При проведении пайки без применения флюса учтите, что паяльник должен быть отводным, чтобы компоненты припоя могли эффективно взаимодействовать с металлом, создавая качественное и надежное соединение.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Сварка алюминия представляет собой сложный процесс, который требует особого подхода, особенно в домашних условиях. Эта сложность возникает из-за уникальных свойств алюминия, которые затрудняют соединение отдельных частей данного металла с другими материалами. Пайка и сварка алюминия должны выполняться с соблюдением специальных процедур, чтобы гарантировать высокое качество сварного шва. При этом опыт и навыки мастера, осуществляющего сварку алюминиевых компонентов, играют значительную роль в достижении успешного результата.
Множество людей, пробующих паять алюминий в домашних условиях, сталкиваются с проблемой — припой не прилипает к поверхности деталей. Причиной этого является наличие на алюминии устойчивого оксидного слоя, обладающего низкой адгезией, что делает соединение сложным процессом. Методы сварки алюминия в домашних условиях зачастую сводятся к усилиям по преодолению этого защитного слоя, что может быть трудным и требовать времени.
В минералогии оксид алюминия известен под названием корунда. Этот минерал характеризуется образованием прозрачных кристаллов, которые по своей красоте могут быть использованы как драгоценные камни. Цвет корунда может варьироваться в зависимости от примесей: например, хром придаёт корунду красноватый оттенок, в то время как сапфир может быть голубоватым. Оксидный слой, покрывающий алюминий, отличается высокой прочностью и не поддаётся сварке без предварительного удаления. Для успешной сварки алюминиевых деталей необходимо сначала устранить этот оксидный слой, что открывает доступ к самому металлу и позволяет произвести сварку.

Флюс при сварке играет основополагающую роль, так как он является высокореактивным веществом, которое требует тщательной очистки после завершения работ. Для удаления флюса можно использовать водно-щелочной раствор; пищевую соду часто применяют в качестве травителя, так как она эффективно справляется с этой задачей. После обработки поверхности раствором гидроксида натрия важно тщательно промыть шов чистой водой, чтобы устранить остатки химических веществ. Кроме того, необходимо защитить дыхательные пути, так как пары флюса могут вызывать значительный дискомфорт и раздражение слизистых оболочек дыхательных путей. Наиболее популярные флюсы стоит рассмотреть подробнее.
Канифоль
Канифоль является одним из самых распространенных флюсов, используемым для соединения различных металлов. Однако в случае алюминия её эффективность снижается, так как она активна только в отсутствие кислорода. В связи с этим канифоль редко используется для пайки алюминия. Время, необходимое для переработки канифоли, значительно больше, а общий уровень эффективности её использования ниже. Этот флюс в меньшей степени подходит для профессионалов, поскольку позволяет выполнять сварку, однако качество создаваемого шва сравнимо с низким.
Порошковый флюс
Процесс сварки алюминия с использованием газовой горелки зачастую предполагает применение порошкового флюса. Важно избегать добавления кислорода в пламя, поскольку это может негативно сказываться на эффективности флюса. Среди наиболее распространённых порошковых флюсов можно выделить:
- F-34A,
- Боракс,
- Ацетилсалициловая кислота,
- Сварочная смазка.

Флюс F-34A является активным и состоит из смеси химических соединений: 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Его применение может быть очень полезным, особенно в комбинации с клеями, содержащими соответствующие химические добавки. Следует отметить, что этот флюс гигроскопичен и легко растворим в воде.
Боракс представляет собой порошок, который плавится при температуре 700 °C и также растворим в воде. Его можно легко смыть водной лимонной кислотой, что делает его удобным для очистки. Боракс отличается своей доступной ценой.
Ацетилсалициловая кислота доступна в форме таблеток аспирина. При нагревании с помощью горелки она выделяет токсичные пары, которые могут вызывать сильное раздражение носа, глаз и органов дыхания, поэтому работать с ней следует с осторожностью.
Сварочное масло, состоящее из парафина, хлорида аммония, цинка и деионизированной воды, показывает высокую эффективность при использовании на предварительно нагретых и законсервированных металлических деталях. После завершения сварки алюминиевых изделий обязательно следует смывать остатки флюса, так как они могут негативно повлиять на структуру металла и вызвать его коррозию.
Жидкий флюс
Жидкий флюс наносится на сварной шов тонким слоем, быстро испаряется и образует горячие пары на поверхности при работе с паяльником. Флюс F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и деионизированную воду. Он отлично разрушает оксидный слой, что позволяет осуществлять сварку более крупных алюминиевых деталей. Данный флюс также подходит для сварки таких металлов, как медь, алюминий, оцинкованное железо и другие.
Флюс F-61 на основе триэтаноламина, фторбората аммония и фторбората цинка используется для пайки и сварки алюминиевых сплавов при температурах до 250 °C. Castolin Alutin 51 L, содержащий кадмий, свинец и 32% олова, показывает наилучшие результаты при температуре выше 160 °C.
Все вышеперечисленные флюсы могут использоваться для сварки различных алюминиевых изделий, таких как алюминиевые банки, поковки различных размеров, а также детали из дюропласта и дуропласта, что делает их универсальными инструментами в арсенале мастера.
Припой для пайки алюминия
При сварке алюминия используют припой на основе цинка или алюминия, в который для улучшения свойств, понижения температуры плавления и увеличения прочности добавляются различные присадки. Эти припои производятся в таких странах, как США, Германия, Франция и Россия. Рассмотрим подробнее некоторые из них.
Одним из наиболее известных и рекламируемых паяльных материалов для сварки алюминия считается HTS 2000, производимый американской компанией. Этот припой обладает некоторыми недостатками, так как создаёт хрупкое соединение, которое не защищает от проникновения воздуха и влаги. При этом без флюса его эффективное применение невозможно.
Припой Castolin 192FBK базируется на 97% цинка и 2% алюминия и производится во Франции. Он широко используется для соединения металлов при температуре 280 °C. Castolin также предлагает другие алюминиевые припои, такие как 1827 и AluFlam-190, которые также эффективны для сварки меди и алюминия.

Castolin 192FBK — это трубчатый припой с флюсовым сердечником, который продаётся в слитках. Вес одного слитка составляет 100 граммов, а стоимость колеблется в рамках 100-150 рублей. Этот материал позволяет эффективно заделывать небольшие отверстия и трещины в алюминиевых изделиях.
Chemet Aluminium 13 — это сварочный материал, предназначенный для соединения деталей при температурах 640 °C и выше. Его состав включает 87% алюминия и 13% кремния, а температура плавления составляет около 600 °C. Данная продукция доступна в виде батончиков, содержащих 25 штук на 100 грамм. Для сварки, в среднем, потребуется 100 граммов этого материала. Также выпущена модификация под названием Chemet Aluminium 13-UF, обладающая полой структурой и содержащая флюс в сердечнике. Стоимость 12 стержней весом 100 грамм составляет примерно 700 рублей.
На отечественном рынке также представлены алюминиевые припои. Так, марка 34A используется активно для сварки газовой горелкой, плавится при температуре 525 °C и отлично сваривается с такими сплавами, как АМц, АМ3М, АМг2. 100 граммов данного припоя обойдутся вам в 700 рублей.
Припой марки А состоит из 60% цинка, 36% олова и 2% меди. Его температура плавления составляет 425 °C, а он производится в брусках весом 145 г. Стоимость одного слитка оценивается в 400 руб.
SUPER A+, выпускаемый в Новосибирске, соответствует характеристикам HTS-2000 и используется совместно с флюсом SUPER FA. При этом его стоимость составляет 800 рублей за 100 грамм. При нагревании припой становится вязким, что требует использования стальных инструментов для его равномерного распределения по поверхности соединяемых деталей.
Сварочные работы с алюминием становятся значительно проще, если используются соответствующие материалы. При применении газовой горелки достаточно использовать только один флюс и один шов, что делает процесс более удобным и эффективным, без необходимости в дополнительных сварочных электродах.
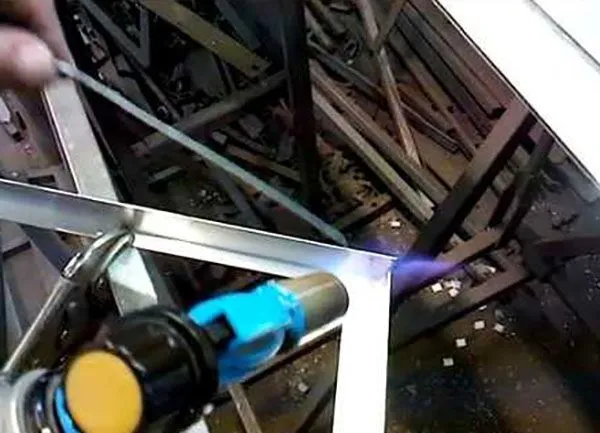
Сварка алюминия газовой горелкой
Необходимость сварки различных алюминиевых компонентов является актуальной как в домашних условиях, так и в производственной сфере, охватывающей не только мелкий ремонт, но и масштабные производственные процессы. Следует отметить, что разные методики и виды сварки металлов не всегда приводят к желаемым результатам, и некоторые из них могут оказаться совершенно неподходящими. В этом контексте газовая сварка алюминия представляет собой востребованный процесс, однако она имеет свои особенности, которые следует изучить прежде всего новичкам. Свариваемость алюминия не столь высока, как у других сплавов, но данный метод привлекателен, поскольку при избыточном нагреве металл может изменить свою структуру, в результате чего серьёзно нарушаются его свойства; именно поэтому сварка не всегда является оптимальным решением. Для обеспечения необходимого качества сварных швов требуется использовать все доступные дополнительные средства, предлагаемые сложившейся со временем инфраструктурой.
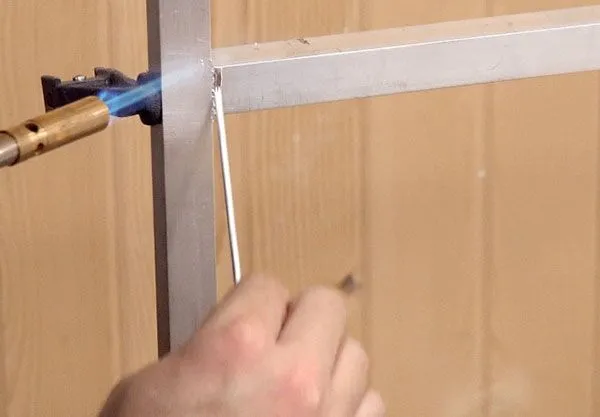
Процесс сварки при помощи газовой горелки чем-то отличается от пайки с использованием паяльника, поскольку в случае с алюминием часто возникают сложности, связанные с образованием оксидного слоя. Этот слой формируется на металле за относительно короткий промежуток времени и может возникнуть даже после предварительной обработки. Газовая сварка предоставляет более широкие возможности в плане регулировки температуры, что делает её более удобным методом, позволяющим работать с как тонкими, так и более массивными алюминиевыми заготовками. Кроме того, в процессе сварки значительно чаще используются дополнительные флюсы и различные технологические добавки, облегчающие процесс. Газовая сварка алюминия в домашних условиях часто позволяет выполнить предварительный нагрев металла и расплавление дополнительных материалов.
Сварка алюминия своими руками сопряжена с определёнными сложностями; требуемый опыт и мастерство становятся особенно важными, так как алюминий является низкоплавким металлом, а сварочный материал — достаточно жидким. Неправильное выполнение шва приводит к тому, что расплавленный материал просто растекается по поверхности, не проникая в шов, что делает сложным и фактически невозможным ремонт даже мелких отверстий. Здесь также важен правильный выбор присадочного металла, поскольку разные процессы сварки требуют соответствующих клеевых материалов. Алюминий можно использовать как для сборки корпусов механизмов, так и для изготовления контейнеров с толстыми стенками, а также для простых электроцепей. Вспышка при сварке алюминиевых кабелей упрощается благодаря эффективному контролю за температурой и интенсивностью пламени.
Преимущества
- Горелка для сварки алюминия универсальна и подходит как для тонких, так и для более толстых металлических изделий;
- Газовая горелка позволяет регулировать интенсивность пламени, что непосредственно влияет на температуру нагрева, в то время как при использовании паяльника может потребоваться ряд различных инструментов с разными характеристиками;
- Газовая горелка может успеть нагреть поверхность металла и расплавить как припой, так и флюс;
- Более медленный темп работы даёт возможность выполнять все действия более скрупулёзно и сосредоточенно;
- Качество получаемых швов при использовании горелки зачастую оказывается выше, чем при работе с паяльником;
- Устройство готово к использованию практически сразу после включения, без необходимости ожидать остывания после работы.











