Если алюминиевый металл не текучий, его можно заменить трансформаторным маслом, а также провести очистку поверхности с помощью наждачной бумаги. Данная процедура помогает замедлить процесс образования оксидного слоя, что является критически важным для последующей пайки.
Пайка алюминия в домашних условиях
Алюминий, известный своим легким весом и высокой прочностью, имеет свойство активно окисляться при взаимодействии с кислородом воздуха. В результате этого процесса на его поверхности образуется тугоплавкий и химически устойчивый оксидный слой. Этот оксидный слой является довольно прочным и может затруднять сварку, так как мешает хорошему контакту со сварочным материалом. Кроме того, важно отметить, что температура плавления алюминия составляет всего 660 градусов по Цельсию, а нагрев до температуры выше 300 градусов значительно снижает прочность изделия, что следует учитывать при работе с алюминиевыми деталями.
Для успешной сварки алюминия требуется использование специализированных химически стойких флюсов и сварочного оборудования, обладающего низкой температурой плавления. Существуют также методы сварки, не требующие флюсов, однако они менее распространены и требуют особого мастерства. Подробности о таких методах будут рассмотрены в отдельной статье.
Для достижения лучшего результата очень важно, чтобы поверхность алюминия была абсолютно чистой. Поэтому перед началом пайки рекомендуется обезжирить место соединения любым подходящим растворителем, например, бензином или другим сильным очищающим составом.
Кроме того, перед сваркой обязательно следует очистить алюминиевый профиль, используя наждачную бумагу или металлическую щетку. Подход к процессу шлифовки заключается в том, что цель состоит не в полном удалении оксидного слоя, а в придании поверхности определенной шероховатости, что увеличивает площадь контакта в области будущего соединения. Это, в свою очередь, положительно сказывается на прочности получаемого шва. Необходимо помнить, что в процессе травления с алюминиевой поверхности оксидный слой действительно удаляется, но вскоре, под воздействием кислорода, образуется новый оксидный слой. Однако новый слой, как правило, значительно тоньше предыдущего, что облегчает работу с флюсами.
Классическая пайка с флюсом
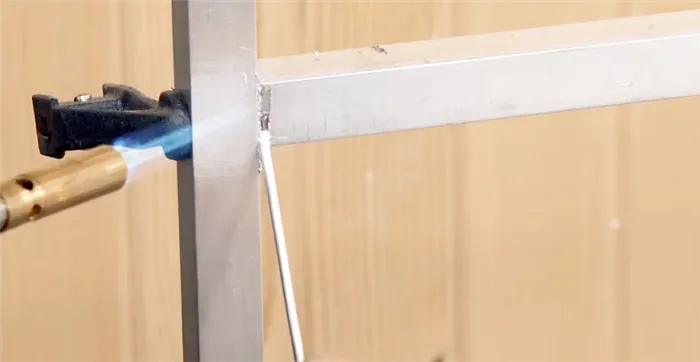
Для начала необходимо нагреть заготовку до нужной температуры для пайки, которая составляет 250-300 градусов Цельсия. Это можно достичь с помощью газовой горелки на пропане или с использованием обычной электрической печи. Важно учесть, что если деталь имеет значительные размеры и требуется локальный нагрев, то следует помнить, что нагретая область может быстро остывать из-за высокой теплопроводности алюминия.
Для разрушения оксидного слоя, образующегося на поверхности алюминия, незаменимым помощником станет специальный флюс. Подходящими вариантами являются флюсы марки F-59A, F-61A, F-64 или другие, четко обозначенные как предназначенные для сварки алюминия.

Нанесите флюс на алюминиевую поверхность и начните процесс пайки.
Существует множество специальных сварочных сплавов, пригодных для работы с алюминием, такими как ZTF (цинк-оловянная сварка) или A250, который часто используется для пайки консервов. Втирайте выбранный сварочный материал в место соединения. Как только деталь достаточно нагреется, сварной шов должен расплавиться при контакте с алюминием и образовать небольшой серый слой. Если это не происходит, продолжайте нагревать деталь до тех пор, пока припой не начнет плавиться.
После завершения основной пайки рекомендуется дополнительно произвести соединение обычным припоем, например, используя маркиPIC 30, 40 или PIC 60.
Пайка с использованием припоев со специальным флюсовым сердечником
На сегодняшний день для пайки алюминия разработаны специальные сварочные стержни, которые содержат как клеевые компоненты, так и флюсовые смеси в виде сердечника. Качественным примером является клей CASTOLIN 192FBK, а также множество аналогичных клеевых составов китайских производителей, доступных на платформе Ali Express. На официальном сайте производителя CASTOLIN также подчеркивается, что флюс, входящий в состав этих клеев, не вызывает коррозии, и в большинстве случаев может оставаться в соединении, поскольку он обладает хорошими защитными свойствами.
Алгоритм действий пайки
В первую очередь, нагрейте алюминиевые детали в области их соединения. Ключевым моментом является то, что сами детали не должны расплавиться, поэтому необходимо тщательно контролировать их температурный режим. Это можно легко сделать с помощью сварочного прута, проводя им вдоль шва. Когда вы замечаете, что сварной шов начинает плавиться на нагретых деталях, это является сигналом того, что достигнута необходимая температура для успешной пайки.
Процесс нагрева может занять от трех до пяти минут. Если вам удастся нагреть сварной шов до температуры плавления, но при этом алюминиевые детали останутся холодными, то сварной шов не будет прилипать к ним.
Важно запомнить: никогда не нагревайте сам сварной шов, поскольку его температура плавления значительно ниже температуры плавления алюминия.
Таким образом, процесс сварки при правильной температуре приводит к получению шва отличного качества.
Почему возникают проблемы с пайкой алюминия
Несмотря на свои прекрасные характеристики, такие как легкость и гибкость, алюминий нередко вызывает трудности во время сварки. Причин этому становится множество. Так как металл не вступает в реакцию с различными продуктами и агрессивными веществами, благодаря формирующемуся на его поверхности оксидному слою, это решение оказывается весьма проблематичным. Однако существуют способы, позволяющие обойти указанные трудности. Чтобы понять, как свести к минимуму сложности сварки алюминия с медью, оловом или другими металлами, имеет смысл подробнее изучить указанные комбинации.
Подготовка к пайке алюминиевых деталей
На стадии подготовительных работ поверхности деталей должны быть тщательно очищены от краски, если таковая имеется, а также от грязи и других загрязняющих веществ. После этого компоненты следует обезжирить с помощью бензина, ацетона либо другого подходящего растворителя, что является необходимым шагом для успешной пайки.
Оксидный слой, который неизменно образуется на металлических поверхностях при контакте с воздухом, также необходимо удалить для обеспечения прочности сварного соединения.
Важно помнить: без должной подготовки к пайке невозможно обеспечить качественное соединение деталей!
Как удалить оксидную пленку
Оксидный слой можно удалить с алюминия в домашних условиях, применяя механические средства. Рекомендуется использовать угловую шлифовальную машину, металлическую щетку, наждачную бумагу или же специальную проволочную ткань из нержавеющей стали.
Существуют также химические методы очистки с использованием кислот, однако такие способы редко применяются в домашних условиях из-за опасности и сложности работы с агрессивными химикатами.
Важно: после удаления оксидного слоя он не исчезает полностью, но становится значительно тоньше, что способствует достижению высокого качества сварки.
На практике в домашних условиях можно осуществить сварку алюминия как с высоким, так и с низким температурным режимами, но в каждом из случаев процесс будет иметь свои особенности.
Пайка алюминия в высокотемпературном режиме
Эта методика оптимально подойдет для соединения крупных деталей. В категорию высокотемпературной пайки входят алюминиевые компоненты с высокими стенками и значительной массой. В данном случае температурный режим должен находиться в пределах 550-650 °C. Для обеспечения необходимого уровня температуры тепла рекомендуется использовать газовое пламя.
Сварку следует осуществлять исключительно после предварительного нагрева компонентов до необходимых температур, чтобы обеспечить расплавление цельного сварного шва.
Пайка алюминия в низкотемпературном режиме
Этот метод сварки идеален для соединения небольших деталей, таких как алюминиевые провода и кабели. В этом случае достаточно температурного режима в пределах 250-450 °C. Для этого лучше всего использовать жидкую пайку.

Подготовка поверхности
Перед началом пайки важно выполнить следующие шаги:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет произведена пайка. Для зачистки воспользуйтесь наждачной бумагой, абразивным кругом или щеткой с щетиной из стальной проволоки. Хотя можно использовать также травление, однако этот метод не так широко распространён, ввиду своей специфики.
Имейте в виду, что полностью удалить оксидный слой невозможно, поскольку на очищенном участке сразу же образуется новый слой. Целью данной зачистки является не полное устранение слоя, а снижение его толщины для упрощения процесса взаимодействия через флюсующее устройство.
Нагрев места пайки
Для пайки мелких деталей рекомендуется использовать паяльник мощностью не менее 100 Вт. Для более крупных предметов потребуется более мощное устройство нагрева.

Также для нагрева следует использовать газовую горелку или сварочную лампу.

Если вы используете резак в качестве нагревательного прибора, учтите следующие аспекты:
- не допускайте перегрева основного металла, так как это может привести к его плавлению. Поэтому в процессе крайне важно регулярно контролировать температуру. Это можно сделать, прикасаясь припоем к нагреваемому элементу; когда припой начнет плавиться, это сигнализирует о том, что достигнута нужная температура;
- избегайте использования кислорода для обогащения газовой смеси, так как это может привести к чрезмерному окислению поверхности металла.
Инструкция по пайке
Сварка алюминиевых деталей не имеет особых отличий от сварки стали или меди, и состоит из следующих операций:
- место пайки подвергается обезжириванию и зачистке;
- производится фиксация деталей в необходимом положении;
- нагревается место соединения;
- к соединяемым элементам прикладывается стержень припоя (с активным флюсом). В случае применения безфлюсового припоя для разрушения оксидной пленки предварительно наносится флюс, а затем трем твердым куском припоя по месту пайки.
Для разрушения слоя оксида алюминия можно также воспользоваться проволочной щеткой. Этот элемент можно использовать для нанесения расплавленного соединения на очищенную поверхность алюминия, тем самым улучшая качество(‘,’);
Процедура сварки алюминия подробно представлена в виде руководства и видеоматериала по ссылке: Сварка алюминия — полная инструкция с видео.
Что делать, если требуется сварка, но нет необходимых материалов?
Если у вас нет возможности задействовать все нужные материалы, можно рассмотреть альтернативный вариант, используя для процесса олово или свинец. Флюс в данном случае можно заменить канифолью. Чтобы предотвратить формирование нового оксидного слоя алюминия в месте старого, травление можно выполнить под расплавленным слоем канифоли.
Паяльник может не только выполнять свои основные функции, но также служить инструментом для разрушения оксидного слоя. Для этого в шип устройства вставляется специальный скребок. Эффективность процесса можно повысить, добавив металлические нити в состав канифоли.
Процесс выполнения такой процедуры может быть следующим:
- нагретый луженый паяльник расплавляет канифоль в месте пайки;
- как только канифоль полностью покроет поверхность, необходимо тереть ею жало паяльника. Это создаст ситуацию, при которой металлические опилки вместе с жалом будут разрушать пленку оксида алюминия. Поскольку расплавленная канифоль не дает воздуху проникнуть к алюминиевой поверхности, новый оксидный слой не сможет образоваться. В процессе разрушения пленки также происходит лужение детали;
- после завершения бизнес-процесса лужения детали соединяются и продолжают нагреваться до достижения температуры плавления припоя.
Важно отметить, что сварка алюминия без применения специально подготовленных материалов является довольно сложной задачей, которая не всегда приводит к успешному результату.
Чтобы не тратить время и усилия на эту непростую задачу, гораздо проще и эффективнее приобрести активный флюс и высокотемпературный припой, что значительно упрощает процесс сварки алюминия, даже если все работы проводятся в условиях домашней мастерской.











