При пайке без флюса обратите внимание на то, что паяльник должен быть отводным, чтобы компоненты припоя могли взаимодействовать с металлом.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Сварка алюминия — сложный процесс для домашнего использования. Сложность обусловлена свойствами металла, которые затрудняют соединение отдельных частей алюминия с другими материалами. Сварка алюминия должна выполняться в соответствии со специальными процедурами для обеспечения качества сварного шва. Опыт мастера, соединяющего алюминиевые детали сваркой, имеет большое значение.
Многие люди пытались паять алюминий в домашних условиях и обнаружили, что припой не хочет прилипать к поверхности деталей. Это связано с образованием на металле устойчивого оксидного слоя, который имеет низкую адгезию к сварочному материалу. Методы сварки алюминия в домашних условиях приводят к борьбе с защитным слоем.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, которые являются драгоценными камнями. Окраска корунда варьируется в зависимости от примесей: Хром имеет красноватый цвет, а сапфир — голубоватый. Оксидный слой чрезвычайно прочен и не поддается сварке. Его необходимо удалить с поверхности, после чего детали можно сварить.

Флюс очень реактивен и после склеивания должен быть смыт водно-щелочным раствором. Пищевая сода очень хорошо подходит в качестве травителя. После раствора гидроксида натрия промойте шов чистой водой. Необходимо защитить дыхательные пути от проглатывания паров флюса. Они могут раздражать слизистые оболочки и попадать в кровь. Наиболее распространенные из них следует рассмотреть отдельно.
Канифоль
Канифоль — самый популярный из всех флюсов. Он используется для соединения различных металлов. В алюминии он работает только при отсутствии воздуха и поэтому используется редко. Время, необходимое для переработки канифоли, больше, а эффективность ниже. Этот флюс не для профессионалов, он может сваривать, но качество шва не сильное.
Порошковый флюс
Алюминий сваривается газовой горелкой с использованием струи порошка. Не рекомендуется добавлять кислород в пламя, так как это снижает эффективность флюса. Наиболее распространенными флюсами являются:
- F-34A,
- Боракс,
- ацетилсалициловая кислота,
- сварочная смазка.

F-34A — это активный флюс, содержащий 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Флюс можно использовать с клеями, содержащими химические добавки. Он гигроскопичен и растворим в воде.
Боракс — это порошок, который плавится при температуре 700 °C, растворим в воде и может быть смыт водной лимонной кислотой. Он характеризуется низкой стоимостью.
Ацетилсалициловая кислота выпускается в форме таблеток аспирина. При нагревании горелкой он выделяет вредные пары, которые обжигают нос, глаза и органы дыхания.
Сварочное масло состоит из парафина, хлорида аммония и цинка и деионизированной воды. Он хорошо работает на предварительно нагретых и законсервированных деталях. После сварки алюминиевых деталей рекомендуется смыть остатки флюса, иначе они будут разрушать металл.
Жидкий флюс
Жидкий флюс наносится на сварной шов тонким слоем. Он быстро испаряется и образует горячие пары при работе с паяльником. Флюс F-64 содержит фториды, тетраэтиламмоний, ингибиторы коррозии и деионизированную воду. Он хорошо разрушает оксидный слой и помогает сваривать большие алюминиевые детали. Подходит для сварки меди, алюминия, оцинкованного железа и других металлов.
F-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется для пайки и сварки алюминиевых сплавов при температуре до 250°C. Castolin Alutin 51 L состоит из кадмия, свинца и 32 % олова. Он наиболее эффективен при температуре выше 160°C.
Любой из этих флюсов может быть использован для сварки алюминиевых банок, алюминиевых поковок различных размеров, алюминиевого дюропласта и алюминиевого дуропласта.
Припой для пайки алюминия
Для сварки алюминия используется сварка на основе цинка или алюминия. Для придания различных свойств, снижения температуры плавления и повышения прочности добавляются детектируемые добавки. Они производятся в Америке, Германии, Франции и России. Давайте рассмотрим некоторые из них.
Распространенной и широко рекламируемой сваркой для алюминия является HTS 2000. Она производится американской компанией. Это действие показывает его хрупкость: сваренные части пропускают воздух и влагу. Без потока он не может быть использован.
Castolin 192FBK создан на основе цинка (97%) и алюминия (2%) и производится во Франции. Castolin производит 1827 и AluFlam-190 для сварки меди и алюминия при температуре 280°C.

Castolin 192FBK — это трубчатый припой с флюсовым сердечником. Он производится в слитках, 100 граммов которых стоят 100-150 рублей. Легко заваривает небольшие отверстия и трещины.
Chemet Aluminium 13 — сварочный материал для сварки деталей при температуре 640°C и выше. Он состоит из алюминия (87%) и кремния (13%) и имеет температуру плавления около 600°C. Он выпускается в виде батончиков, содержащих 25 штук на 100 грамм. На него уходит 100 г металла для сварки. Вариант под названием Chemet Aluminium 13-UF имеет полую структуру и содержит флюс в сердечнике. Стоимость 12 стержней весом 100 грамм составляет 700 рублей.
Алюминиевая сварка также производится отечественными компаниями. Марка 34A используется для сварки газовой горелкой. Плавится при температуре 525°C и хорошо сваривается с такими сплавами, как АМц, АМ3М, АМг2. 100 граммов стоят 700 рублей.
Марка А состоит из 60 % цинка, 36 % олова и 2 % меди. Он плавится при температуре 425 °С. Выпускается в брусках по 145 г. Цена одного слитка составляет 400 руб.
SUPER A+ производится в Новосибирске, соответствует HTS-2000 и используется вместе с флюсом SUPER FA. Его стоимость составляет 800 рублей за 100 г. При расплавлении он становится вязким, поэтому для разравнивания необходимо использовать стальные инструменты.
Сварочные работы с алюминием не представляют сложности при использовании правильных материалов. При работе с газовой горелкой требуется только один флюс и один шов, сварочные электроды не нужны.
Сварка алюминия газовой горелкой
Необходимость в сварке различных компонентов возникает как в бытовых, так и в промышленных условиях, поскольку речь идет не только о мелком ремонте, но и о более масштабных процедурах. Это факт, что различные виды и методы сварки металлов не всегда дают результаты надлежащего качества и не всегда подходят. Поэтому газовая сварка алюминия — довольно популярный процесс, но он имеет некоторые особенности, которые необходимо освоить новичкам. Свариваемость этого металла не такая хорошая, как у других марок, но сварка предпочтительнее, так как при сильном нагреве металл меняет свою структуру и сварка разрушает его свойства, поэтому не всегда можно сваривать. Для поддержания качества необходимо использовать все доступные дополнительные средства, предлагаемые сложившейся со временем инфраструктурой.
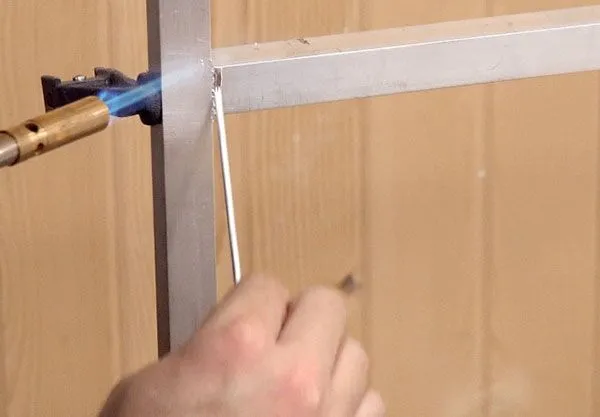
Сварка алюминия газовой горелкой
При работе с алюминием возникают проблемы с оксидным слоем, который покрывает металл за относительно короткое время, поэтому он может возникнуть даже после предварительной обработки. Пайка с помощью горелки сильно отличается от пайки с помощью паяльника и считается более удобной, поскольку температуру можно регулировать, а паяльник предоставляет больше возможностей для обработки поверхности как тонких, так и более толстых металлов. Часто используется дополнительный флюс и различные технологические добавки. Сварка алюминия в домашних условиях газовой горелкой облегчает предварительный нагрев металла и расплавление дополнительных расходных материалов.
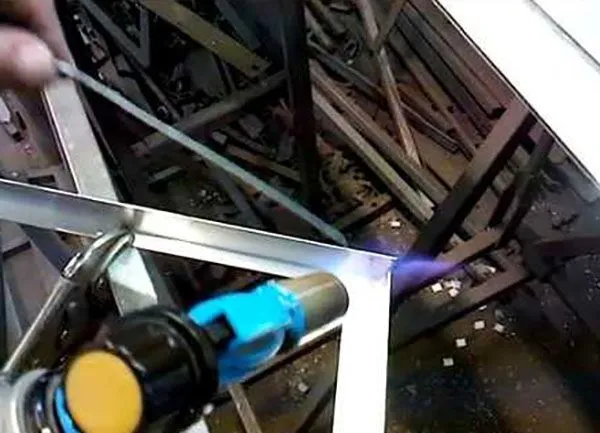
Сварка алюминия своими руками
Конечно, чтобы сделать хороший шов, необходим опыт, поскольку алюминий — низкоплавкий металл, а сварочный материал очень жидкий. Если вы не сделаете это правильно, материал просто растечется по поверхности, не заполнив шов, не говоря уже о ремонте отверстий, который требует настоящего мастерства. Здесь также очень важен выбор присадочного металла, поскольку для каждого процесса сварки требуется свой клей. Алюминий можно использовать для корпуса механизма или контейнера с толстой оболочкой, но он также подходит для простых кабелей. Сварка алюминиевых кабелей вспышкой упрощается благодаря простому контролю температуры и интенсивности пламени.
Преимущества
- Горелка для сварки алюминия является универсальной и может использоваться как для тонких, так и для толстых деталей,
- Газовая горелка имеет регулируемую интенсивность пламени, определяющую температуру нагрева, а при работе с паяльником необходимо иметь несколько инструментов с разными возможностями,
- Пламенная горелка может использоваться для нагрева поверхности металла и расплавления припоя и флюса,
- Темп работы медленнее, поэтому есть возможность делать все более качественно и более спокойно,
- Результаты получаются более качественными, чем при использовании паяльника,
- Устройство готово к работе практически сразу, и вам не придется ждать, пока оно остынет после использования.