурупа диаметром 20 мм, небольшой кусок металла толщиной 5 мм (для обрезки балок), а также пружину. Вот пошаговая инструкция:
Два тройника соединены, с выемками для петель на обоих концах. Края этих вырезов имеют скошенные углы под 45 градусов. Отрежьте третий тройник аналогично, но сделайте выемку немного глубже — это будет толкающая планка, поэтому она должна свободно двигаться.
Этот вариант отличается высокой прочностью — здесь можно сгибать длинные элементы и довольно толстые листы. Такие весовые устройства не всегда востребованы, но их размеры можно легко уменьшить. В предложенном видео демонстрируется аналогичный вариант меньших размеров, но с измененным расположением зажимной пластины. Также стоит учесть, что вы можете добавить пружину к винту — это упростит поднятие штанги. Интересно, что с этой конструкцией возможно использование фланцев, что обычно сложно осуществить с другими подобными устройствами.
Из уголка с прижимной планкой другого типа
Данная модель изготовлена из уголка с толстыми стенками, каркас выполнен в качестве стандартного строительного кирпича, сваренного из того же материала. Ручка используется от тележки для багажа. Отличительной чертой дизайна винтов является их длина, в то время как рукоятка имеет изогнутую форму, напоминающую букву «G». Это облегчает процесс закручивания и раскручивания.

Небольшая ручная гибка листового металла для любителей импровизации
Этот самодельный листогиб обладает множеством интересных особенностей:
Углы не совпадают с линией, однако все направлены в одну сторону. Из-за этого исправить петлю бывает непросто, но это возможно.
Теперь обратим внимание на конструкцию зажима (см. рисунок выше), который также выполнен из уголка и крепится к машине с изгибом вверх. Для предотвращения деформации во время работы предусмотрено сварное усиление — металлические распорки. В обоих концах бруса прикреплены небольшие металлические накладки, в которых просверлены отверстия под винты.
Вальцы для листового металла или вальцовочный листогиб
Этот способ сгибания может включать три типа движения:
- Ручное,
- гидравлическое,
- электрическое.
С использованием собственных усилий они создают вальцы из листового металла, которые могут работать как от ручного, так и от электрического привода. Ручные модели обычно оснащены тремя валами, в то время как электрические устройства могут иметь либо три, либо четыре вала, хотя чаще всего все же используют три.

Рулоноформующая машина
Это оборудование требует надежного и прочного основания. Это может быть как отдельная платформа, так и что-то подобное верстаку или столу. Основными элементами конструкции являются ролики, все из которых имеют одинаковый диаметр. Два нижних ролика неподвижны, в то время как верхний является подвижным; в своем нижнем положении он располагается между двумя нижними роликами. При изменении расстояния между нижними и верхним цилиндрами меняется радиус кривизны.
Управление машиной осуществляется при помощи ручки, прикрепленной к одному из роликов. Крутящий момент передается на другие цилиндры через систему шестерен, которые выбраны таким образом, чтобы обеспечивать равную скорость вращения.
Если в системе необходимо установить трубопроводы, верхний ролик можно снять с одной стороны, используя механизм быстрого освобождения. Как только лист материала сворачивается в трубу, существуют ограничения в дальнейших манипуляциях.
Нет никаких ограничений. В частности, протяжный листогибочный станок способен формировать профиль даже из обычного металла. Его также можно использовать для создания различных контейнеров, коробок и прочей продукции.
Советы для мастеров
Естественно, одному специалисту сложно собрать 2000 долларов. Поэтому давайте рассмотрим, как можно самостоятельно создать гибочную пластину. Это не предназначено только для гофрированного картона, но и для разнообразных кровельных и сантехнических работ, которые могут приносить хороший доход, а также помочь накопить средства для более серьезных проектов. Небольшие нестандартные заказы всегда актуальны и необходимы. Здесь на помощь приходит возможность самостоятельного изготовления оборудования для гибки листового металла.
О приобретенных ручках
Чтобы завершить обсуждение «предприятий» (обратите внимание, что статья не является рекламой) и перейти к разделу «сделай сам», давайте кратко рассмотрим доступные на рынке варианты, если они все еще вам нужны. В основном на рынке преобладают компании TAPCO и VanMark. Кроме того, практически не известен СКС-2, производимый в Орске. Ширина рабочей поверхности данного устройства составляет 2,5 метра, в то время как у зарубежных аналогов она равняется 3 метрам, однако это не следует воспринимать как недостаток. Заметка о том, что 3 метра измеряются в имперской системе (10 футов = 3,05 метра), делает 2,5 метра более практичными для метрической системы.
Сетка Ural имеет проходной тип; вы способны натягивать желоба размером вплоть до 90×90 мм. Подъем и опускание перекладины осуществляются без необходимости вращения маховиков при использовании кулачков. Комплектуется резаком. Мнения пользователей довольно положительные и даже восторженные. Общее впечатление — «незаменимый помощник».
История имеет свойство повторяться. Никита Хрущев упоминал аналогичные случаи в прямом эфире после своей поездки в США, когда он хлопнул тапком по трибуне ООН и заявил, что заставит всех страдать. Им разрешают выставлять на продажу в Соединенных Штатах всевозможный мусор, но мы не можем предложить то качественное, что нам необходимо.
Конструкции листогибочных станков

Механические устройства для гибки и прессования, такие как машины с маховиком, фрикционным приводом или конструкции с падающим грузом, системой блоков и рычагов, демонстрируют высокую эффективность, но постепенно оказываются на обочине. Эти механизмы придают мощный импульс в начале рабочего цикла, однако к окончанию работы их действие резко снижается. Для процессов изгиба или давления требуется совершенно иной подход.
Эффективность электроприводной системы значительно падает при уменьшении размера ее компонентов. Для профилирования металлочерепицы на упомянутом стана необходимо всего 12 кВт. Однако для формирования фланца на крыше потребуется не менее 1,5-2 кВт. Проблема заключается в том, что характеристики двигателей переменного тока (за исключением трехфазных двигателей с фазными роторами, которые являются сложными, дорогостоящими и требуют регулярного обслуживания) достаточно жесткие. Из-за сопротивления согнутого металла крутящий момент на валу двигателя может отсутствовать, в то время как скольжение ротора увеличивается, а соответственно крутящий момент снижается. Это также приводит к росту энергопотребления.
Оптимальным решением стал бы гидравлический привод — гидроцилиндр способен автоматически подстраивать усилие в зависимости от сопротивления детали. Однако создание точной гидравлики представляет собой трудную и затратную задачу. Даже самый опытный проектировщик не может равномерно распределить нагрузку, скажем, от домкрата по всей длине метрового изгиба или синхронизировать взаимодействие двух и более человек с использованием лишь простых инструментов.
В результате остается использовать «умственные ухищрения», и это вполне приемлемо. Если вы разработаете тренажер, направленный на развитие самых сильных и выносливых групп мышц (бицепсы, широчайшие мышцы спины, бедра, икры), как в таких видах спорта, как гребля или пауэрлифтинг, то реакция тренажера, возвращая ноги вниз, поможет избежать чрезмерного напряжения благодаря своей округлой форме. Это позволит выработать навыки, способствующие улучшению точности и эффективности.
Обычный человек, поднимающийся по лестнице, способен развить примерно 1 лошадиную силу за 1-2 секунды. Однако не позднее третьего подъема его мышцы начинают перерабатывать кислород в гликоген, при этом выделяется молочная кислота, что приводит к усталости организма. Поэтому необходимо сделать перерыв, чтобы продолжить выполнение упражнения.
В истории спорта можно заметить, что у гребцов тонкая комплекция из-за ограничений «кендюхи», которые не позволяют использовать все тело в движениях. В то же время у тяжелоатлетов «мозоль» помогает сохранять равновесие во время подъема. Тем не менее, мышечная работа этих двух видов спорта во многом схожа.
Схемы и назначение
Флексионный тренажер — это достаточно обширное понятие. Конструкция такого тренажера зависит от его предназначения. Следовательно, тип работы и необходимость выбора системы для занятий дома имеют свои особенности, см. рисунок.
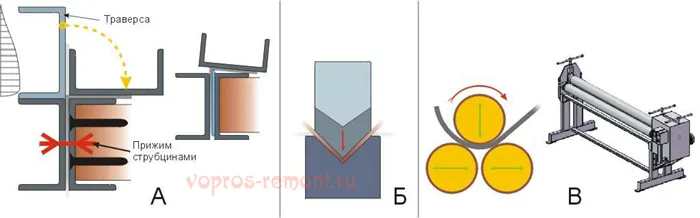
Разнообразие форм гибочных станков
В позиции А представлен метод, хорошо знакомый каждому, кто хоть немного занят слесарными работами. Вы сможете без труда согнуть вручную листы шириной до 0,5 метра. Если длина изгиба не превышает 200-250 миллиметров, основание не фиксируется к верстаку, а задерживается в тисках вместе с зажимной балкой и заготовкой. Изгиб получается качественным, если траверсу сильнее прижать снизу, как показано на диаграмме силы, и немного продвинуть вперед для сглаживания изгиба. Этот принцип является основой большинства конструкций для домашнего сгибания пластин; мы более детально рассмотрим этот вопрос позже.
Из-за физических характеристик металла невозможно согнуть лист точно под углом 90 градусов, поэтому целесообразно использовать распорки из металлических полос, как показано на иллюстрации. Почему срез имеет каналы и отсутствуют четкие углы? Рассмотрим этот вопрос более внимательно, поскольку в данной на первый взгляд простой конструкции существуют важные нюансы.
В разделе B демонстрируется принцип работы пресса. Пресс включает в себя такие элементы, как кровать, матрица, сверло и гидравлическая система. Эти устройства применяются исключительно в промышленном производстве с развитыми мерами охраны труда и техники безопасности: они сложны в использовании, имеют высокую стоимость, требуют специализированного обслуживания и представляют собой серьезную опасность для здоровья. Соскочившая пластина, вызванная неправильной установкой или неисправностью оборудования, способна нанести серьезные травмы рукам или голове работника.
В позиции B расположен листогибочный станок с разрывом (проходом). Изменяя положение роликов, можно настраивать радиус изгиба металлического листа. Управление гибочным станком осуществляется либо вручную, либо с помощью электроники. Эти устройства находят широкое применение и отличаются многофункциональностью:
- Гладкие вальцы используются в консервной промышленности для формирования обсадных труб, широких труб и других аналогичных изделий.
- Ролики могут быть заменены на сплошные валки с профилями из листового металла, разработанные с учетом конструктивных особенностей крыши — конька, ендовы, желоба и фланца.
- Многие модели также оборудованы кронштейном, устройством для удержания и балкой, предназначенной для ручной гибки листов.
Цены на эти модели листовых прессов составляют примерно 2000 долларов. Многие из них оборудованы фигурными роликами для формования профилей из листового металла или обладают возможностью последующей установки таких роликов. Однако, поскольку аппараты уже разобраны, их нельзя квалифицировать как «гибочный ролик». Если вам нужно выполнить сгибание небольшого фрагмента, вы можете сделать это прямо сейчас, и нет смысла инвестировать в приобретение целого листа.
Примечание: Существует также один интересный вид устройства для гибки листов, но из-за его высокой функциональности и относительно невысокой стоимости ему уделен отдельный раздел.
Листогиб не является подходящим инструментом для формирования деталей, намеченных к дальнейшей художественной ковке, поскольку его нож не рассчитан на фигурную обработку стальных элементов толщиной 2 мм и более. Гибкое лезвие в основном предназначено для прямолинейной резки. Для решения данной задачи рекомендуется применять специализированное оборудование для металлургии более высокого уровня.
Самостоятельное изготовление листогиба: чертежи, видеоинструкции, описание + Видео
Изготовление изделий из листового металла своими руками: чертежи, видео и подробное описание. Из листового металла можно создать множество различных предметов, таких как водосточные системы, декоративные элементы для облицовки крыш, пороги для цоколя, уголки для конструкций из металлических профилей и многое другое.
Все это можно выполнить с использованием специализированного гибочного станка, либо же применяя самодельный гибочный механизм, что вовсе не является сложной задачей. Об этом стоит говорить и обсуждать.
Типы
Существует три основных типа станков для гибки листового металла:
- Простой ручной метод, при котором сгибание металла осуществляется за счет приложения физической силы. С помощью такого устройства возможно изгибать листы под любым углом — от нескольких градусов до полного оборота в 360 градусов.
- Гидравлическое оборудование, в котором лист metal формируется в заданную конфигурацию с помощью специальных штрихов. Эти штрихи могут быть как прямыми, так и изогнутыми. Данные машины считаются профессиональными и активно используются как крупными, так и средними предприятиями.
- Вальцы или цилиндрические вальцы, которые не изгибают лист по прямой линии, а придают ему округлую форму. Они находят применение в производстве труб и схожих изделий.
Все приведенные выше устройства относятся к механизмам для гибки листового металла. Своими руками легче будет создать оборудование первого типа, тогда как изготовление третьего окажется несколько более сложным. Давайте подробнее рассмотрим, как можно сделать станок для гибки листового металла самостоятельно, включая видеоинструкции.
Простые (ручные)
Фасонные металлические элементы имеют высокую стоимость, зачастую превышающую цену профнастила или металлочерепицы. Поэтому стоит рассмотреть возможность изготовления простейшего станка для гибки листового металла. С его помощью можно производить любой объем уголков, порогов и других необходимых деталей, принимая во внимание их размеры.
Кроме того, не стоит переживать о качестве поверхности. В продаже имеются листы, которые не только оцинкованы, но и уже покрыты краской. Каждый дизайнерский лист будет надежно фиксироваться, чтобы избежать скольжения по столу в процессе работы, а также предотвратить загрязнение и повреждение краски.
Листы также не повреждаются в местах сгиба, благодаря чему изделия сохраняют привлекательный внешний вид. При должной аккуратности ваши изделия могут выглядеть даже превосходнее, чем те, что предлагают в магазинах.
Листогиб из металлических уголков
Для создания одного из изделий вам потребуется ровная поверхность, например, стол, предпочтительно металлический, и три уголка с шириной полки не менее 4,5 см и толщиной металла не менее 0,3 см. Если планируете гнуть большие заготовки (длиной свыше 1 метра), рекомендуется выбрать уголки с большей шириной и толщиной. Также можно применять готовые материалы, однако они нужны для гибки листов большего размера и толщины. Кроме того, вам понадобятся две металлические дверные петли и ещё два шурупа диаметром от 1 до 2 см, оснащенные «винтами с накатанной головкой», а также пружина. Для сварки петель и выполнения отверстий потребуется сварочный аппарат или дрель со сверлом, предназначенным для работы с металлом.
Для создания гибочной пластины своими руками вам понадобятся: бычок диаметром 7 см — три отрезка по 2,5 метра, два болта диаметром 2 см и небольшой кусок металла толщиной 0,5 см.
Процесс выполнения следующий:
- Сложите два тройника вместе и сделайте вырезы на обоих концах для петель. Концы пазов необходимо скошить под углом 45 градусов, третий тройник также нужно вырезать подобным образом, но глубина паза должна быть немного больше, поскольку это будет толкающая планка, которая должна свободно перемещаться.
- Прикрепите петли с обеих сторон (спереди и сзади).
- Приварите две скобы с каждой стороны к другой стороне балки. Это позволит вставить винт для закрепления зажимной пластины.
- Приварите гайку к каждой балке.
- Прикрепите зажимную пластину и выполните сварку металлических пластин с отверстием в центре. Диаметр отверстия должен быть чуть больше диаметра болта. Отверстия нужно отцентровать так, чтобы они совпадали с приваренной гайкой. Сварка.
- Обрежьте пружину так, чтобы она могла поднять планку на 0,5-0,7 см. Затем пропустите болт через «ушко», вставьте пружину и подтяните гайку. Установка аналогичной пружины с противоположной стороны позволит зажиму подниматься автоматически при откручивании.
- Приварите два отрезка арматуры к головке винта — они будут служить ручками для управления винтом.
- Сваривайте ручку с подвижной Т-образной перекладиной, и вы будете готовы к работе.
Итоги
Управление машиной осуществляется с помощью рукоятки, которую необходимо соединить с одним из валов. После этого крутящий момент передается на другие шкивы через систему шестерен. Важно правильно выбрать шестерни, чтобы скорость вращения оставалась равномерной. Если машина предназначена для производства труб, верхний ролик должен быть съемным с одной стороны и оснащен механизмом быстрого снятия. Когда пластина будет свернута в трубу, ее невозможно будет убрать.
Для выполнения работы вам понадобятся металлические дверные петли (по две штуки), два больших шурупа диаметром от 10 до 20 мм, «крылья» для них и пружина. Также потребуется сварочный аппарат для приваривания петель и просверливания отверстий (или дрель с насадкой по металлу).
Установка направляющих для зажима
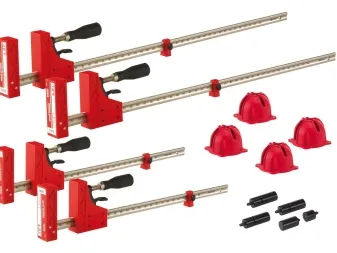
Чтобы листовой металл, с которым вы работаете, не «раскачивался» во время сгибания, используйте струбцины. Для правильной работы струбцин гвозди следует установить с обеих сторон канала. Они не должны быть приварены, так как в будущем может возникнуть необходимость в их замене. Более целесообразно будет просверлить канал и закрепить гвозди с помощью гаек.

ФОТО: YouTube.com Гвозди установлены, теперь можно устанавливать зажимной элемент.
Процесс создания и установки зажимного элемента для листогиба
Зажим изготавливается из того же материала, что и рабочая платформа, предназначенная для гибки листов. После того как загиб был отрезан до необходимого размера, к нему сварен небольшой металлический пластина с отверстиями по обеим сторонам. Теперь необходимо прикрепить к штифтам пружины (например, клапанные пружины от любого автомобиля), чтобы немного приподнять кронштейн, после чего следует установить уголок на свое место.

ФОТО: YouTube.com Это изображение показывает струбцину, предназначенную для гибки листового металла.
Небольшие усовершенствования зажима
Для функционирования зажимного механизма потребуется приварить пару гаек к Т-образным элементам трубы с диаметром полдюйма. С их помощью металлический лист надежно фиксируется к устройству.
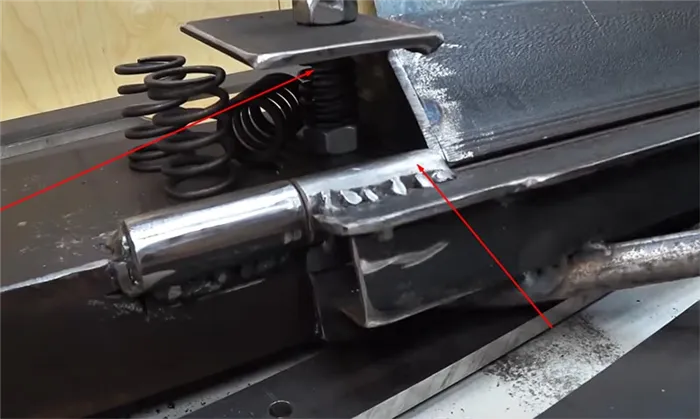
ФОТО: YouTube.com Вот так выглядит механизм зажима листового металла в собранном состоянии.
Реакция (отдача) согнутого листа на балку (и зажим, но об этом подробнее ниже) неравномерна по ширине. В центре, где каждый элементарный (микроскопический; это признак дифференциации и интеграции) участок металла окружен со всех сторон таким же металлом, она достигает максимума. По краям, где отсутствует боковая поддержка, эта реакция минимальна.
Заключение
Если создание ручного станка для гибки листового металла выходит за пределы ваших навыков и опыта, то стоит рассмотреть возможность покупки готового устройства. Его стоимость составляет примерно 60 000 рублей. Однако этот вариант подходит только тем, кто не желает регулярно терять прибыль из-за прогиба.
Смотрите ниже, как изготовить гибочный станок самостоятельно.
Основой для подобных устройств становятся стальные швеллеры и уголки. Мы не будем углубляться в их размеры, так как каждый должен решить эту задачу самостоятельно, основываясь на толщине обрабатываемого металла. Чем более толстый листовой металл, тем более прочные детали потребуются для конструкции устройства.
Подготовка материалов и инструментов
Для создания станка, предназначенного для гибки листового металла, вам понадобятся следующие инструменты и расходные материалы:
- Электродрель с набором сверл различных диаметров,
- шлифовальная машина с отрезными и абразивными кругами,
- сварочный аппарат с комплектом электродов,
- тиски для верстака и набор зажимов,
- инструменты ручного типа (молоток, кувалда, плоскогубцы, перфоратор, дрель, напильник).



Если нет возможности подключиться к электрической сети, для использования инструментов потребуется удлинитель соответствующей длины.
Потребуются следующие материалы:
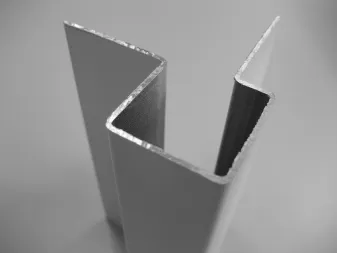
- Стальной угловой профиль с плотными стенками;
- Винты, гайки и шайбы (вместо шайб можно использовать специальные прокладки);
- Каналы (U-профили с частично суженными концами);
- Штифты (используемые в качестве крепежных элементов);
- Арматура (можно применять арматуру с гладкой поверхностью);
- Комплект подшипников (если они предусмотрены в механизме).



После того как нужно подготовить электрооборудование, расходные материалы и инструменты, можно переходить к сборке станка для гибки листового металла.
Пошаговая инструкция по изготовлению
Существует три основных метода гибки листового металла: ручной, цилиндрический и гидравлический, каждый из которых включает уникальные конструкции. Начнем с углового трубогиба (Т-образного).
Из уголка
Использование одного или двух углов в качестве основы — это наиболее распространенная конструкция. Вам понадобится большая плоская платформа (верстак). Идеально, если верстак будет подложен листом, толщина которого превышает толщину сгибаемого металла.
Ширина уголка должна составлять не менее 4,5 см, а его толщина – не менее 3 мм. При работе с большими листами (один метр и более) необходимы уголки большей толщины и ширины, также подходят тройники (двойные тройники).
Приобретите две стальные дверные петли, а также болты и гайки длиной от 10 до 20 мм и пружины. Рекомендуется выбирать петли-бабочки с винтовыми головками, так как их конструкция усилена и способна переносить большие нагрузки.

Следуйте приведённым ниже инструкциям.
- Объедините два Т-образных профиля и вырежьте пазы для петелек на обоих концах. Углы каждой петли необходимо отрезать под 45 градусов.
- Подобным образом изготовьте третий Т-образный профиль, сделав выемку более глубокой. Этот надрез нужен для того, чтобы удерживать изогнутые элементы вместе и обеспечивать их легкое перемещение.
- Приклейте петли с обеих сторон, как спереди, так и сзади. Проверьте, что сварные швы ровные и плотные — петля не должна быть ослаблена.
- Приварите два уголка к одной из сторон одного из тройников, который в данный момент находится у вас на виду. Это позволит надежно закрепить крепежный болт зажима.
- Приварите гайки к фаскам.
- Закрепите зажимную планку (Т-образная планка со срезанной стороной).
- Приварите стальные пластины сверху, сделав по центру каждого элемента отверстие. Винт должен свободно проходить через это отверстие.
- Сделайте так, чтобы отверстия совпадали с гайкой; приварите пластины на место после выравнивания.
- Отметьте и отрежьте некоторый участок пружины, чтобы её сила была достаточной для поднятия зажимной пластины примерно на 6 мм.
- Присоедините болт к зажимной пластине, вставьте пружину и зафиксируйте гайку. Аналогичным образом вставьте кусок пружины с другой стороны. При ослаблении винта зажимная пластина должна автоматически подниматься.
- Приварите два куска арматуры к головке болта, чтобы он мог выполнять функцию зажимной ручки.
- Установите трубчатые пластины из пластиковых или деревянных материалов на рукоятку. Также можно применить старые велосипедные рукоятки.
Теперь гибочный станок готов к эксплуатации. Блок также может быть изготовлен из двутавровой балки, при этом верхний конец двутавровой балки – зажимной конец – фиксируется к нижнему концу с помощью шарнира.
Другой конец двутавровой балки удерживается в заданном положении клином или кулачком.
Из швеллера
Замена углового или Т-профиля на U-профиль значительно увеличивает срок службы листогибочного станка. Основные компоненты, установленные в канале, остаются без изменений.
При использовании швеллера балка не будет преждевременно изгибаться. Однако наклонный пруток менее устойчив к перегрузкам: даже малейший изгиб может значительно ухудшить качество работы, что потребует повторного сгибания листа после выравнивания и наладки машины.
Полезные советы
Рекомендуется покрыть краской всю конструкцию, поскольку она предназначена для использования в саду, а не в помещении. Своевременная обработка защитным составом позволяет избежать появления ржавчины.
Избегайте применения изогнутой деревянной доски для изгиба листов толщиной свыше 1 мм, так как это может привести к быстрой поломке. Она не предназначена для работы с такой толщиной материала.
Лучше использовать гибочный станок, который подходит именно для работы с тонкой сталью. Если попытаться согнуть лист слишком быстро, он может сломаться и покрыться трещинами. Особенно это касается обычного оцинкованного листа, который со временем подвергается разрушению из-за образовавшихся трещин. Каждое оборудование рассчитано на определенную нагрузку, и его следует использовать в соответствии с указанными рекомендациями.
Гибка листового металла толщиной более 2 мм на высокомощном листогибочном станке зачастую требует усилий, превышающих возможности одного работника. Даже с длинными руками может понадобиться поддержка других специалистов для сгибания стали. На профессиональных ручных прессах стальные листы обрабатываются группой из двух-трех человек или с использованием механических устройств с двигателем мощностью 12 кВт. Последний метод часто применяется на предприятиях, занимающихся производством сборных деталей из листового металла, таких как волнистые кровельные покрытия, коньковые уголки, трубы, L-образные молдинги и другие изделия.



Качественный пресс не повредит окрашенную или оцинкованную поверхность металлического листа при его сгибании. Чтобы избежать появления царапин и повреждений на этом покрытии, следует аккуратно укладывать листы на гибочный станок.
Каждый листогибочный станок подвержен естественному износу, даже если он отличается высоким качеством и надежностью. Подвижные и вращающиеся элементы (такие как шарниры и подшипники) необходимо смазывать как минимум раз в год — при редком использовании. Если станок используется часто и долго, смазку может потребоваться проводить ежемесячно или каждые три месяца, так как эти детали испытывают значительные нагрузки и работают без постоянного трения. Также стоит проверить края направляющих — со временем они могут стать менее острыми и появятся зазубрины, что негативно скажется на качестве сгибания листового металла, приводя к образованию вмятин и морщин.
Откажитесь от использования листов из нержавеющей стали в качестве рабочего материала. Высокая пластичность данного сплава усложняет процесс обработки этих листов.
При конструировании машины для гибки листового металла избегайте сварных швов, так как они могут пострадать под воздействием постоянно меняющихся нагрузок.
Старайтесь создать машину максимально простой, не добавляя ненужных деталей. Простота конструкций способствует надежности. Избыточные элементы могут увеличить общий вес устройства.


Листогиб не предназначен для обработки деталей, которые в дальнейшем будут использоваться в художественной ковке, так как его лезвие не подходит для фигурной резки стальных компонентов толщиной 2 мм и более. Сгибающий инструмент, как правило, осуществляет резку только в прямом направлении. Для решения данной задачи стоит применять специализированное оборудование, которое обеспечит необходимый уровень металлургической обработки.
При эксплуатации электроинструментов, таких как трубогибы, следует надевать защитные перчатки, очки и специальную одежду. Это поможет минимизировать риск травм из-за случайных движений. Во время работы ремни работников не должны быть зафиксированы на самой машине.











