Современные технологии полуавтоматической сварки MIG/MAG находят свое применение для соединения различных типов металлов, таких как алюминий, высоколегированные и низколегированные стали, а также для сварки различных сплавов с нержавеющей сталью. В этой статье мы подробно рассмотрим особенности полуавтоматической сварки, особенно в отношении нержавеющей стали и других металлов.
Использование защитного газа — это критически важное условие для достижения высокой прочности сварных швов. Правильная защита помогает минимизировать количество пор, возникающих в результате процессов, и снижает образование шлака, что способствует улучшению качества и долговечности соединений.
Однако необходимость в использовании защитного газа накладывает определенные требования на оборудование, применяемое в процессе сварки. Все вспомогательные устройства можно разделить на две основные категории:
- Оборудование, непосредственно задействованное в процессе сварки.
- Средства обеспечения безопасности при сварочных работах.
- Это включает в себя аппараты полуавтоматической сварки, использующие источники электрического тока;
- Газовые баллоны или аналогичные емкости, в которые подается защитный газ;
- Сварочные кабели, предназначенные для подачи питания к свариваемым металлам;
- Трубки для подачи защитного газа;
- Газовые горелки;
- Устройства для подачи сварочной проволоки.
Современные устройства защитного газа зачастую имеют единую конструкцию, в которой объединяются горелка и механизм подачи сварочной проволоки. Это позволяет минимизировать поступление воздуха в область сварки, что снижает количество образующегося шлака и способствует охлаждению металла. Также объединение проводов и труб в одном корпусе упрощает манипуляции во время сварки.
Работа с устройствами подачи проволоки дает сварщику возможность точно регулировать скорость подачи проволоки, что значительно уменьшает разбрызгивание металла во время сварки.
Что касается ориентировочной стоимости сварочных полуавтоматов с механизмами подачи проволоки, эта информация варьируется в зависимости от характеристик устройств и их производителя.
- Защитная одежда. Основные требования к ней — это снижение риска получения ожогов сварщика от брызг расплавленного металла, а также предотвращение воспламенения одежды при контакте с поднявшимися температурными частями (это достигается посредством специальной огнестойкой пропитки материалов).
- Маски. Их необходимое использование направлено на защиту лица сварщика, в первую очередь глаз, от высоких температур, потенциально способных вызвать серьезные ожоги кожи и глаз.
- Защитные перчатки. Они должны соответствовать двум основным критериям — исключение ожогов от расплавленного металла в виде микроскопических капель и защита от электрического тока, который может возникнуть от контакта со сварочными элементами или ошибками в работе оборудования.
Выбор газа
Полуавтоматическая сварка без защитного газа возможна в том случае, если используется присадочная проволока с проточным сердечником, который предотвращает доступ воздуха к шву во время сварки. Этот способ часто используется при достижении качественных соединений в условиях, когда атмосфера менее важна.
Если же используется проволока без специального покрытия, требуется применение определенного защитного газа, чтобы обеспечить надежную защиту сварного шва от попадания воздуха. Это особенно важно для предотвращения коррозии и ухудшения свойств сварного соединения.
Для сварки нержавеющей стали существует возможность использования комбинации двух газов.
Опытные сварщики применяют для данной сварки специальную смесь аргона и углекислого газа, где наиболее распространенные пропорции находятся на уровне 98% аргона и 2% углекислого газа.
Однако выбор смеси всегда индивидуален и может зависеть от множества факторов, включая уровень опыта сварщика, личные предпочтения и технические требования к качеству и внешнему виду шва. Главное требование — обеспечить максимальную защиту зоны сварки, что критично для получения высококачественного результа.
Топоры различной стоимости можно найти на популярных платформах, таких как Яндекс.Маркет, что позволяет выбрать подходящие варианты в зависимости от бюджета.
Варианты настройки режимов сварочного аппарата
Для получения максимального качества сварного соединения и обеспечения прочности соединения, которое не подвергнется разрушению вскоре после завершения работ, необходимо корректно настроить функциональный режим сварочного аппарата.
При выборе параметров работы машины стоит учитывать следующие исходные данные:
- Тип соединяемых элементов (нижний угловой шарнир, шарнир конечности или вертикальный пространственный шарнир);
- Толщина свариваемого металла (чем толще металл, тем больше требуется сварочный ток и напряжение);
- Толщина сварочной проволоки (как правило, сварочный ток и напряжение также зависят от толщины используемой проволоки);
- Наличие зазоров в процессе соединения и размеры этих зазоров.
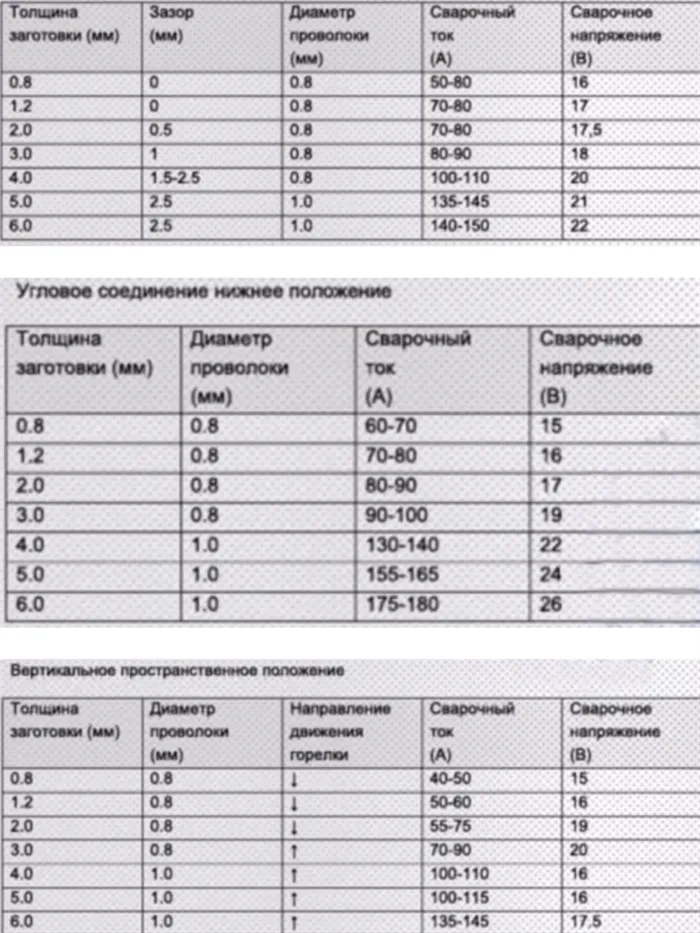
Например, для сварки деталей толщиной 0,8 мм без зазоров с проволокой диаметром 0,8 мм, сварочный ток должен быть в пределах 50-80 А, в то время как сварочное напряжение должно превышать 16 В.
Важные параметры процесса свариваемости представлены в таблице, где можно увидеть влияние различных факторов на конечный результат.
Во время сварки проволока добавляется одновременно с металлом, заполняя сварной шов вместе с расплавленным материалом. Существует два основных типа проволоки: с проточным сердечником и твердая с минимальным содержанием углерода и кремния, что позволяет достичь высокой устойчивости к окислению.
Сварка нержавейки полуавтоматом с другими типами металлов
Полуавтоматическая сварка MIG/MAG активно используется для соединения алюминия, высоколегированных и низколегированных сталей, а также для соединения различных сплавов с нержавеющей сталью, что делает её универсальным инструментом в металлообработке. Рассмотрим более детально особенности сварки нержавеющей стали и других металлов в рамках этих процессов.
- При сварке черных металлов свойства текучести могут изменяться, и рабочая зона требует защиты от атмосферного воздействия для предотвращения окисления.
- Сварка стали ST40 с проволокой 08Г2С, предназначенной для работы с черными металлами, исключает риск деформации (появления разрывов) шва через охлаждение до пределы.
- Для сцепления меди с нержавеющей сталью требуется применение расплава и флюса, чтобы достичь необходимого эффекта.
- Импульсная сварка нержавеющей стали с алюминием и другими металлами позволяет достигать высококачественных швов благодаря их коррозионной стойкости и контролируемому температурному воздействию.
- Сваривание алюминия с нержавеющей сталью обычно выполняется проволокой медного типа с плавным перемещением для достижения лучшего результата.

Рекомендации и нюансы
Полуавтоматическая сварка MIG/MAG нержавеющей стали обладает определенным набором особенностей, которые следует учитывать при выполнении сварочных работ для достижения наилучших результатов.
- Одним из методов, практикуемых во время процесса сварки, является использование режима двойного импульса. В данном режиме высоким импульсом достигается высокопроизводительный сварной шов, в то время как низкий импульс обеспечивает охлаждение металла и предотвращение образования нежелательных покрытий и деформаций. Данная функция улучшает теплообмен между расплавленным металлом и швом, что в свою очередь положительно сказывается на качестве сварки. Режим двойного импульса реализован в аппарате TRITON ALUMIG 250PDpulseSynergic.
- При сварке рекомендуется использовать обратную полярность. Сварка на фронтальной полярности эффективна только когда выполняется под защитным газом.
- Типовым защитным газом в этом процессе является смесь углекислого газа с аргон.
- Проход сварочной проволоки StS должен быть в пределах 6-12 мм. Среднюю скорость потока защитного газа следует настраивать в диапазоне от 6 до 12 м³/ч для наилучшего качества сварного шва.
- Для обеспечения глубокого проникновения и правильного профиля сварного соединения деталь стоит повернуть задом при сварке. Такой подход обеспечивает необходимую прочность, в то время как соединение под прямым углом подходит, когда требуется малое проплавление, например, для тонких листов металла или широких профилей.
Обработка нержавейки после проведения сварочных работ
При процессе MIG/MAG-сварки нержавеющая сталь подвергается образованию пористого слоя оксида. Важный элемент — это наличие хрома в составе металла, который может снижать его прочностные характеристики и увеличивать подверженность коррозии. Чтобы устранить данные дефекты, необходимо тщательно подготовить и провести обработку заготовки после сварки.
Перед началом сварочных работ следует выполнить следующие действия:
- Очистить рабочую поверхность заготовки от загрязнений, таких как масло, ржавчина и другие посторонние вещества;
- Обезжирить поверхность ацетоном или другим подходящим растворителем для достижения полной чистоты.
По окончании сварки необходимо тщательно проверить внешний вид шва и в случае необходимости обработать его с помощью шлифовальных инструментов или песка.

Для тонких нержавеющих сталей рекомендуется использовать дуговые сварные швы маленьких размеров, чтобы предотвратить риск появления прожогов. Толстые детали из легированной нержавеющей стали в процессе производства соединяются методом напыления, где используется проволока с проточным сердечником и специализированная головка.
При сварке нержавеющей стали с использованием полуавтомата подготовительные процедуры должны включать следующие этапы:
- Очистка прилегающих к шву частей до блеска с использованием металлической щетки;
- Если толщина детали превышает 4 мм, края деталей необходимо скашивать для улучшения качества сварного соединения;
- Обезжиривание элементов спиртом, ацетоном, бензином или любыми доступными растворителями;
- Нагревание краев до температуры 100°C в пламени для удаления влаги, что является важным этапом подготовки;
- Для снижения внутренних напряжений перед сваркой рекомендуется разогреть металл до 200°C.
Следует отметить, что в случае использования полуавтоматов для сварки нержавеющей стали толщиной более 2-3 мм, вполне достаточно мощности аппарата до 10 кВт. Напряжение можно регулировать в диапазоне от 19 до 25 В, а скорость подачи проволоки составляет от 290 до 490 м/ч, в зависимости от уровня опытности сварщика. К тому же, параметры, такие как глубина проплавления, длина дуги и форма сварного шва, могут быть отрегулированы в зависимости от нужд процесса. Чем больше сила тока, тем меньше глубина проникновения, что влияет на качество шва.
Польша не может обойтись без основных принципов выполнения сварочных работ, независимо от того, используется ли полуавтомат для сварки CO2 или аргонового типа. Существует несколько общих правил, которые обязательно следует учитывать:
- Работа выполняется с током обратной полярности.
- Горелка должна быть установлена под определенным углом для достижения необходимой глубины проплавления и ширины шва.
- Выступ провода не должен превышать 12 мм, чтобы избежать проблем с качеством соединения.
- Скорость потока защитного газа должна колебаться в пределах от 6 до 12 м³/ч для минимизации возможных дефектов соединения.
- Защитный газ должен проходить через влагопоглотитель на основе сульфата меди для удаления влаги. Перед применением их обязательно обжигают при температуре 200°C в течение 20 минут.
- Для защиты прилегающих к шву участков от высокой температуры рекомендуется обрабатывать их водорастворимым мелом.
- Во избежание образования водородных трещин сварка должна начинаться с 5 мм от края заготовки.
- Движение электрода должно быть плавным и постоянным, без боковых смещений, чтобы расплавленный металл не выходил за пределы зоны защитной среды.
Заключительные работы
Во время монтажа заготовка подвергается воздействию высоких температур, что может привести к образованию пузырей в материале. Удалить их можно легким ударом молотка по металлу, начиная от краев и продвигаясь к центру. Если пузырьки не удается устранить с первого раза, процедуру можно повторить, предварительно нагревая область газовой горелкой.
Поверхности, куда попадают брызги расплавленного металла, очищаются при помощи металлической щетки или абразивных инструментов. В случае появления окалины на швах, которые уже покрыты ржавчиной, рекомендуется обработка специальными составами для ее удаления. Для обеспечения коррозийной устойчивости сварного соединения на него наносится специальное средство, способствующее образованию пленки оксида хрома.
Полезные советы
Чтобы углубить свои знания о том, как правильно выполнять сварку нержавеющей стали с использованием полуавтомата, полезно прислушиваться к рекомендациям профессионалов в данной области.
- Сварка в газовой среде должна проводиться с током обратной полярности и под защитным флюсом.
- Расстояние между электродной проволокой и швом должно поддерживаться в диапазоне от 5 до 15 мм для оптимальных результатов.
- Наиболее удобное направление перемещения факела — слева направо и от себя, что снижает риск ухудшения качества шва.
- Для соединения толстостенных деталей рекомендуется наклон угла подключения от 5 до 10 градусов, что позволяет достигать глубокого проникновения.
- При применении тонких листов нержавеющей стали необходимо наклонить полуавтоматические резаки вперед для уменьшения глубины проплавления, что исключает вероятность ожогов.
Несмотря на некоторые сложности при освоении полуавтоматической сварки нержавеющей стали, стремление и регулярная практика позволят каждому успешно овладеть данным искусством. Однако одних знаний не достаточно — практическое применение навыков является ключом к созданию качественных сварных швов, которые невозможно получить никаким другим способом.











